機械零件尺寸精度控制技術
2024-12-04 00:00:00黃晨
中國新技術新產品 2024年10期
關鍵詞:控制技術
摘" 要:隨著工業技術不斷發展,機械零件尺寸精度的要求越來越高。針對機械零件尺寸精度的控制度,本文提出了基于虛擬現實的機械零件三維重構技術,將原始機械零件圖像輸入計算機后對其進行預處理,應用精準刻畫軟件,采用包圍盒法固件預處理圖像的三維數據場,結合數據場繪制機械零件圖像的三維直接體,獲取相關表達式,對機械零件進行三維重構,得到高精度的機械零件三維重構結果,有效控制機械零件尺寸精度,為機械零件的產品設計、工程分析、快速原型分析和生產制造等方面奠定基礎。
關鍵詞:機械零件;尺寸精度;控制技術
中圖分類號:TH 161" " " " " " " " " " " " " " " " 文獻標志碼:A
在工業生產領域,機械零件的設計、加工、生產以及控制其尺寸精度是非常重要的,一直受到廣泛關注。機械零件尺寸精度控制技術具有很高的應用價值。隨著生產技術的進步,自動化程度逐漸加深,虛擬現實技術、機器視覺技術和圖像處理技術等在設計、檢測過程中發揮了重要的作用,在重復性工作中能夠代替人工并高效完成任務,在實際生產中應用前景廣闊。
1 機械零件尺寸精度的測量與控制要點
機械零件尺寸精度的測量與控制是保證機械產品性能和可靠性的重要環節,在機械制造過程中,受到各種因素影響,零件的實際尺寸與設計尺寸存在偏差[1]。為了滿足設計要求,必須對機械零件尺寸精度進行嚴格測量與控制,機械零件尺寸精度測量與控制要點如下。
1.1 設定合理的尺寸公差
公差大小直接影響零件的加工難度和制造成本,在設計階段,根據零件的功能、裝配要求和制造工藝合理確定零件的尺寸公差。
1.2 選擇合適的測量工具
選擇滿足零件尺寸精度要求的測量工具,例如卡尺、千分尺、測量規、投影儀和三坐標測量機等,保證測量工具的精度和穩定性,定期進行校準和維護。
1.3 選擇合適的測量方法
根據零件的形狀、尺寸和精度要求,選擇合適的測量方法,采用多點測量、曲線測量等方法測量形狀復雜的零件,使測量結果更準確[2]。
1.4 加強工藝控制
