
紅寶石在FFF技術3D打印機中的應用
2024-10-21 00:00:00龍旺平
今日自動化 2024年4期
[摘 要] 增材制造(3D 打印)是新興制造業,集合了信息網絡技術、先進材料技術及數字制造技術,廣泛應用于汽車、電子、醫療、航空航天、建筑等領域。文章針對FFF 技術3D 打印設備在高強度、高分子材料的使用過程中,對擠出噴嘴磨損大等問題提出紅寶石在FFF 技術3D 打印設備擠出中的應用方案。從材料硬度、光潔度、導熱系數等方面認證其與3D 打印擠出系統的相關性。實踐表明,該應用可提高擠出噴嘴對材料的適用性并延長其使用壽命,降低擠出噴嘴使用成本。
[關鍵詞]紅寶石噴嘴;擠出熱端;3D 打印機
[中圖分類號]TP391.73 [文獻標志碼]A [文章編號]2095–6487(2024)04–0074–03
增材制造(3D 打印)是以數字模型為基礎,運用粉末狀金屬或塑料等可粘合材料,通過逐層打印的方式堆積制造出實體物品的新興制造技術,廣泛應用于汽車、電子消費品、醫療、航空航天、建筑等領域。
自2015 年起,深圳成立增材制造產業集聚區,形成材料、硬件、軟件及應用服務一體的生態鏈系統。安徽繁昌規劃建設春谷3D 打印產業園,為工業制造、醫療器械等行業提供服務。長沙與西安依托高校資源,大力發展3D 打印,特別是在金屬3D 打印方面,技術處于行業領先。
在產業體系方面,2022年9月,上海市會同江蘇省、浙江省共同發布的《上海大都市圈空間協同規劃》中提出3D 打印是未來的新產業重點發展方向。在技術創新方面,“十四五”國家重點研發計劃重點專項涉及21 項增材制造任務,重點發展高溫合金、人體骨骼等材料粉體制造技術,增材制造技術,輕質高強合金結構功能一體化設計技術。
擠出噴嘴材料的硬度、光潔度、導熱系數等參數直接影響著高溫、高強度打印材料的應用,提高擠出噴嘴對材料的適用性并延長其使用壽命,降低擠出噴嘴使用成本,對行業的發展有重要意義。
1 噴嘴分類
在增材制造(3D 打印)行業中有非常多的技術成型路線,其中FFF 技術指熔絲制造,也稱熔融制造(FDM),主要是一定規則直徑下絲狀材料通過加熱后形成熔融粘稠狀態,x 軸、y 軸、z 軸與擠出軸相互運動,在一定直徑擠出噴嘴中被壓力擠出,成型于x、y 平面上,z 軸按一定值進行單向運動,堆疊成3D形狀。
在常規絲狀材料中,一般有直徑3 mm 與直徑1.75 mm 兩種材料,擠出噴嘴直徑在綜合精度與效率的同時,一般選擇直徑0.4 mm 的噴嘴。打印材料一般有PLA、ABS、PETG、TPU、PC、PEEK、碳纖維尼龍等。在高溫壓力擠壓過程中,材料持續從0.4 mm的擠出噴嘴中被擠出,0.4 mm 直徑需要長期承受著擠壓摩擦。
1.1 黃銅噴嘴
在FFF 技術3D 打印設備中,擠出噴嘴采用黃銅材料是大多數設備的主要選擇。H59 牌號黃銅,經濟性好,可加工性強。在常用3D 打印材料中,PLA及ABS 運用較為廣泛,尤其是PLA 材料應用更廣。PLA 是以乳酸為主要原料聚合得到的聚酯類聚合物,是一種新型的生物降解材料,加工溫度為170~230℃,非常適合擠出成型加工。FFF 技術3D 打印設備的擠出噴嘴安裝及使用工況如下。
