大振幅超聲振動輔助高速干切裝置設計開發與性能測試
2024-10-11 00:00:00黃雪峰曹華軍張金宋陽康信禛
重慶大學學報 2024年9期



doi:10.11835/j.issn.1000-582X.2023.105
摘要:超聲換能器是超聲振動輔助切削裝置的核心部件,為研制適用于高速干切的大振幅超聲振動輔助切削裝置,需先設計研制超聲換能器。基于考慮刀具的二級放大超聲換能器設計方法,遵循“變幅桿-超聲換能器”一體式設計理念,結合ANSYS有限元軟件的模態分析和諧響應分析結果,設計并研制了二級放大超聲換能器。根據研制的二級放大超聲換能器特性,系統設計并研制與其相匹配的超聲波發生器、止轉環、輸電系統和刀柄殼結構。對二級放大超聲換能器進行了阻抗分析和振幅測量等性能測試。對所設計研制的大振幅超聲振動輔助高速干切裝置開展實驗測試分析,探究了其對難加工材料30CrMnSiNi2A加工表面質量的改善程度。結果表明:二級放大超聲換能器縱向振動仿真結果與理論設計一致,二級放大超聲換能器輸出振幅穩定,在50%輸出功率下縱振振幅為15.4μm,最大可達25.1μm,且輸出振幅與功率百分比呈正相關,性能良好;所研制的大振幅超聲振動輔助切削裝置可大幅降低進給方向切削力和表面粗糙度,顯著提高難加工材料加工表面質量,適用于難加工材料高速干切。
關鍵詞:二級放大超聲換能器;有限元仿真分析;大振幅超聲振動輔助切削裝置;振幅;超聲振動輔助高速干切
中圖分類號:TG663文獻標志碼:A文章編號:1000-582X(2024)09-014-16
Design and development of a large-amplitude ultrasonic vibration-assisted high-speed dry cutting device and its performance tests
HUANG Xuefeng,CAO Huajun,ZHANG Jin,SONG Yang,KANG Xinzhen
(College of Mechanical and Vehicle Engineering,Chongqing University,Chongqing 400044,P.R.China)
Abstract:The ultrasonic transducer is the core component of an ultrasonic vibration-assisted cutting device.To develop a large-amplitude ultrasonic vibration-assisted cutting device suitable for high-speed dry cutting,the first step is to design and develop the ultrasonic transducer.Based on the design method of the second-stage amplified ultrasonic transducer considering the tool,following the integrated design concept of amplifier-ultrasonic transducer,and combined with the results of modal analysis and harmonious response analysis using ANSYS finite element software,a two-stage amplified ultrasonic transducer was designed and developed.According to the characteristics of the developed two-stage amplified ultrasonic transducer,its matching ultrasonic generator,anti-rotation ring,power transmission system,and tool holder shell structure were systematically designed and developed.Performance tests including impedance analysis and amplitude measurement were carried out for the developed two-stage amplified ultrasonic transducer.Experimental test and analysis of the designed and developed large-amplitude ultrasonic vibration-assisted high-speed dry cutting device were conducted to explore the improvement of surface quality in the difficult-to-machining material 30CrMnSiNi2A.The results show that the longitudinal ultrasonic vibration simulation results of the two-stage amplified ultrasonic transducer are consistent with the theoretical design,and the longitudinal vibration amplitude output is stable.The longitudinal vibration amplitude is 15.4μm at 50%output power and can reach a maximum of 25.1μm,with the output amplitude positively correlated with the power percentage,indicating good performance test results.The developed large-amplitude ultrasonic vibration-assisted cutting device greatly reduces the cutting force and surface roughness in the feeding direction,significantly improves the surface quality of difficult-to-machine materials,and is suitable for high-speed dry cutting of such materials.
