智能工廠MINI制造單元虛擬仿真平臺開發(fā)
2024-11-05 00:00:00劉靜嫻劉震磊朱萬安邵鑫雨郭靖瑋
現(xiàn)代信息科技 2024年16期



摘 要:針對航空薄壁件在加工中易變形、工件振動、耗時長的現(xiàn)狀,提出了基于Unity3D的智能工廠MINI制造單元虛擬仿真平臺的設計方案,解決了薄壁葉片在實際生產(chǎn)過程中效率低下,質量參差不齊的問題。通過智能工廠MINI制造單元的虛擬仿真驗證結果表明,智能工廠MINI制造單元不僅能夠完成航空薄壁件的批量加工,大大提高其生產(chǎn)效率,還能通過Unity3D的虛擬仿真技術,降低生產(chǎn)成本和潛在的風險,推動航空制造業(yè)向智能化方向發(fā)展。
關鍵詞:智能工廠;虛擬現(xiàn)實;MINI制造單元;平臺開發(fā)
中圖分類號:TP391.9 文獻標識碼:A 文章編號:2096-4706(2024)16-0172-06
Virtual Simulation Platform Development of Intelligent Factory MINI Manufacturing Unit
Abstract: In response to the current situation that thin-walled aircraft parts are prone to deformation, vibrate, and take a long time during processing, a design scheme for the virtual simulation platform of the intelligent factory MINI manufacturing unit based on Unity3D is proposed, which solves the problems of low efficiency and uneven quality of thin-walled blades in actual production. The virtual simulation verification results of the intelligent factory MINI manufacturing unit show that the intelligent factory MINI manufacturing unit not only can complete the mass