使用優化加工工藝、控制加工參數和加強刀具管理等手段,降低在加工過程中產生的誤差,提高零件的尺寸精度。采取相應措施解決在加工過程中出現的熱變形和振動問題。
1.5 引入自動化控制技術
利用自動化設備和系統,例如數控機床、機器人控制系統等,自動加工并裝配零件,提升加工精度和生產效率,減少人為因素對尺寸精度的影響。
1.6 建立完善的質量管理體系
建立質量管理體系,制定質量控制計劃和質量檢驗標準,做好質量記錄。嚴格的質量管理能夠保證零件尺寸精度的穩定性和一致性。
1.7 進行過程監控和反饋
在加工過程中,實時監控關鍵工序,及時發現并糾正尺寸誤差,利用數據采集和分析系統,整理并分析在加工過程中產生的數據,取得影響尺寸精度的關鍵因素,采取相應措施進行改進和控制[3]。
2 基于虛擬現實的機械零件三維重構技術
在工業制造的過程中,受到加工工藝、設備磨損等因素影響,一些機械零件出現尺寸誤差或缺陷,生產質量降低[4]。以前,質量檢測主要由人工完成,效率低且檢測結果不準確,因此,可利用虛擬現實技術,在計算機中模擬真實的環境,對機械零件進行三維重構,利用高精度的3D掃描設備獲取零件的幾何數據,再利用CAD軟件進行建模,可以對零件尺寸進行高精度模擬,并模擬加工過程,預測并評估零件在實際加工中的尺寸精度,優化加工參數和工藝[5-6]。
2.1 機械零件圖像預處理
在機械零件圖像中,光照因素屬于一種乘性因素,如公式(1)所示。
I(x,y)=R(x,y)·L(x,y) " " " " " " " " " " " "(1)
式中:I(x,y)為機械零件圖像的灰度值;R(x,y)為機械零件圖像在設定點對應的反射率;L(x,y)為光照情況。
隨著時間推移,機械零件上的光照會逐漸變化,明確機械零件圖像在(x,y)區域內的光照情況后,可計算其平均光照,明確光照變化規律。以此為基礎,應用Retiner理論,計算過程如公式(2)所示。
(2)
式中:Retiner(x,y)為機械零件的反射特性,即圖像的內在表現特征;F(x,y)為環繞函數,將公式(1)代入公式(2)中,如公式(3)所示。
(3)
根據公式(1)~公式(3),可知Retinet輸出機械零件圖像不能精準反映光照變化狀況,因此需要對不同光照下的機械零件圖像進行預處理,具體步驟如下。