Keywords:two-stage amplified ultrasonic transducer;finite element simulation analysis;large amplitude ultrasonic vibration assisted cutting device;amplitude;ultrasonic vibration assisted high-speed dry cutting
隨著航空航天行業的高速發展,航空航天領域對典型材料的需求日益旺盛。而典型材料所具有的高強度和復雜結構等難加工特性,使傳統加工技術方法難以滿足典型材料零部件生產加工的要求[1]。通過引入超聲振動輔助加工技術,將傳統刀具與工件持續接觸切削方式轉化為脈沖式切削模式,大幅縮短了刀具與材料的接觸時間,進而有效地降低了摩擦力和切削熱。超聲振動輔助加工作為以斷續切削機理為主導的非傳統加工方法,具有切削力小、切削熱低、刀具延壽、表面加工質量高等特點,適用于鉆削、銑削、車削和一些特種加工[2]。與此同時,高速干切[3]作為清潔切削加工的關鍵技術,無論從加工環境、加工質量或綠色發展[4-5]等方面考慮,均可滿足航空航天典型材料零部件的加工制造。
超聲振動輔助切削裝置主要由3部分組成,分別為信號發生、輸電系統和刀柄硬件。信號發生部分即超聲波發生器,其主要功能是將交流電轉化并輸出頻率大于16 kHz的高頻振蕩信號。Kardys等[6]對超聲焊接領域的數字信號合成單元進行創新設計,實現了精準控制多功能超聲波發生器的輸出參數;Yokozawa等[7]提出了一種利用開關的占空比調節超聲換能器諧振頻率的動態追頻技術;劉寧莊等[8]為了更快捕捉換能器的最佳工作頻率,提出了基于FPGA的諧振自動追蹤策略,提高了超聲波發生器的工作效率。