熱端組件一般由噴嘴、加熱塊、喉管、散熱器、加熱棒及溫感器組成。根據打印材料的不同,打印模版會設定不同溫度參數。執行打印過程中,設備給加熱棒供電并進行加熱,加熱棒安裝在鋁加熱塊上,銅噴嘴通過螺紋與鋁加熱塊連接,使得鋁加熱塊與黃銅噴嘴處于加溫狀態。溫感器安裝在鋁加熱塊內,軟件根據模版設定打印材料需求的對應溫度,溫感器控制加熱棒加熱狀態,使得鋁加熱塊與黃銅噴嘴達到對應打印材料需求的溫度。打印材料為絲狀固體,線徑為1.75 mm,經過熱端組件低溫區,即喉管上半部分且與鋁散熱器安裝在一起,目的是保持打印材料處于低溫固體狀態,以增加擠出力。熱端組件高溫區,即喉管下半部分通過螺紋擰入鋁加熱塊中,目的是保持打印材料進入高溫區域后,快速熔融打印材料,使得打印材料熔為稠狀,并經過熱端組件黃銅噴嘴(直徑0.4 mm)擠出,同時在打印平臺上形成x、y 坐標圖形。
打印材料在不斷擠出過程中,熱量也將隨著材料擠出而被帶走。這時需要黃銅噴嘴快速傳遞溫度變化到鋁加熱塊,再傳導至溫感器,從而觸發加熱棒工作,補充加熱溫度。為獲得好的擠出打印效果,需要噴嘴與加熱塊端的溫度快速傳導,以提升打印速度。
綜上所述,在綜合成本、導熱性、硬度、熱變形及加工性方面,黃銅是最優選擇。
1.2 不銹鋼噴嘴
伴隨著打印材料種類的增多,越來越多更高強度的高分子材料被應用,如PC、PEEK、碳釬維尼龍、PA 尼龍等。
PC(聚碳酸酯)強度高、耐高溫、熱塑性好,是很多ABS 無法滿足性能需求的首選替代材料。
PEEK(聚醚醚酮)易加工、強度高、耐高溫、耐磨,是電子、醫療等行業常用材料。
碳纖維(以下簡稱“CF”)是一種含碳量在95%以上的高強度、高模量纖維的新型纖維材料。CF 重量輕,但強度非常高,并且具有耐磨性,在軍工、航空航天等領域運用非常廣泛。
在這些打印材料中,打印溫度將超過260℃,傳統的黃銅噴嘴熱端存在技術缺陷,極易造成0.4 mm孔徑的磨損,從而影響打印精度。不銹鋼材料有比較好的強度及加工性,不銹鋼SUS304 或者SUS316L硬度是黃銅H59 的2 倍及以上,在沒有潤滑的應用場景下,不銹鋼的耐磨性要明顯優于黃銅。不銹鋼的熱傳導系數比較低,不銹鋼材料導熱系數僅為黃銅材料的約1/20。
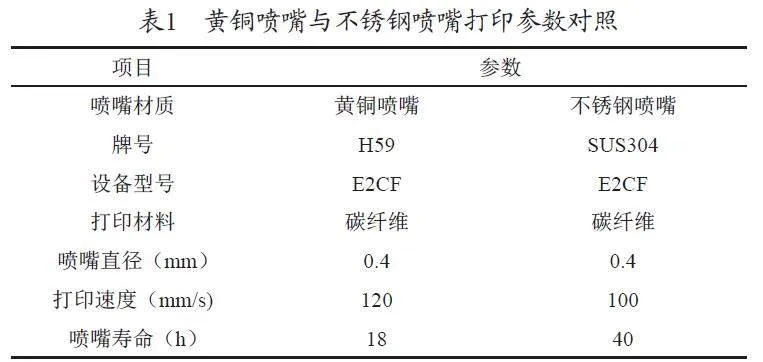
在打印碳纖維材料過程中,進行了黃銅材料擠出噴嘴與不銹鋼材料擠出噴嘴的壽命對比,測試數據見表1。
綜合上述信息,黃銅擠出噴嘴在常規PLA 材料方面有比較好的應用場景。在更高溫、更高強度材料打印,不銹鋼材質擠出噴嘴雖然在壽命上優于黃銅噴嘴,但打印速度會降低,而且壽命提升的絕對值不大,對于使用者來講,還是希望有更優設計。即在不影響打印速度,甚至有可能提升打印速度的情況下,提高擠出噴嘴的絕對使用壽命值。
1.3 紅寶石噴嘴
文章提出的紅寶石噴嘴,將黃銅與紅寶石結合,既具備黃銅導熱性好、可加工性強、成本低等優勢,也具備紅寶石硬度高、光潔度高等特點,使得擠出噴嘴導熱快、擠出接觸面摩擦力減小、耐磨度增加,從而延長擠出噴嘴使用壽命并提高其對更多材料的適用性。
2 紅寶石噴嘴設計
2.1 技術難點
隨著增材制造技術的不斷發展,工裝夾具、醫療、航空航天、軍工等行業不斷探索高強度、輕質量的材料,尋求以塑代鋼的解決方案。針對高強度材料在FFF 技術3D 打印機中的應用,其打印設備如何進行技術創新,尤其是關鍵零部件擠出擠出噴嘴的硬度、耐磨性、耐高溫、易加工性及經濟性指標如何滿足材料的需求,是必須解決的技術難點。傳統的黃銅噴嘴導熱快,易加工及經濟性優良,但在缺乏硬度與耐磨性,無法滿足應用場景。不銹鋼噴嘴雖然在硬度與耐磨性方面較黃銅噴嘴提升了2 倍,但經過測試后的絕對壽命值并不理想,絕對值提升非常有限,并且還影響打印速度,所以不銹鋼噴嘴也不是好的解決方案。