production of thin-walled aircraft parts, greatly improving production efficiency, but also can reduce production costs and potential risks through Unity3D's virtual simulation technology, driving the development of aviation manufacturing industry towards intelligentization.
Keywords: intelligent factory; Virtual Reality; MINI manufacturing unit; platform development
0 引 言
薄壁零件由于自身性能和結構輕量化的特點,在航空航天、汽車、船舶等[1]許多領域都得到廣泛應用,它們是核心部件,通常承載著高端設備的核心功能[2],而薄壁件在加工過程有三種特點:1)極易發(fā)生變形 [3];2)容易發(fā)生振動;3)加工尺寸精度高、耗時長。隨著我國加強對航空航天領域的重視,將大飛機等提升到國家戰(zhàn)略層面。但加工工藝仍有不完善之處[4],其中薄壁零件的加工對航空制造業(yè)仍然是一個巨大的挑戰(zhàn)。
薄壁葉片零件通常采用鋁合金材料制造,薄壁葉片由于造型復雜、曲率變化大、剛度低等特點,在加工中容易產(chǎn)生彎曲、扭轉變形以及局部欠切等問題,使得加工質量及效率難以保證[5]。因此,如何提高航空薄壁件的加工穩(wěn)定性,實現(xiàn)薄壁件的批量化生產(chǎn)具有重要的研究意義。
智能工廠MINI制造單元虛擬仿真平臺是一個基于Unity 3D軟件而建立的虛擬仿真平臺。隨著3D虛擬現(xiàn)實技術的高速發(fā)展,Unity 3D被廣泛應用在行業(yè)的各個層面,例如航空航天、汽車制造等,同時Unity 3D憑借可支持嵌套多種開發(fā)語言的顯著特點,在虛擬現(xiàn)實項目上得到了廣泛認可[6]。
本文通過MINI制造單元虛擬仿真平臺的設計、模型搭建和開發(fā)三個方面,完成了智能工廠MINI制造單元虛擬仿真平臺開發(fā),實現(xiàn)了航空薄壁件智能化生產(chǎn)過程的仿真模擬,解決了薄壁葉片實際生產(chǎn)過程中效率低、產(chǎn)品質量差的問題。
1 MINI制造單元虛擬仿真平臺的設計
1.1 MINI制造單元工藝流程設計