2.1.1 應用Retinet對輸入機械零件圖像進行預處理
在計算機內輸入需要處理的機械零件圖像,合理設置尺寸參數范圍,保證平滑圖像的高斯窗不會過大,應用Retinet理論對灰度機械零件圖像進行預處理,如公式(4)所示。
Retinet(x,y)=lgI(x,y)-lgI(x,y)·F(x,y) " (4)
2.1.2 采用灰度值歸一化方法處理機械零件圖像
采用直方圖歸一化方法,對圖像的灰度值進行歸一化處理,如公式(5)所示。
(5)
式中:H(x,y)為采用灰度值歸一化方法處理的機械零件圖像;mdd為輸出圖像均值;mnew為輸出圖像標準差;βdd為處理后圖像的均值;βnew為處理后圖像的標準差。
2.2 機械零件尺寸測量算法
圖像處理后,機械零件種類明確,結合零件的幾何特征計算機械零件的尺寸。在機械零件中,圓是最基本的幾何形狀,檢測圓心、半徑等尺寸十分重要[7]。目前主要采用重心檢測法檢測圓的尺寸。由于實際提取圓邊緣存在一定誤判或漏判情況,因此可以運用霍夫變換算法將圓邊緣變換為直線邊緣再進行提取,如公式(6)所示。
ρ=xcosθ+ysinθ " " (6)
式中:ρ為原點到直線的垂直距離;θ為x軸與垂線之間的夾角,直線上的任意1個點都滿足上述公式,直線參數為(ρ,θ),
xy二維空間中的1個點對應ρθ空間中的1條正弦曲線,xy空間中直線上1個點(x0,y0)如公式(7)所示。
ρ=x0cosθ+y0sinθ (7)
ρθ空間內軌跡為xy空間中通過該點的所有直線群,當1條直線的點從xy空間投影至ρθ空間時,這些點所對應的正弦曲線將在ρθ空間交于1個點,假設直線上的點在該點對應的(ρ0,θ0)處存在峰值,就可以利用峰值坐標獲取直線表達式。
采用霍夫變換算法對圓進行檢測,圖像f(i,j)中的圓,其邊緣點為{(im,jm),n=1,2,......,N},以此構建圓檢測參數空間——[X,Y,R],X、Y和R分別為圓的橫坐標、縱坐標和半徑,對每個邊緣點計算以該點為邊緣在圖像范圍內的所有圓,對所有邊緣點獲取的參數圓進行累加,計數最大值也就是與圖像中被測圓的參數。
2.3 機械零件的三維重構