2.2 解決方案
紅寶石噴嘴是將擠出噴嘴本體繼續保留黃銅材料,使用黃銅的導熱系數高的特性,可以快速導熱。在黃銅噴嘴0.4 mm 孔徑、約2 mm 處的擠出端鑲嵌紅寶石材料,用于承受打印材料的擠出摩擦力,發揮紅寶石硬度高及光滑等特性。紅寶石噴嘴在打印材料適用溫度方面可達350℃。
打印材料固體狀態下直徑為1.75 mm,經噴嘴擠出后成型直徑為0.4 mm,10 mm 打印材料將產生191.4 mm 的成型位移尺寸。
黃銅鑲嵌紅寶石噴嘴適配市場上大多數打印材料,如PLA、ABS、PETG、TPU、PP、PC、PA、PEI, 以及含有碳纖維等研磨添加劑的復合型材料。在使用碳纖維材料測試過程中,累計打印1 000 h 以上(2 個月),噴嘴紅寶石處0.4 mm 孔徑經測量未明顯變大,檢具直徑0.42 mm塞規可以止住。顯微鏡下觀察,紅寶石噴嘴未見明顯磨損,使用壽命是黃銅噴嘴的50倍以上,是不銹鋼噴嘴的25倍以上。
3 應用實例分析
3.1 應用案例
2022 年9 月,我國某新能源企業希望與上海復志信息科技股份有限公司配合,在3 日內完成1 000 件氦檢工序上的零件。經討論分析,決定選用基于高性能、高溫尼龍的碳纖維增強復合材料(PPA CF15),該材料具有高剛性和高強度的特性,正常熱端打印溫度為300℃,設備官方推薦使用硬化鋼及以上等級噴嘴,適配打印機型為E2CF。
由于交付時間短,E2CF 機型暫時沒有現貨,決定將E2 機型進行熱端改造升級。使用黃銅鑲嵌紅寶石噴嘴,投入改造20 臺E2 機型,分批交付。
3.2 應用效果
上海復志信息科技股份有限公司在第3 天完成了1 000 件的全部交付,產品質量符合客戶使用工況要求,也為后續3D 打印技術在新能源行業運用提供了很好的口碑。
4 結束語
隨著增材制造技術的發展,更多高強度、高耐磨性新材料被運用。銅鑲嵌紅寶石噴嘴技術的提出和驗證使用,很好地解決了噴嘴打印壽命、打印速度及材料兼容性的問題。黃銅鑲嵌紅寶石噴嘴技術在FFF技術3D 打印機中發揮重要作用,并且將進一步引發技術的創新。
參考文獻
[1] 扈恩同.3D 打印技術在機械制造中的應用研究[J]. 世界有色金屬,2018(1):42-43.
[2] 黃忠,韓江. 金屬3D 打印技術的發展現狀及制約因素[J].山東農業工程學院學報,2018,35(3):40-43.
[3] 張雨明,吳銳. 我國3D 打印技術研究及產業化發展現狀[J]. 中國材料進展,2018,37(3):237-240.
[4] 馬寧,田冬梅,徐宏,等.3D 打印快速制造在軍工裝備零部件生產中的應用[J]. 世界制造技術與裝備市場,2019(6):68-71.
[5] 溫茂林,趙健翔,許忠斌,等. 高端微結構塑料制品的成型加工技術與裝備研發[J]. 橡塑技術與準備,2019,45(24):26-29.
[6] 郭智臣. 阿科瑪將復合材料3D 打印擴展到其高性能材料范圍[J]. 化學推進劑與高分子材料2020,18(1):37.
[7] 張坤,劉子恒.3D 打印在人工智能的發展和應用[J]. 信息記錄材料,2020,21(2):85-86.