輸電系統主要有無線輸電非接觸式和導電滑環電刷接觸式2種形式,其作用是將超聲頻電信號傳遞到刀柄硬件結構中。吳陳軍[1]基于松耦合變壓器原理建立了無線輸電系統數學模型,采用感應導電的方式設計了一組可相對高速轉動的無線輸電傳輸單元,實現了超聲振動銑削加工。導電滑環和無線輸電均適用高速干切,但在高速轉動條件下導電滑環易磨損,服役性能方面需采用其他合金涂層材料來提高導電滑環轉速范圍和使用壽命。無線輸電非接觸式受限于單通道信號的傳輸模式,存在傳輸效率低等問題。刀柄硬件部分包含換能器、變幅桿和刀具頭等刀柄結構。朱傳宇[9]基于半波長理論與夾心式壓電換能器設計理論,設計了應用于超聲輔助SiC陶瓷磨削加工中的旋轉超聲刀柄,并依據磨削力和粗糙度結果驗證了旋轉超聲刀柄的振動加工性能;茆廷學[10]針對光學玻璃的銑削加工設計了一種超聲振動銑削刀柄,并測試了超聲振動銑削刀柄的頻率和振幅分別為23.384 kHz和6.5μm,但是該超聲刀柄振幅較小且無法調節輸出振幅,難以適應不同工況下的切削加工。為提高超聲振動振幅,已有學者開展了大振幅超聲換能器的相關研究。陳桂生等[11]設計了一種階梯式的換能器,提高了超聲換能器輸出振幅,并指出大振幅超聲換能器起到提高加工效率的效果[12];靳濤[13]針對蜂窩復合材料切割加工設計了一種大振幅超聲變幅桿,通過優化變幅桿法蘭盤的厚度和布置U型槽結構,實現了超聲換能器的大振幅輸出,提高了超聲傳遞效率。在齒輪超聲加工領域,梁欣等[14]提出了一種級聯縱彎諧振新型變幅桿,實現了齒輪分度圓處最大振幅12μm,滿足了齒輪超聲加工需求。潘巧生等[15]設計了一種等應力大振幅變幅桿,通過仿真優化調節形狀因素和輸出端尺寸,實現了大振幅超聲振動。