在應用虛擬現實技術對機械零件進行三維重構的過程中,應先對全部零件圖像進行預處理,再利用計算機內VTK軟件進行三維重構,具體流程如圖1所示。
從圖1可以明顯看出,機械零件的三維重構主要包括3個階段,即距離測量、三維重構和三維顯示,利用VTK軟件和Visual軟件,基于虛擬現實技術對機械零件進行三維重構,VTK軟件的作用是對機械零件圖像進行重構以及可視化處理,Visual軟件的作用是展示界面設計,進行數據集成。在應用VTK軟件之前應設定源文件目錄和編譯目錄,再分析VTK軟件內的管道機制,對數據或圖像進行可視化處理,利用包圍盒進行三維重構[8]。
在應用VTK軟件對機械零件進行三維可視化操作的過程中,先利用局部圖像梯度信息獲取機械零件圖像對應的三維坐標,將其設為(x,y)在圖像重構后獲取的機械零件輪廓長度。如公式(8)所示。
l=ψ(Ilbf+(1-ψ)Ilgf)+u(l(τ)+?(p(i))) (8)
式中:ψ為局部機械零件圖像中不同像素領域的灰度值;Ilbf為邊緣輪廓長度對應的約束項;?為常數;Ilgf為機械零件圖像的局部灰度信息;u為能量項;l(τ)為機械零件圖像的局部梯度;p(i)為空間掃描向量。
采用平滑度演化博弈處理機械零件圖像目標區域以及背景區域,如公式(9)所示。
N?=∫a=1?(p(i))|?ρ| " "(9)
式中:N?為盒子模型;?ρ為正則項;a為像素稀疏度。
應用包圍盒法進一步計算設定范圍內機械零件圖像的高斯概率分布H?,如公式(10)所示。
(10)
結合公式(9)可獲取機械零件圖像對應的三維坐標p(f1,f2),如公式(11)所示。
(11)
結合公式(11)可應用Euler-Lagrange方程組建三維數據場,如公式(12)所示。
(12)
式中:??為常數灰度值;?t為運行時間灰度值;(λ1,λ2)為空間掃描向量;?t和t為采樣時間與運行時間。
在獲取機械零件所對應的三維數據場后,可進一步繪制機械零件,保證零件尺寸精度,完成機械零件高質量設計。在這個過程中,須以目標圖像對應的像素作為模板,對矩陣Z的三維數據Z(ij)(h)進行構建,如公式(13)所示。
(13)