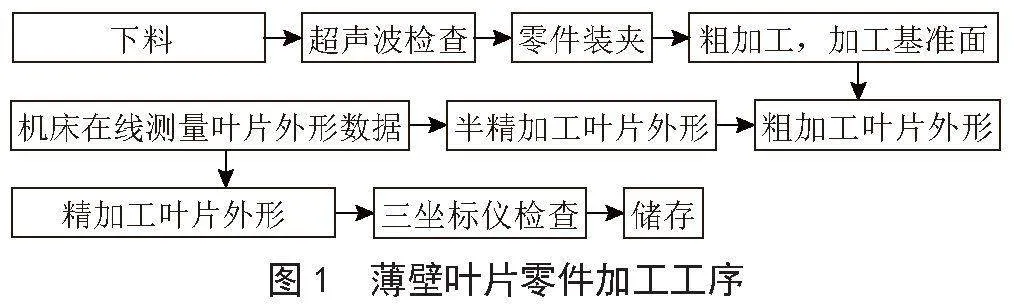
MINI制造單元面向航空薄壁葉片零件加工,采用數(shù)控銑削的加工方式生產(chǎn),坯尺寸為250 mm×100 mm×40 mm,其加工工序如圖1所示。
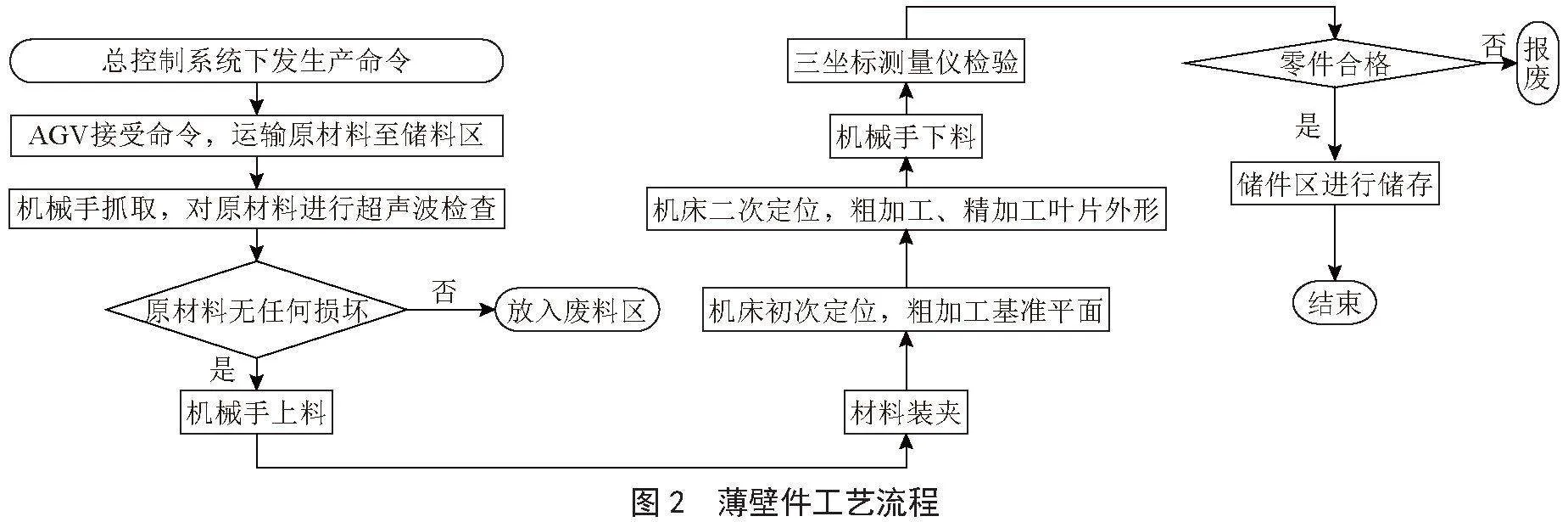
根據(jù)薄壁葉片的加工順序確定MINI制造單元中薄壁葉片的加工工藝流程,如圖2所示。總控制系統(tǒng)下發(fā)總體命令,AGV接收到命令,執(zhí)行物料運輸任務,將加工胚料運輸至儲料區(qū),裝載胚料的托盤通過AGV的滾筒移動至儲料架上,移動完成后,機械手在儲料架上取料,將胚料送至超聲波探傷儀進行檢測,機械手將檢測未通過的胚料放入廢料區(qū),夾取合格的胚料至加工中心:機床裝夾胚料,進行初次定位,銑出基準平面,基于基準平面進行第二次定位,對胚料進行粗加工、半精加工、精加工等工序,葉片加工完成,機械手下料,將其送至三坐標儀進行檢驗,最終對檢驗合格的薄壁葉片零件進行儲存。
1.2 MINI制造單元布局設計
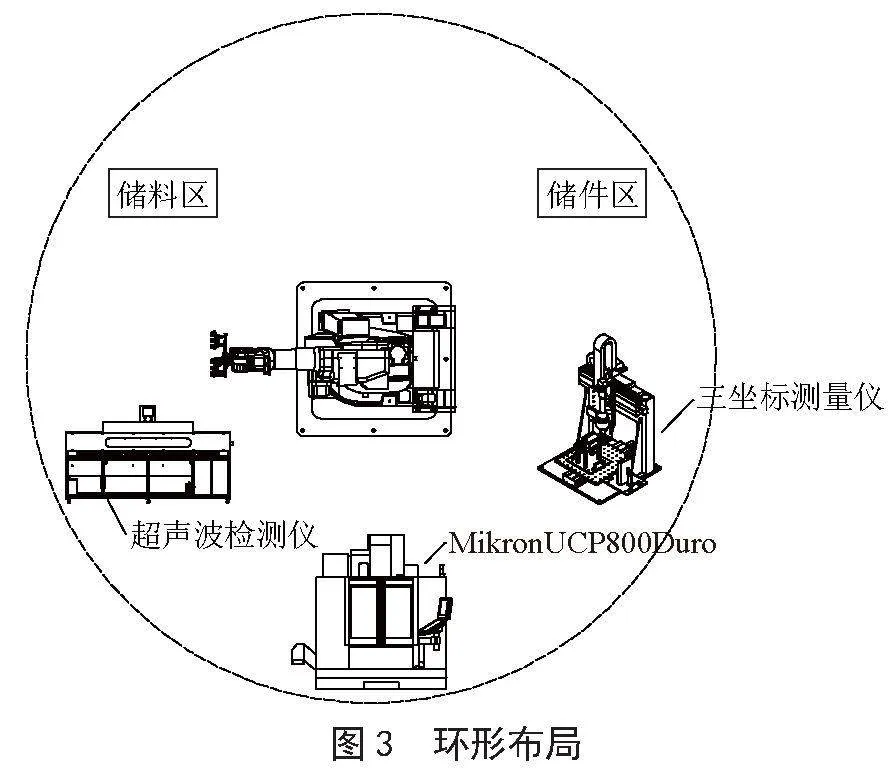
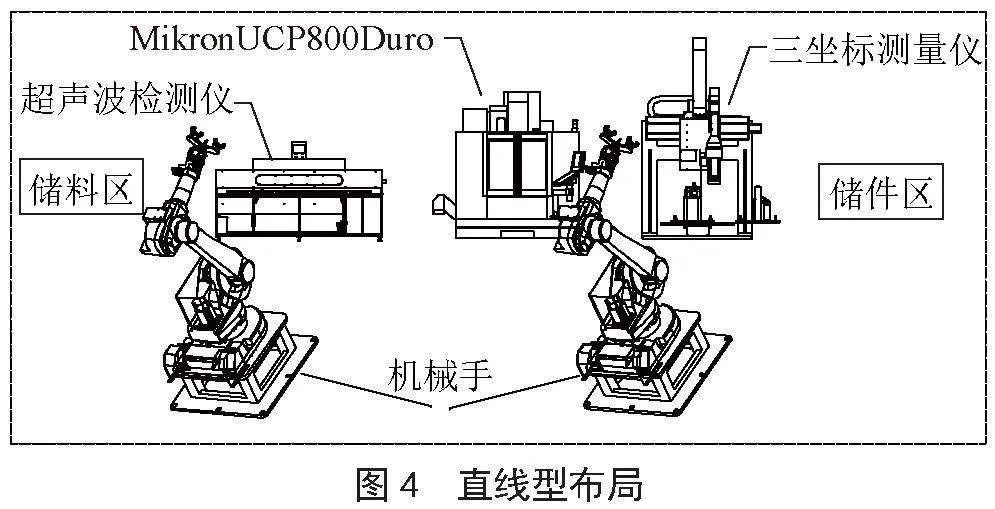
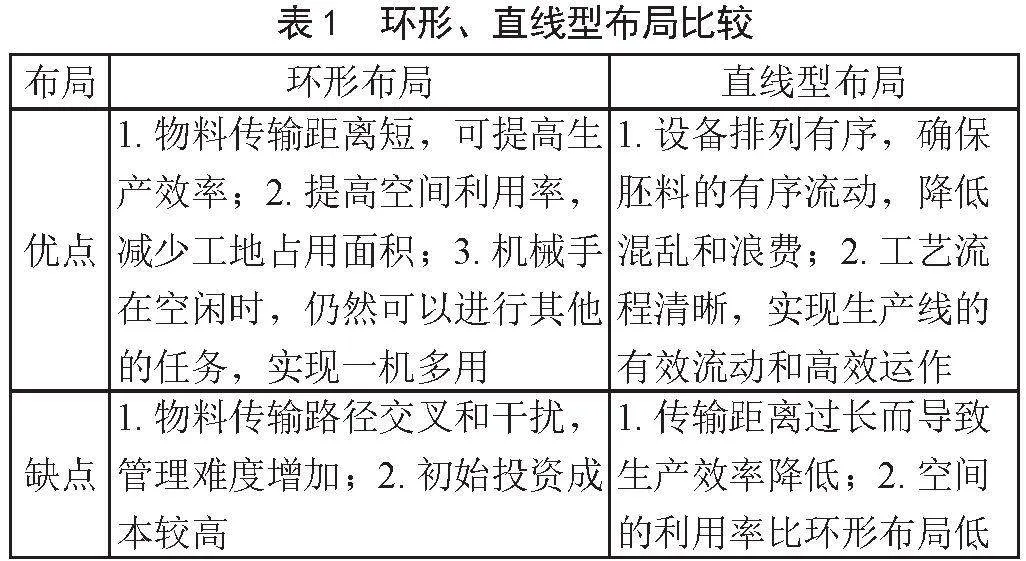
針對智能工廠MINI制造單元的生產(chǎn)效率、成本投入以及資源配置三大問題,提出兩種布局設計:環(huán)形布局和直線型布局,如圖3、圖4所示。
將環(huán)形布局與直線型布局進行比較,比較結果如表1所示。
生產(chǎn)效率方面:環(huán)形布局通過設備的緊密排列與短距離的物料運輸距離,減小了物料在不同設備之間運輸?shù)臅r間,從而提高了生產(chǎn)效率;而直線型布局中物料需要在不同設備之間進行長距離運輸,降低了生產(chǎn)效率。就生產(chǎn)效率方面,應選用環(huán)形布局。
成本投入方面:環(huán)形布局需要建立封閉的生產(chǎn)線系統(tǒng),在生產(chǎn)線路安裝方面需要更高的初始成本;而直線型布局在生產(chǎn)線路安裝方面投入的成本較低。就成本投入方面,應選用直線型布局。
資源配置:通過調整制造單元中的設備,能夠實現(xiàn)生產(chǎn)線的重構,以加工其他零件;而直線型布局一旦確定之后,很難進行調整。就資源配置方面,應選用環(huán)形布局。