超聲振動輔助加工技術的發展一方面源于各類典型難加工材料的加工需求,另一方面源于超聲振動輔助加工技術本身的斷續切削機理為典型難加工材料提供了一種有效的加工方式[16-19]。Paktinat等[20]針對7075鋁合金材料開展了縱向超聲振動輔助鉆削加工與常規鉆削的對比實驗,結果表明超聲振動輔助技術的引入可起到刀具延壽和減小切削力的作用。Zhou等[21]通過碳化硅增強金屬基復合材料的超聲振動輔助加工實驗,研究了切削過程中的材料去除機制、切削力、表面粗糙度和微觀結構,并根據實驗結果得出了材料加工的推薦工藝參數。Ma等[22]開展了碳纖維復合材料縱扭耦合超聲輔助鉆削實驗,通過變換主軸轉速、進給速度和超聲波參數,建立了碳纖維復合材料力學預測模型,并通過實驗驗證了預測模型的準確性。Zhang等[23]開展了碳纖維復合材料軸向超聲振動切邊質量的實驗與仿真分析,全面揭示了軸向振動對碳纖維布修邊質量的影響機理。從研究現狀可知,超聲振動輔助加工技術大多應用于難加工材料的鉆削加工,而少有學者開展航空航天典型難加工材料的高速干式銑削加工研究。
因此,針對航空航天典型材料零部件的高速干切技術,筆者設計開發了一種大振幅超聲振動輔助高速干切裝置,將該裝置應用于典型難加工材料的銑削加工中,以超聲振動輔助裝置輸出的大振幅超聲振動,提高難加工材料去除率和可加工性,降低切削力和表面粗糙度,從而提高表面加工質量。
1大振幅超聲振動輔助切削裝置設計
1.1二級放大超聲換能器理論設計與仿真分析
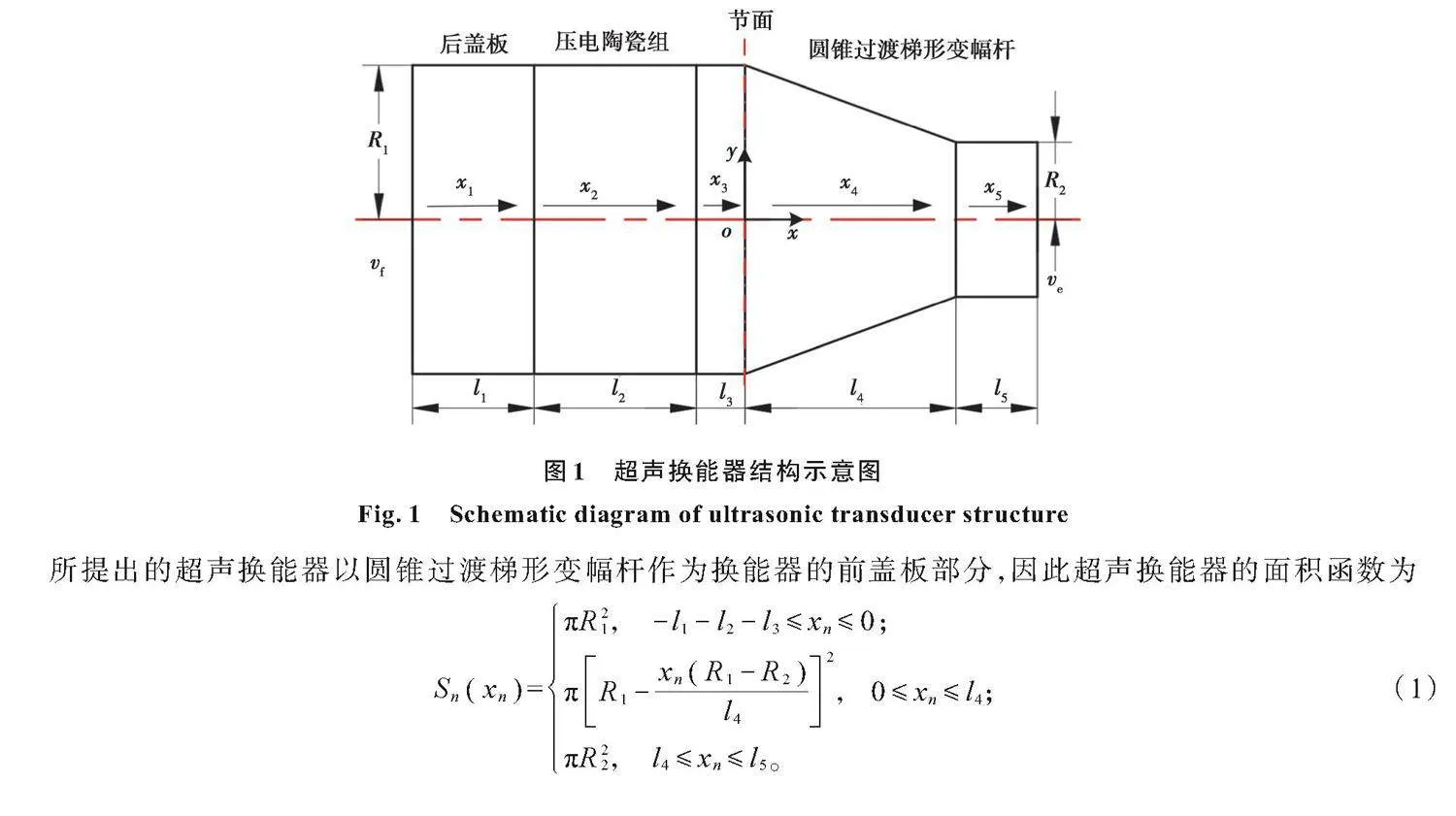
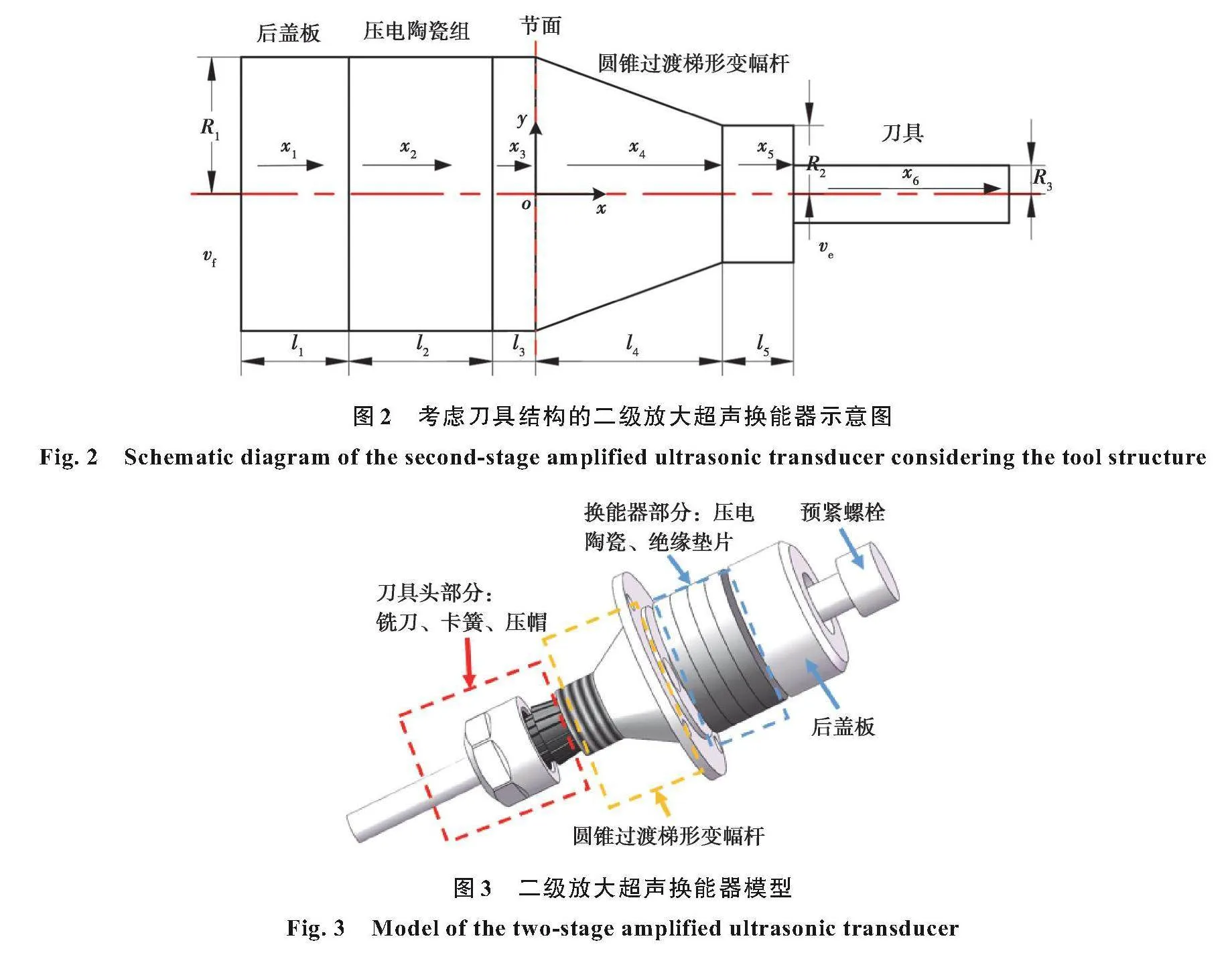