結合圖像三維數據,直接提取并構建對應的三維圖像重構表達式f1(x)和f2(x),如公式(14)所示。
(14)
式中:E(x,y)為機械零件圖像固定模板。
3 試驗分析
為了進一步驗證本文提出的基于虛擬現實的機械零件三維重構技術是否有效,利用Delphi語言對其進行編程,并選擇類型不同的機械零件作為試驗對象。
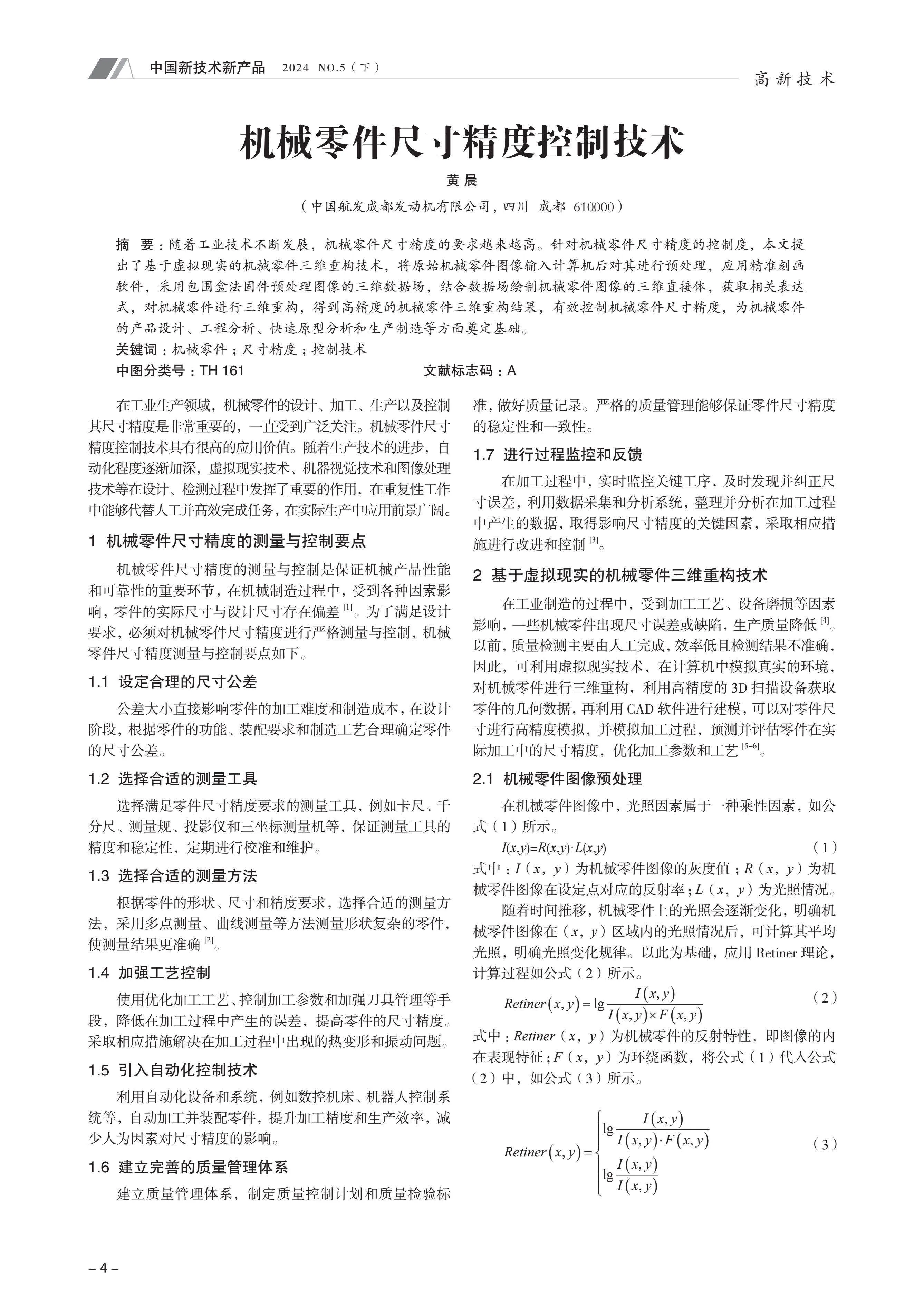
3.1 簡單的機械零件三維重構效果分析
選擇幾種較為簡單的機械零件進行三維重構,并進行對比,采用本文提出的三維重構方式的效果如圖2(a)所示,采用超聲波斷層三維重構方式的效果如圖2(b)所示,可以明顯看到后者會出現細節丟失的情況,前者可精準刻畫各機械零件的細節部分。因此,本文提出的方法精度更高,三維重構效果更好。
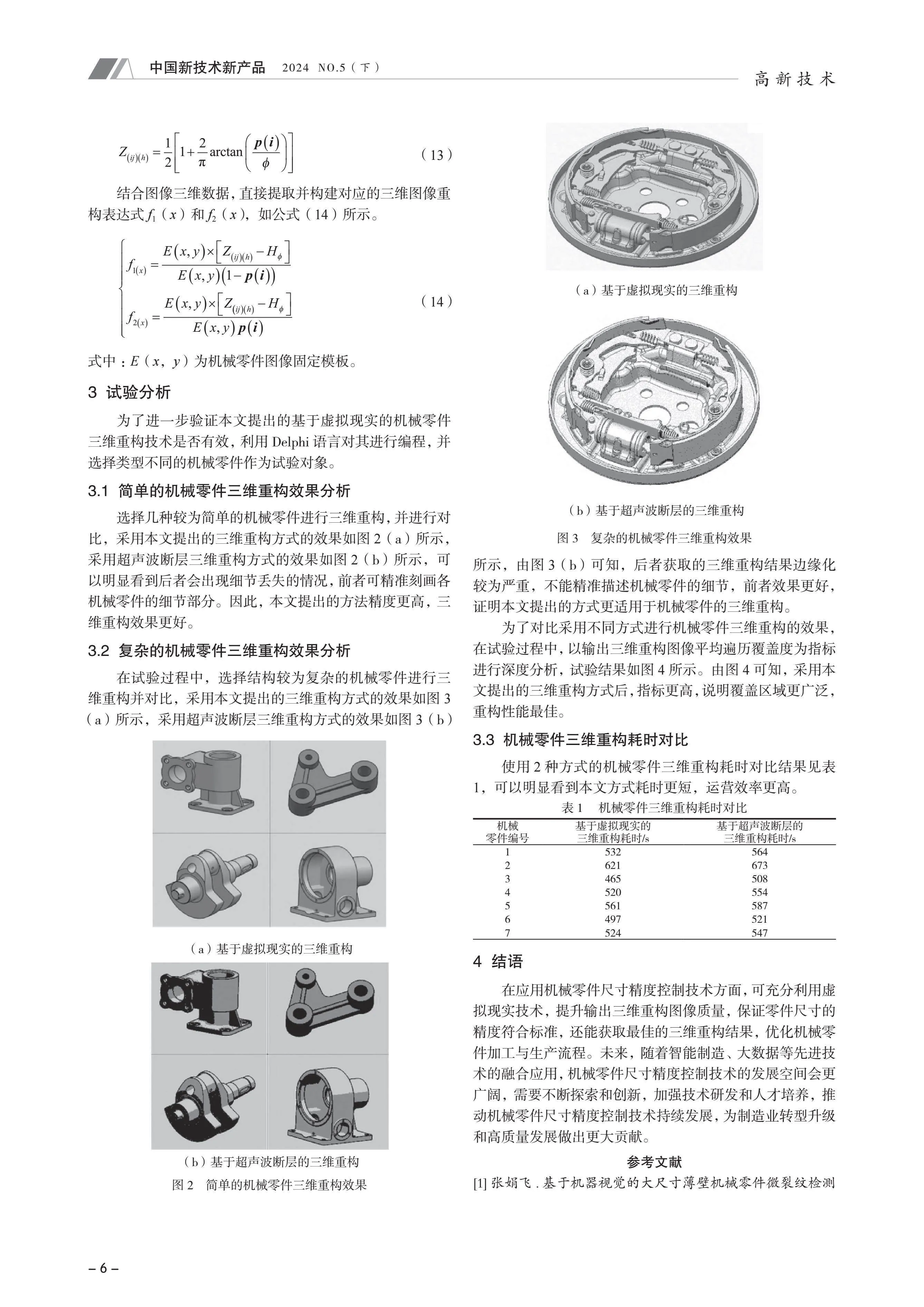
3.2 復雜的機械零件三維重構效果分析
在試驗過程中,選擇結構較為復雜的機械零件進行三維重構并對比,采用本文提出的三維重構方式的效果如圖3(a)所示,采用超聲波斷層三維重構方式的效果如圖3(b)所示,由圖3(b)可知,后者獲取的三維重構結果邊緣化較為嚴重,不能精準描述機械零件的細節,前者效果更好,證明本文提出的方式更適用于機械零件的三維重構。
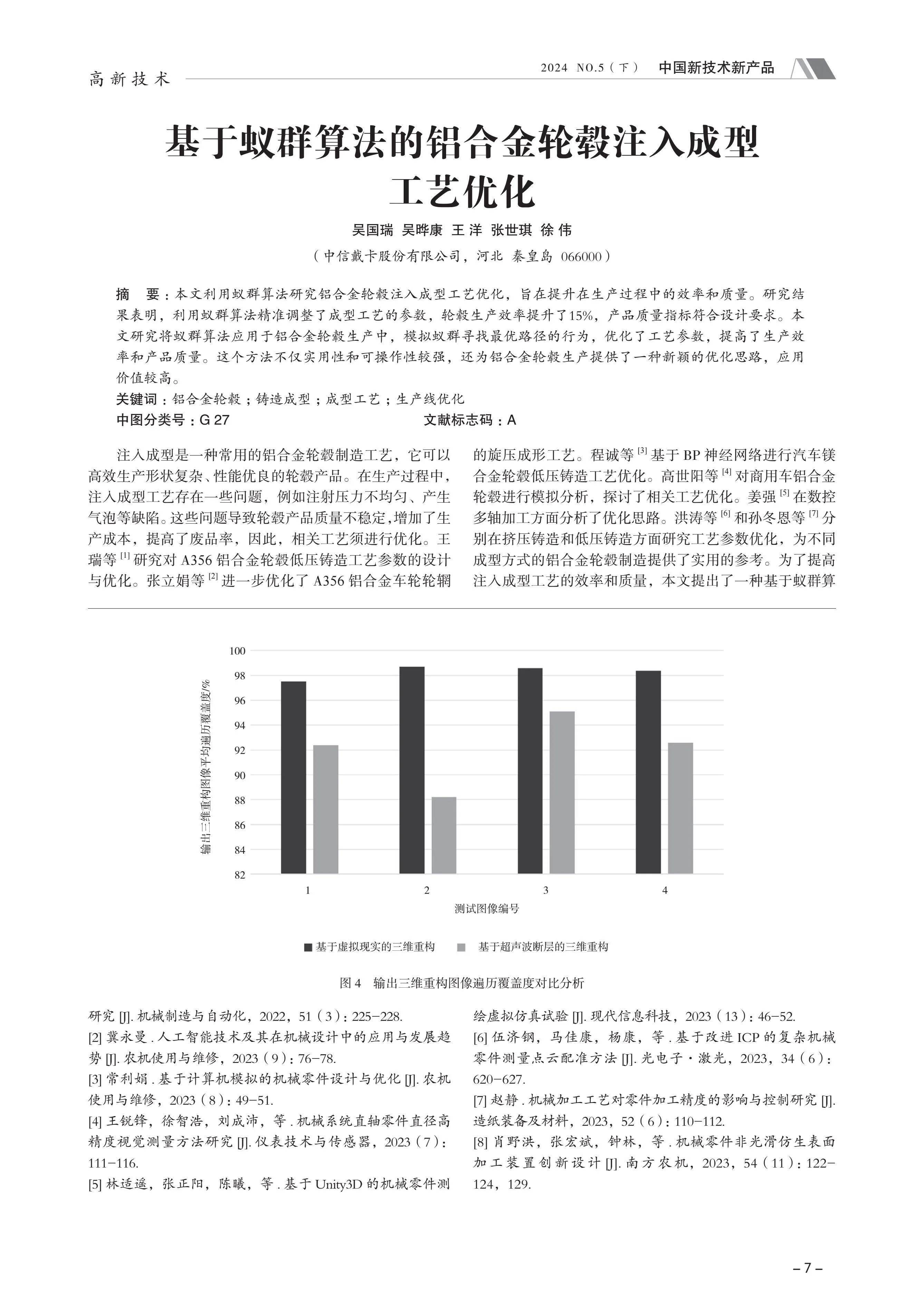
為了對比采用不同方式進行機械零件三維重構的效果,在試驗過程中,以輸出三維重構圖像平均遍歷覆蓋度為指標進行深度分析,試驗結果如圖4所示。由圖4可知,采用本文提出的三維重構方式后,指標更高,說明覆蓋區域更廣泛,重構性能最佳。
3.3 機械零件三維重構耗時對比
使用2種方式的機械零件三維重構耗時對比結果見表1,可以明顯看到本文方式耗時更短,運營效率更高。
4 結語
在應用機械零件尺寸精度控制技術方面,可充分利用虛擬現實技術,提升輸出三維重構圖像質量,保證零件尺寸的精度符合標準,還能獲取最佳的三維重構結果,優化機械零件加工與生產流程。未來,隨著智能制造、大數據等先進技術的融合應用,機械零件尺寸精度控制技術的發展空間會更廣闊,需要不斷探索和創新,加強技術研發和人才培養,推動機械零件尺寸精度控制技術持續發展,為制造業轉型升級和高質量發展做出更大貢獻。