通過對智能工廠MINI制造單元的生產(chǎn)效率、成本投入以及資源配置三大問題的綜合討論,最終選用環(huán)形布局。
1.3 虛擬仿真平臺架構設計
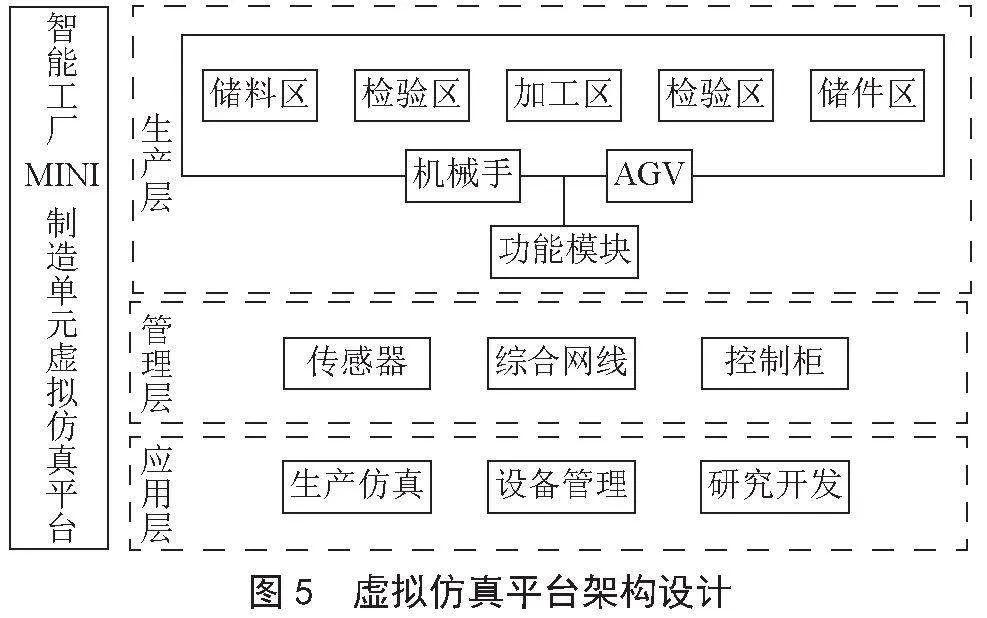
智能工廠MINI制造單元基于Unity3D軟件,旨在建立一個可以提供真實的零件智能制造的虛擬環(huán)境,用于智能制造環(huán)境的研究與開發(fā)。MINI制造單元虛擬仿真平臺參考國內外諸多虛擬仿真平臺[7-9],設計了生產(chǎn)層、管理層和應用層的平臺架構,如圖5所示。
生產(chǎn)層主要依托機械手與AGV,讓物料在儲料區(qū)、檢驗區(qū)、加工區(qū)、儲件區(qū)之間進行運輸,最終加工出合格的薄壁葉片;管理層采用傳感器、綜合網(wǎng)線和控制箱來實現(xiàn)對虛擬仿真平臺的智能管理;應用層以薄壁葉片的加工現(xiàn)狀為導向,形成了生產(chǎn)仿真、設備管理和研究開發(fā)三個應用功能。
生產(chǎn)層的功能模塊主要包括:
1)自動物料運輸。MINI制造單元設置由AGV小車,進行物料運輸時實現(xiàn)了完全自動化:總系統(tǒng)下發(fā)命令后,AGV獲取到物料運輸?shù)钠瘘c、終點和路徑,根據(jù)既定的路線,準確地將物料運送至MINI制造單元的儲料區(qū)。
2)自動上下料。本單元安裝有機械手,能夠對物料進行準確的抓取任務,根據(jù)程序自動完成物料的抓取,實現(xiàn)上下料的自動化,提高薄壁件的生產(chǎn)效率。
2 MINI制造單元虛擬仿真平臺的搭建
2.1 關鍵設備選型
2.1.1 超聲波檢驗區(qū)設備選型
超聲波探傷是通過向工件中發(fā)射超聲波,超聲波在工件中傳播遇到缺陷時傳播特性便發(fā)生改變,檢測變化下的超聲波,并進行處理分析,根據(jù)接收波的特征評價工件內部存在缺陷的特性[10],實現(xiàn)胚料的初步檢驗。加工薄壁葉片的原材料為塊材,因此選用塊材超聲波探傷儀Hiwave S300。
2.1.2 加工區(qū)設備選型
智能工廠MINI 制造單元對薄壁葉片進行加工,薄壁葉片通常為非均勻曲面,幾何形狀復雜,且因材料的原因,剛度較弱,因此在加工過程中極易發(fā)生變形。在加工設備方面通常采用五軸聯(lián)動加工中心進行加工。
加工區(qū)域選用五軸聯(lián)動高速加工中心MikronUCP800Duro,該機床配備Heidenhain ITNC530數(shù)控系統(tǒng)和BLUM激光對刀儀及TC52工件測頭,在加工高硬度材料以及葉輪等復雜曲面零件上具有明顯優(yōu)勢:
1)激光對刀儀可實現(xiàn)道具動態(tài)尺寸檢測,提高了刀具檢測精度。
2)工件測頭不僅可以在一次裝夾中實現(xiàn)工件的加工和測量,而且可以在工件的找正和二次裝夾中提高再定位精度[11]。
2.1.3 檢驗區(qū)設備選型
薄壁葉片作為航空發(fā)動機的關鍵零件,其精度影響發(fā)動機的性能,葉片在加工時產(chǎn)生的微小變形都可能導致發(fā)動機出現(xiàn)問題,因此加工完成后的葉片需要進行精密的測量。
三坐標測量儀LH65 XOrbit675可實現(xiàn)單軸的精密傳動,使用高性能數(shù)據(jù)采集系統(tǒng),得到零件較精準的數(shù)據(jù),確保薄壁葉片的質量。
2.2 設備模型搭建
2.2.1 超聲波檢驗區(qū)模型的搭建
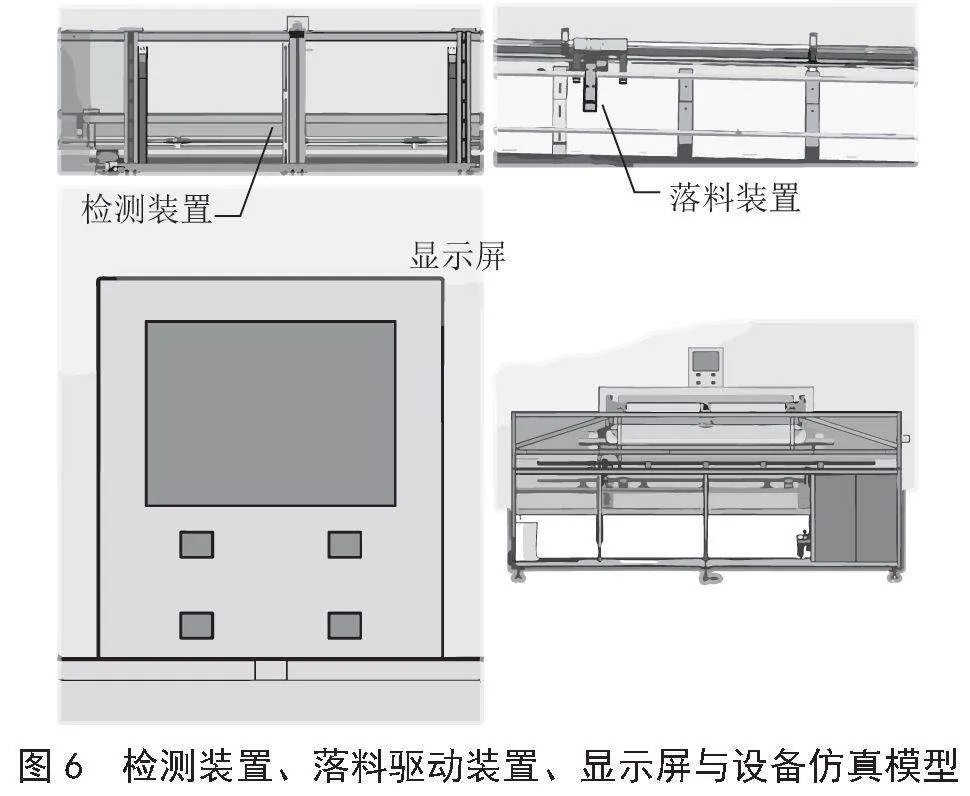
HiwaveS300超聲波儀主要包括掃描系統(tǒng)、超聲發(fā)射、接收裝置、顯示屏等配置,超聲波探傷儀模型對其進行簡化,對檢測裝置、傳動裝置、顯示屏和落料驅動裝置等配置建模,用以實現(xiàn)檢測原胚料中的損傷,其仿真模型如圖6所示。
2.2.2 加工區(qū)模型的搭建
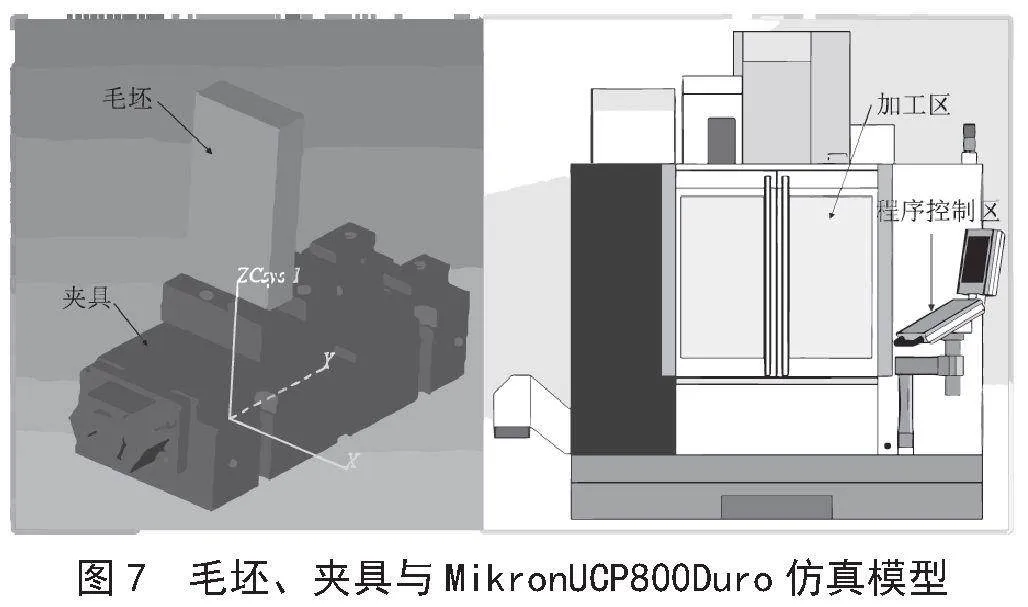
加工區(qū)域選用五軸聯(lián)動高速加工中心MikronUCP800Duro,其主要技術參數(shù)如表2所示。
MikronUCP800Duro的仿真模型如圖7所示。
2.2.3 檢驗區(qū)模型的搭建
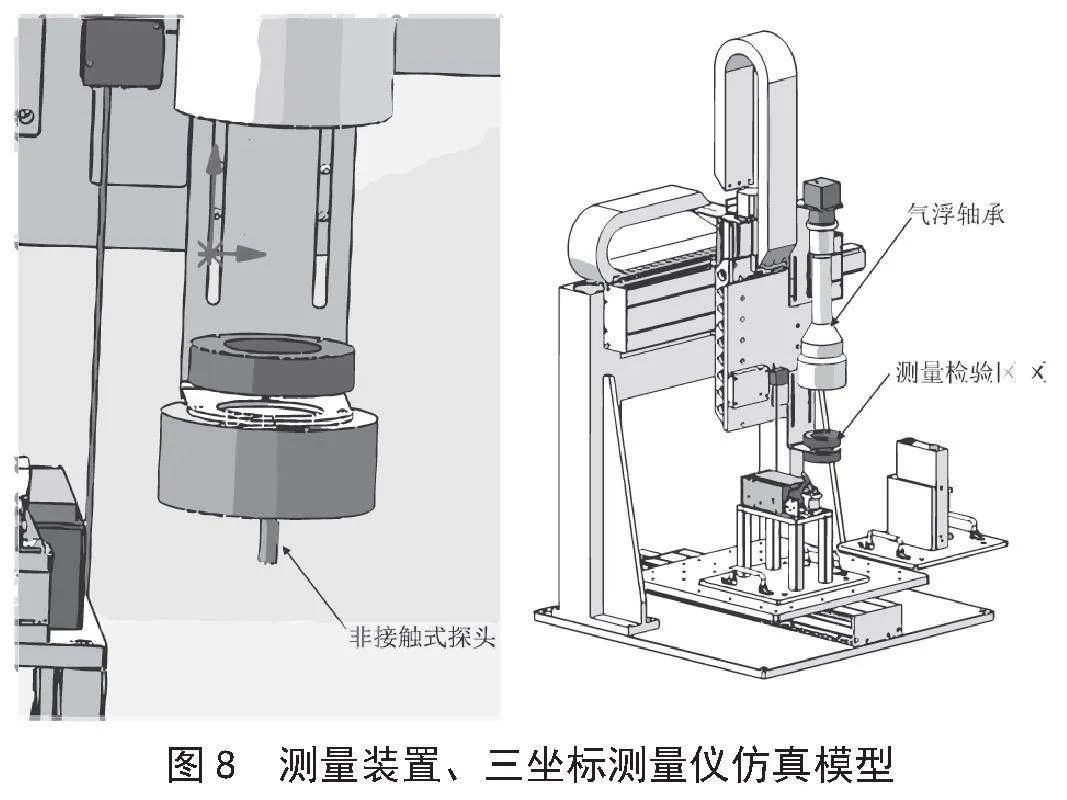
薄壁零件的終檢使用三坐標測量儀LH65 XOrbit675:移動軸采用氣浮軸承設計,配置非接觸式測頭、避免測頭與葉片進行接觸,改變其表面狀態(tài)。三坐標測量儀的仿真模型如圖8所示。
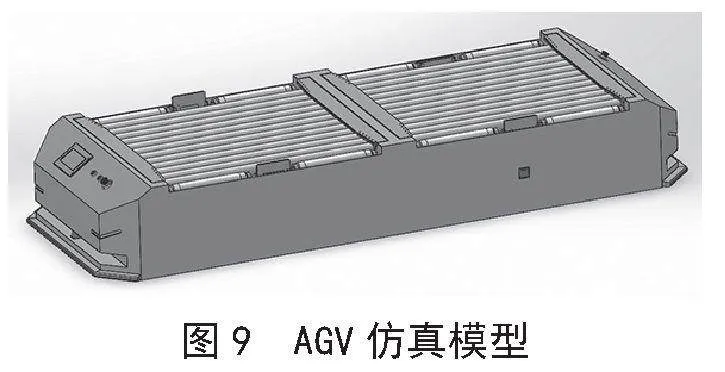
2.2.4 AGV小車模型的搭建
AGV采用雙工位左右滾筒式設計,雙工位的設計增加了物料運輸?shù)臄?shù)量;滾筒式設計讓裝載物料的托盤更加方便地轉移到MINI制造單元的儲料架上。AGV的仿真模型如圖9所示。
2.3 虛擬仿真平臺搭建
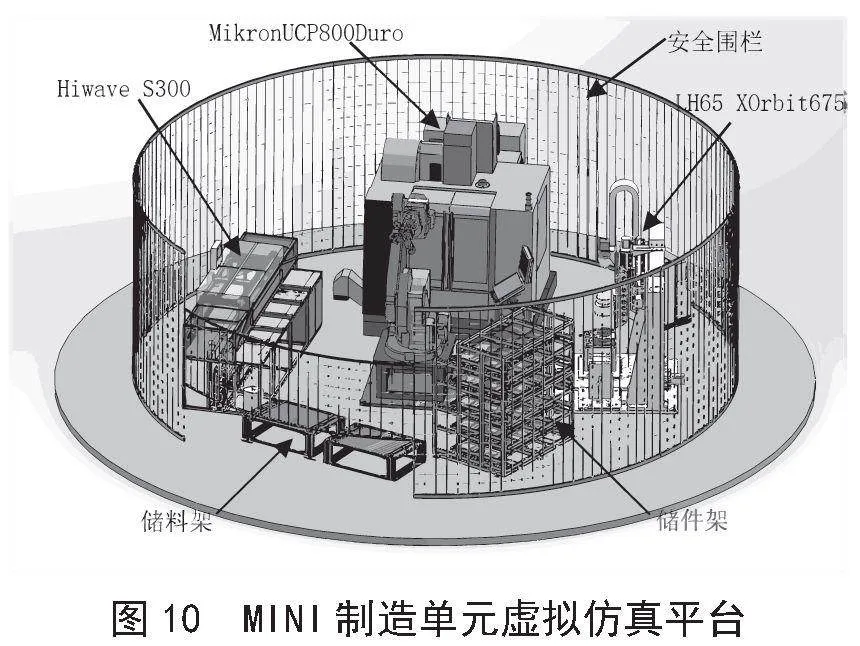