超聲換能器的主要功能是將超聲發生器輸入的高頻振蕩信號轉化為機械振動,進而傳遞給變幅桿結構。超聲變幅桿又稱為超聲聚能器,其外形通常為變截面桿。在超聲振動輔助切削裝置中,超聲變幅桿的主要作用是將超聲換能器產生的機械變形放大,并將超聲能量聚集在較小的面積上,以產生聚能作用。變幅桿的種類主要有指數形、圓錐形、懸鏈形、階梯形和復合形,復合形由各種簡單形狀變幅桿根據實際需要組合而成[24]。本研究中選用圓錐過渡梯形變幅桿結構,其優勢在于既可實現高放大系數,又以圓錐截面過渡,可同時滿足剛性和強度要求,提高變幅桿的工作穩定性。另外,為減少能量傳輸損耗,采用變幅桿作為夾心式壓電換能器結構中的前蓋板結構,以滿足“變幅桿-超聲換能器”一體式設計理念。該理念是將變幅桿作為換能器的前蓋板結構,進而縮小整體結構尺寸,提高其緊湊性,減小能量損失[25]。變幅桿-超聲換能器一體式理論設計示意圖如圖1所示,以節面中心為原點o,徑向為y軸,換能器中心線為x軸,R1和R2分別為圓錐形部分的輸入端半徑和輸出端半徑;vf為后蓋板輸入端表面振速,ve為換能器輸出端振速;x1、x2、x3、x4、x5分別為后蓋板段位移、壓電陶瓷組段位移、圓錐過渡梯形變幅桿輸入端位移、圓錐形結構位移和圓錐過渡梯形變幅桿輸出端位移;l1、l2、l3、l4、l5分別為后蓋板長度、壓電陶瓷組長度、圓錐過渡梯形變幅桿輸入端長度、圓錐形結構長度和圓錐過渡梯形變幅桿輸出端長度。
所提出的超聲換能器以圓錐過渡梯形變幅桿作為換能器的前蓋板部分,因此超聲換能器的面積函數為
由設計理論可知,任意變截面超聲換能器縱振波動方程為[25]
式中:μn(xn)為質點位移函數;Sn(xn)為變幅桿的橫截面積函數;kn為圓波數,kn=wn/cn,wn為圓頻率,cn=(En/ρn)0.5為縱波在不同介質的傳播速度,En和ρn分別為材料楊氏模量和密度。
如圖1所示,節面設計在圓錐過渡梯形變幅桿的圓錐面輸入端,節面即是變形位移為0的位置,節面左側