參考文獻
[1]張娟飛.基于機器視覺的大尺寸薄壁機械零件微裂紋檢測研究[J].機械制造與自動化,2022,51(3):225-228.
[2]冀永曼.人工智能技術及其在機械設計中的應用與發展趨勢[J].農機使用與維修,2023(9):76-78.
[3]常利娟.基于計算機模擬的機械零件設計與優化[J].農機使用與維修,2023(8):49-51.
[4]王銳鋒,徐智浩,劉成沛,等.機械系統直軸零件直徑高精度視覺測量方法研究[J].儀表技術與傳感器,2023(7):111-116.
[5]林適遙,張正陽,陳曦,等.基于Unity3D的機械零件測繪虛擬仿真試驗[J].現代信息科技,2023(13):46-52.
[6]伍濟鋼,馬佳康,楊康,等.基于改進ICP的復雜機械零件測量點云配準方法[J].光電子·激光,2023,34(6):620-627.
[7]趙靜.機械加工工藝對零件加工精度的影響與控制研究[J].造紙裝備及材料,2023,52(6):110-112.
[8]肖野洪,張宏斌,鐘林,等.機械零件非光滑仿生表面加工裝置創新設計[J].南方農機,2023,54(11):122-124,129.
猜你喜歡
機電安全(2022年1期)2022-08-27 02:15:16
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2019年7期)2019-04-25 13:16:50
電子測試(2018年14期)2018-09-26 06:04:44
上海大中型電機(2017年4期)2017-02-06 05:27:06
山東工業技術(2016年15期)2016-12-01 05:30:51
照明工程學報(2016年3期)2016-06-01 12:17:56
水電站機電技術(2014年4期)2014-10-13 08:30:07
水電站機電技術(2014年1期)2014-09-26 11:59:46
導航定位與授時(2014年2期)2014-04-27 13:41:08