在SolidWorks軟件中完成MINI制造單元檢測區(qū)、加工區(qū)及檢驗區(qū)等的建模后,便可在Unity中進行布局落位[12],將文件保存為IGES格式,在3Ds MAX中導入這些模型,對模型進行縮放、紋理優(yōu)化、細節(jié)和邊緣處理的優(yōu)化處理后,保存為FBX格式,在Unity中創(chuàng)建一個新的場景,將優(yōu)化后的模型拖放到場景中,設置每個模型的初始位置,形成環(huán)形布局,編寫腳本,控制每個模型的運動,以此實現(xiàn)制造單元的仿真流程。虛擬仿真平臺的搭建如圖10所示。
該平臺基于虛擬現(xiàn)實技術,通過對設備和物料的精確建模與動態(tài)模擬,真實再現(xiàn)了智能工廠制造MINI單元的生產(chǎn)場景和流程,讓開發(fā)者能夠更加身臨其境地體驗到薄壁件的生產(chǎn)流程。同時,通過對薄壁葉片的生產(chǎn)過程的仿真,還可以識別出薄壁件在生產(chǎn)過程中潛在的瓶頸與浪費,對制造單元的改進與升級具有重要的意義。
3 MINI制造單元虛擬仿真平臺的開發(fā)
3.1 物料運輸模塊
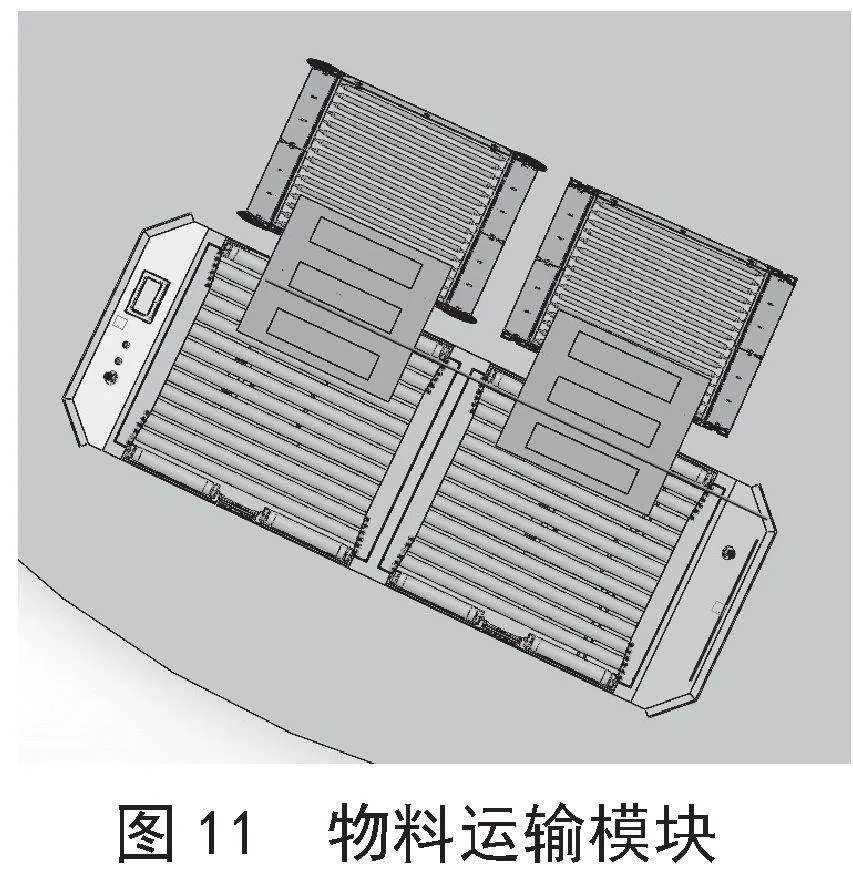
物料運輸模塊由AGV和儲料架構成,能夠根據(jù)總系統(tǒng)下發(fā)的命令規(guī)劃最優(yōu)路線,對原材料進行精確地運輸,提高MINI制造單元的物料運輸效率。物料運輸模塊的工作流程是:AGV裝載原材料之后,運輸?shù)絻α蠀^(qū),AGV和儲料架均為滾筒式設計,通過AGV上的滾筒滾動,將裝有原材料的托盤運送到儲料架上,儲料架上設置有卡槽,可防止托盤掉落。物料運輸模塊如圖11所示。
3.2 自動上下料模塊
自動上下料模塊功能由機械手實現(xiàn)。機械手末端是裝有傳感器的夾具,傳感器能夠檢測到物料的位置,使機械手具有精準的抓取能力,根據(jù)程序,自動的實現(xiàn)物料的抓取、搬運、上料和下料的全過程[13]。自動上下料模塊與超聲波檢測裝置、加工機床、檢驗裝置協(xié)同工作,確保物料運送到正確位置,保證MINI制造單元的生產(chǎn)效率。自動上下料模塊如圖12所示。
3.3 薄壁葉片生產(chǎn)過程仿真
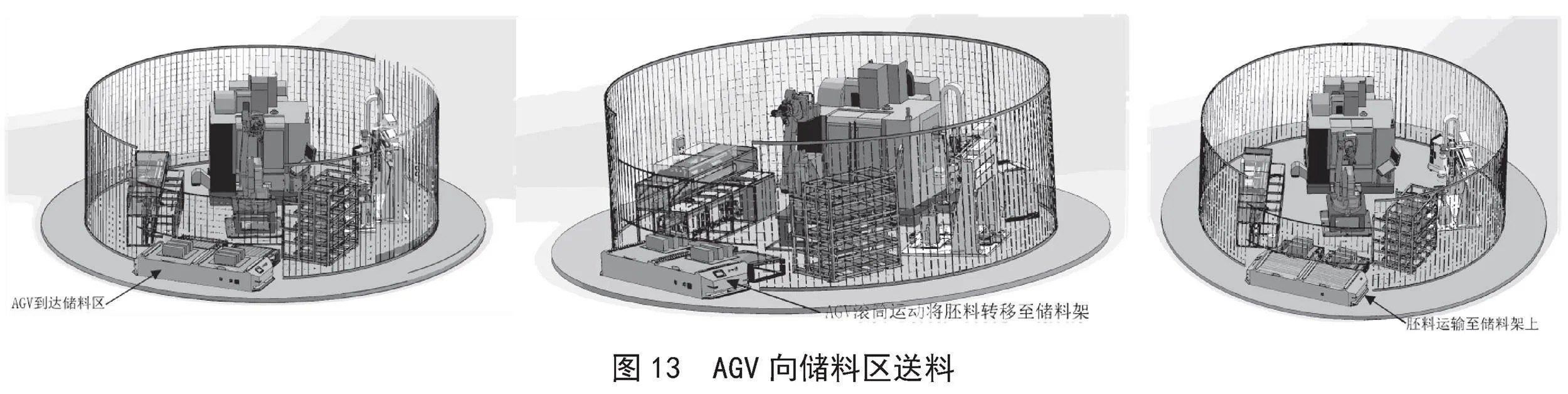