為后蓋板和壓電陶瓷組以及變幅桿輸入端圓柱面,均為等圓柱截面,即Sn(xn)為常數,則式(2)簡化為
根據式(3),可解得通式為
式中:Fn(xn)為縱向彈性力;Zn=ρncnSn(xn)為換能器各個部分的聲阻抗;An、Bn為系數;j為虛數單位。
根據如圖1所示設計的節面,節面左側的等圓柱截面部分的振速和力的邊界條件為
聯立式(4)和式(5)中各邊界條件,求得截面左側等圓柱截面部分的頻率方程為
如圖1所示,節面右側結構為圓錐過渡型和等圓柱截面變幅桿結構,因此l5等圓柱截面的振速和縱向彈性力由式(4)表達,而圓錐形部分的縱振波動方程為
式中,α=l4。
根據式(7)求得通解
式中:vn(xn)為圓錐部分的振速;Fn(xn)為圓錐部分的縱向彈性力;Cn和Dn為系數。
根據如圖1所示設計的節面,節面右側的圓錐形結構和等圓柱截面部分的振速和力的邊界條件為
式中,vo為圓錐過渡梯形變幅桿輸入端振速。
聯立式(4)、式(8)和式(9)方程求解得到節面右側圓錐形和等圓柱截面部分頻率方程為
圓錐過渡梯形變幅桿為同種材料。因此,k=k4=k5。
超聲換能器由前蓋板、后蓋板、壓電陶瓷組和預緊螺栓組成。預緊螺栓的作用是為壓電陶瓷提供預緊力。前蓋板即變幅桿結構的作用主要是保證機械振動能量有效向前傳遞;而后蓋板的主要作用是保證能量向前傳遞,盡可能減小能量從后表面輻射[25]。因此,前、后蓋板材料均選用40Cr,換能器整體材料屬性如表1所示。
在確定超聲換能器前后蓋板材料后,需對換能器整體尺寸進行設計。根據實際工程經驗,壓電陶瓷片外徑不應大于超聲波在壓電陶瓷材料中波長的1/4[25]。材料波長的計算式為
式中:c為壓電陶瓷材料聲速,c=3 150 m/s;f為超聲頻率,f=20 kHz。
壓電陶瓷片的尺寸與變幅桿超聲信號輸入端相同,均為R1。換能器中最核心的部分是壓電陶瓷材料,其性能參數決定了整個換能器結構的性能。壓電陶瓷重要的性能參數分別為機電耦合系數k、介質損耗因子tanδE、聲速c、諧振頻率fs等。機電耦合系數反映壓電陶瓷材料在機械能和電能之間的轉換效率;介質損耗因子表示壓電陶瓷機械損耗程度。因此,針對超聲振動輔助裝置的應用場景,需選用機電耦合系數高、介電損耗較小的PZT(鋯鈦酸鉛)材料。本研究中的壓電材料選用PZT-8,尺寸為外徑38 mm、內徑15 mm和高度5 mm,材料屬性如表2所示。
變幅桿超聲信號輸出端半徑R2的大小考慮了振幅放大倍數和ER16刀柄頭標準件尺寸。換能器整體結構基于半波長設計原理,按照傳統設計方法取值,并結合式(6)(10)(11),得到圓錐過渡梯形變幅桿的設計尺寸參數如表3所示。
換能器需要通過卡簧、壓帽和刀具等零件統一裝配,最終輸出端為刀具末端,因此,需要考慮用于切削加工的刀具尺寸參數。圖2為設計時考慮了刀具結構的超聲換能器整體結構,即整個換能器中的放大結構為第一級放大的圓錐過渡梯形變幅桿和第二級放大的刀具部分。一體化設計更貼近工程應用場景,并可得到更大的刀具末端振幅,振幅放大系數為
在第二級放大部分選用長度60 mm、直徑8 mm的硬質合金刀具。根據設計參數,用Solidworks軟件建立二級放大超聲換能器三維模型,模型包含硬質合金立銑刀、卡簧、壓帽、圓錐過渡梯形變幅桿、壓電陶瓷組、后蓋板,以及預緊螺栓,如圖3所示。針對理論設計建立的模型,采用ANSYS仿真軟件對模型開展模態分析和諧響應分析。ANSYS仿真軟件中先賦予不同零部件的對應材料屬性,再采用最大尺寸3 mm的設定對模型進行自適應網格劃分,最后對模型進行自由模態求解。