MINI制造單元虛擬仿真模型搭建完成后,對整個薄壁葉片的生產(chǎn)過程進行仿真:總控制系統(tǒng)下發(fā)總體命令,AGV小車接受物流運輸命令,制造單元接收生產(chǎn)命令。AGV裝載胚料后將加工胚料運輸?shù)絻α蠀^(qū),裝載胚料的托盤通過AGV的滾筒移動到儲料架上,移動完成后,機械手在儲料架上取料,將胚料送至超聲波探傷儀進行檢測,當儀器顯示屏顯示合格時,機械手夾取該胚料,運送至加工中心,加工完成后,機械手取出薄壁葉片,將其送至三坐標儀進行檢驗,最終對檢驗合格的薄壁葉片零件進行儲存。如圖13、14所示為薄壁葉片的生產(chǎn)過程。
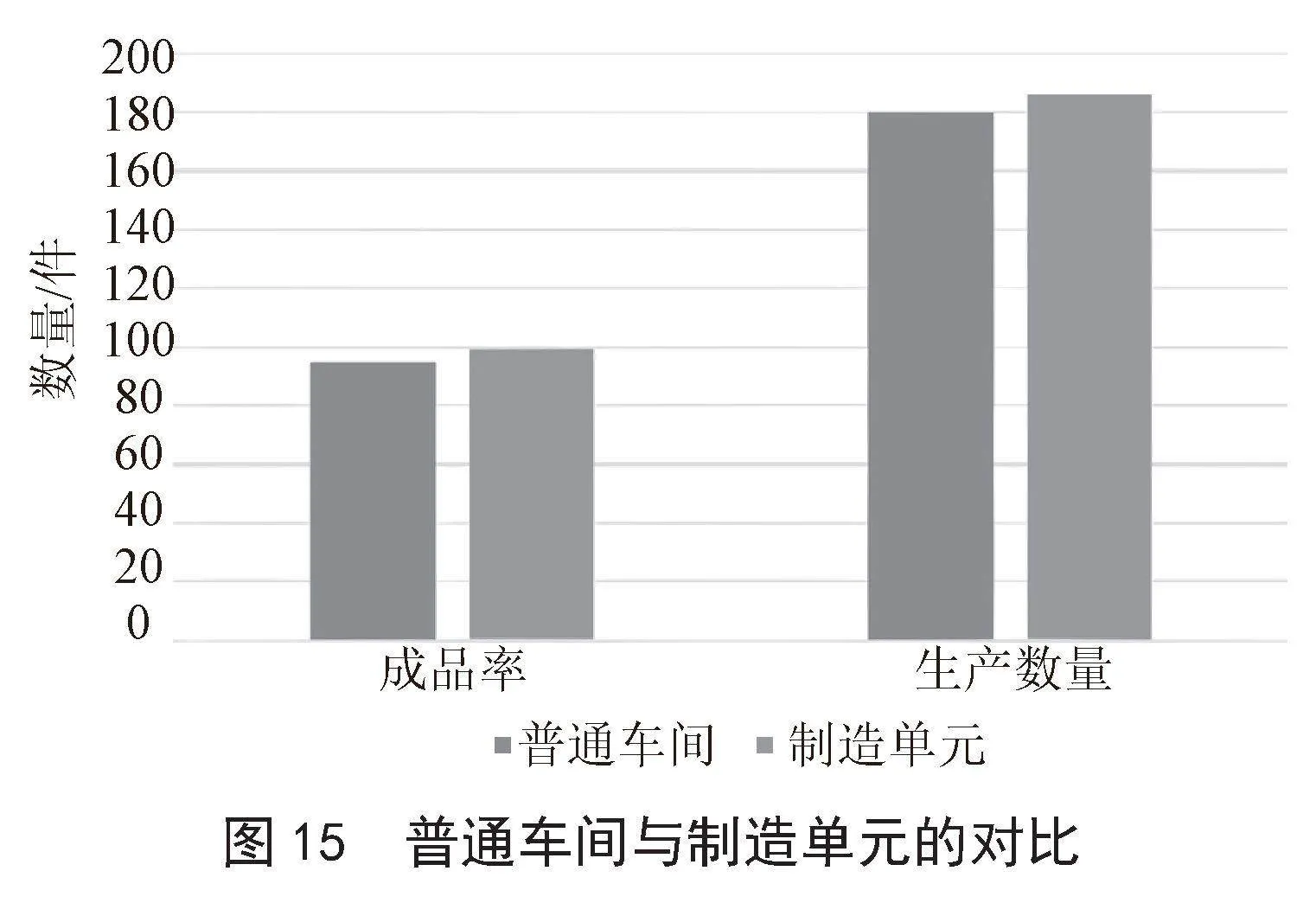
與傳統(tǒng)加工車間相比較,制造單元減少了人工參與時的返工、胚料裝夾、人工組裝與搬運等的時間。按照傳統(tǒng)加工車間年產(chǎn)能為180件/年,制造單元因減少了人工參與的時間而提高了產(chǎn)品加工的數(shù)量,數(shù)量提高了3%;同時制造單元對比普通車間制造時的次品率降低了4%,提高了薄壁葉片的生產(chǎn)效率。普通車間與制造單元的產(chǎn)能對比如圖15所示。
4 結 論
智能工廠MINI制造單元虛擬仿真平臺采用環(huán)形布局設計,克服了傳統(tǒng)直線型布局中傳輸效率低、空間利用率低的問題,提高了物流效率;智能工廠MINI制造單元將物料運輸模塊與自動上下料模塊進行結合,并且實現(xiàn)全智能化,減少了因人工參與造成的操作失誤或時間的浪費,降低了次品率,保證了物料加工的連續(xù)性與高效性,提高了7.9%的生產(chǎn)效率。裝有傳感器的機械手具有高準確性,避免了因人為因素而造成的損傷和誤差,提高了產(chǎn)品質量。
綜上所述,智能工廠MINI制造單元虛擬仿真平臺通過采用環(huán)形布局,將物料運輸模塊與自動上下料模塊結合以及裝有高準確性傳感器的機械手,提高了物流效率、生產(chǎn)效率和產(chǎn)品質量,這對于航空薄壁件的高質量、多批量的生產(chǎn)具有重要的意義。
參考文獻:
[1] LIU H B,WANG C X,LI T,et al. Fixturing Technology and System for Thin-Walled Parts Machining: A Review[J].Frontiers of Mechanical Engineering,2022,17(4):551-5532.
[2] SUN Y W,ZHENG M,JIANG S L,et al. A State-of-the-Art Review on Chatter Stability in Machining Thin?Walled Parts [J/OL].Machines,2023,11(3):359[2024-03-30].https://doi.org/10.3390/machines11030359.
[3] 薛祥友,辛浩,孫捷夫,等.航空鋁合金薄壁件加工變形的分析與工藝方案設計 [J].工具技術,2023(7):125-128.
[4] 童剛.航空薄壁件在線測量與補償加工 [D].武漢:華中科技大學,2017.
[5] 袁俊鵬.航發(fā)薄壁葉片數(shù)控銑削變形誤差補償技術研究 [D].武漢:華中科技大學,2022.
[6] 李輝.基于Unity3D的一種桌面級智能制造仿真系統(tǒng)的開發(fā)與研究 [D].天津:天津職業(yè)技術師范大學,2021.
[7] 劉震磊,劉博浩,呂勤云,等.虛擬現(xiàn)實技術在航空發(fā)動機裝配教學中的研究與應用 [J].中國信息技術教育,2023(21):104-109.
[8] 王凱,劉震磊,李闖,等.基于Unity 3D的飛機虛擬維修車間構建與研究 [J].軍民兩用技術與產(chǎn)品,2023(9):54-59.
[9] 林成東,周天馳,張沅,等.銅冶煉廠三維數(shù)字孿生虛擬工廠平臺研究與應用 [J].冶金自動化,2021(4):12-19.
[10] 艾維.超聲波探傷技術在建筑鋼結構檢測中的應用 [J].江西建材,2020(5):28+30.
[11] 江蘇省先進制造技術重點實驗室.儀器設備:高速五軸加工中心米克朗UCP800 [EB/OL].[2024-03-30].https://szhsys.hyit.edu.cn/info/1006/1058.htm.
[12] 柏月,汪木蘭,周明虎,等.基于虛擬現(xiàn)實的智能制造單元構建與仿真 [J].機械設計與制造工程,2018(11):21-24.
[13] ZHANG L M,YU Z Q. Industrial Robot Simulation Manufacturing Based on big Data and Virtual Reality Technology [J/OL].Paladyn,Journal of Robotics,Intelligent Agents,and Artificial Intelligence,2023,14(1)[2024-03-20].https://www.degruyter.com/document/doi/10.1515/pjbr-2022-0124/html.