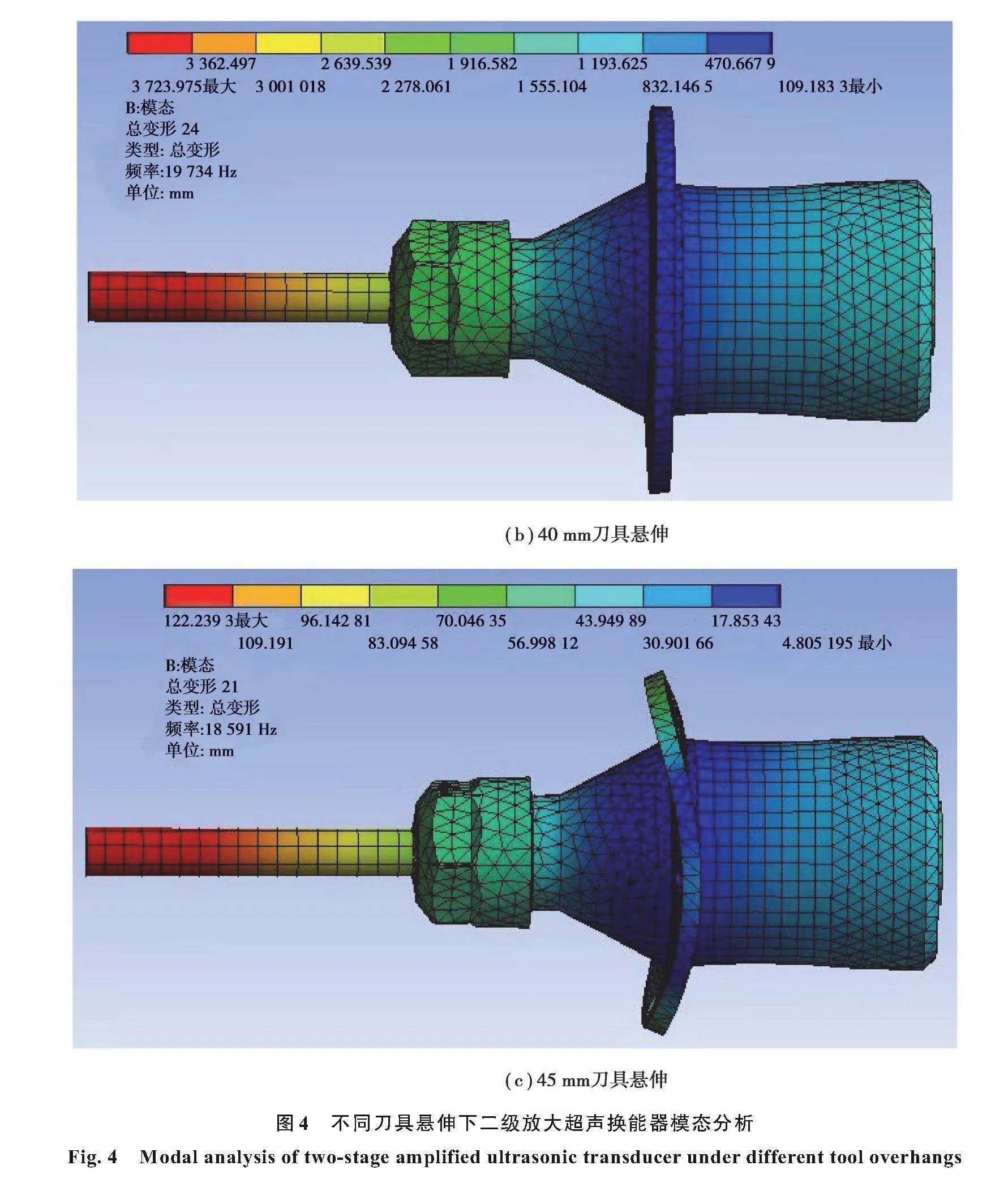
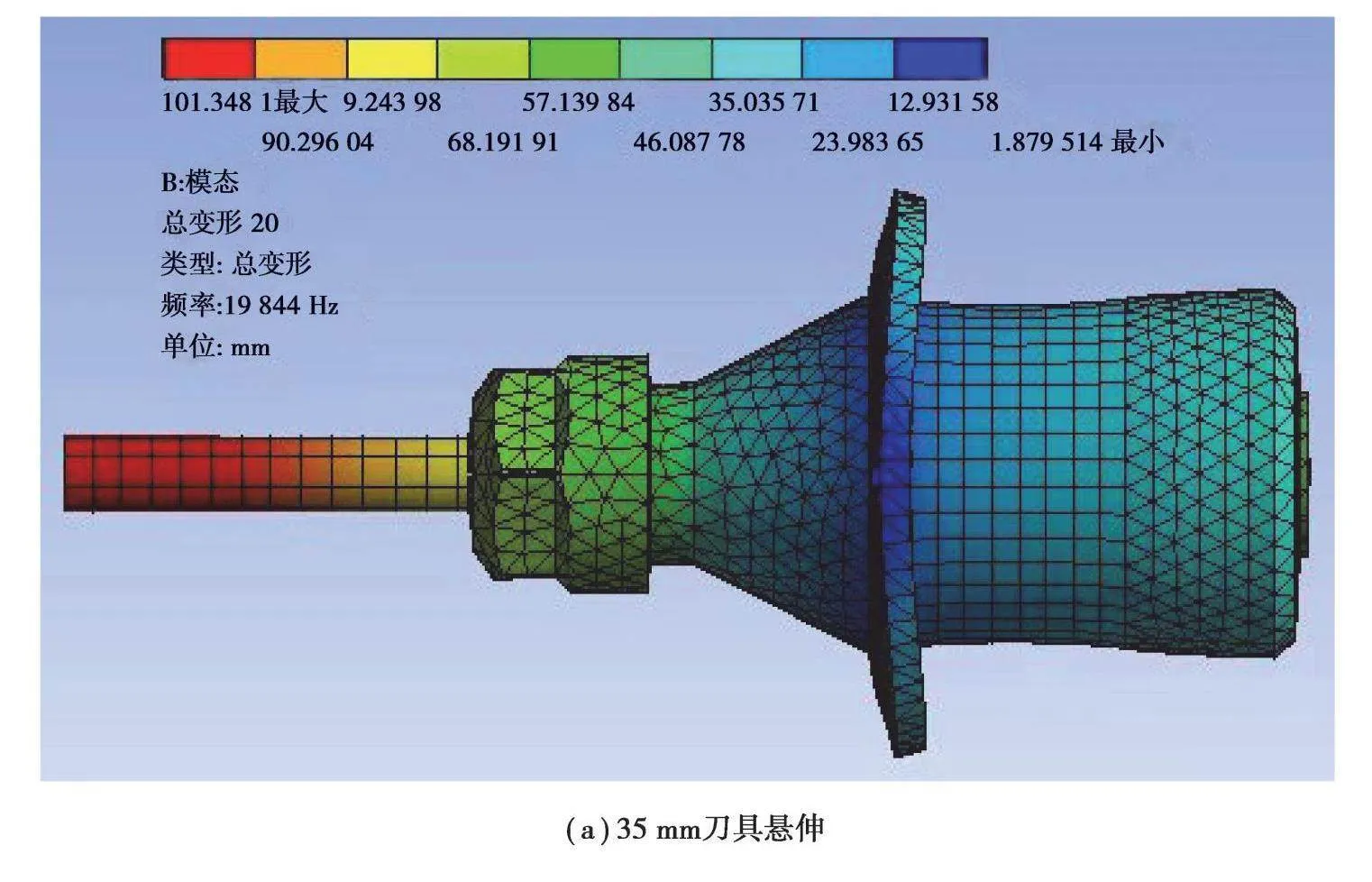
在刀具結構設計中,還需確定刀具懸伸尺寸l6以保證超聲換能器裝配刀具后法蘭結構的穩定。因此,依據刀具裝夾的工程經驗以及盡可能地保證刀具裝配后法蘭的穩定,通過ANSYS仿真軟件探究了二級放大超聲換能器刀具懸伸分別為35、40、45 mm時的縱振模態,仿真結果如圖4所示。當刀具懸伸為35 mm時,模態頻率與理論設計頻率最接近,為19.844 kHz,但此時法蘭結構變形較大,不利于實際安裝。當刀具懸伸為45 mm時,模態頻率已進一步偏離20 kHz設計頻率,且法蘭結構變形更為劇烈,不滿足設計需求。當刀具懸伸為40 mm時,二級放大超聲換能器法蘭結構最穩定,符合設計要求,因此確定刀具懸伸l6為40 mm。
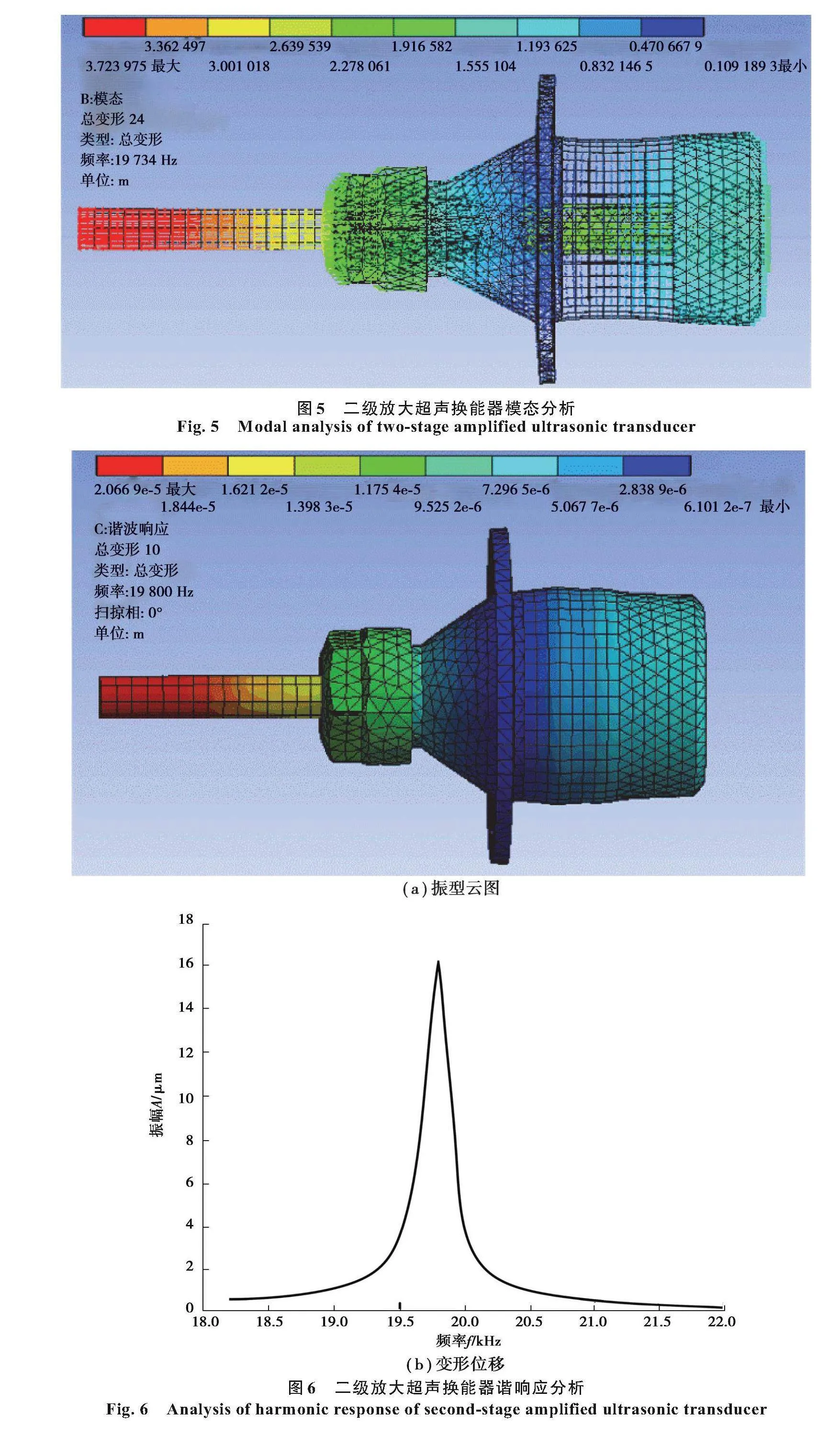
如圖4(b)所示,二級放大超聲換能器的縱振模態頻率為19.734 kHz。因此,當外界激振頻率在19.734 kHz范圍內時,二級放大超聲換能器實現縱向振動,驗證了理論設計的準確性。圖5為二級放大超聲換能器模態分析的縱振速度矢量圖,輸出端軸向值最大位置在刀具尖端,振動效果良好,且變形位移為0的節面位置與預先理論設計的法蘭盤結構重合,即設計結果與仿真結果相符。再結合圖6所示的二級放大超聲換能器諧響應分析結果可知:在ANSYS中對壓電陶瓷材料賦予壓電體特性并施加對應300 V電壓后,得到諧振頻率為19.8 kHz,與二級放大超聲換能器縱振的模態頻率接近。同時,諧振頻率下理論二級放大超聲換能器的最大振幅為16.4μm,進一步驗證了換能器理論模型的準確性。
1.2大振幅超聲振動輔助切削裝置整體設計
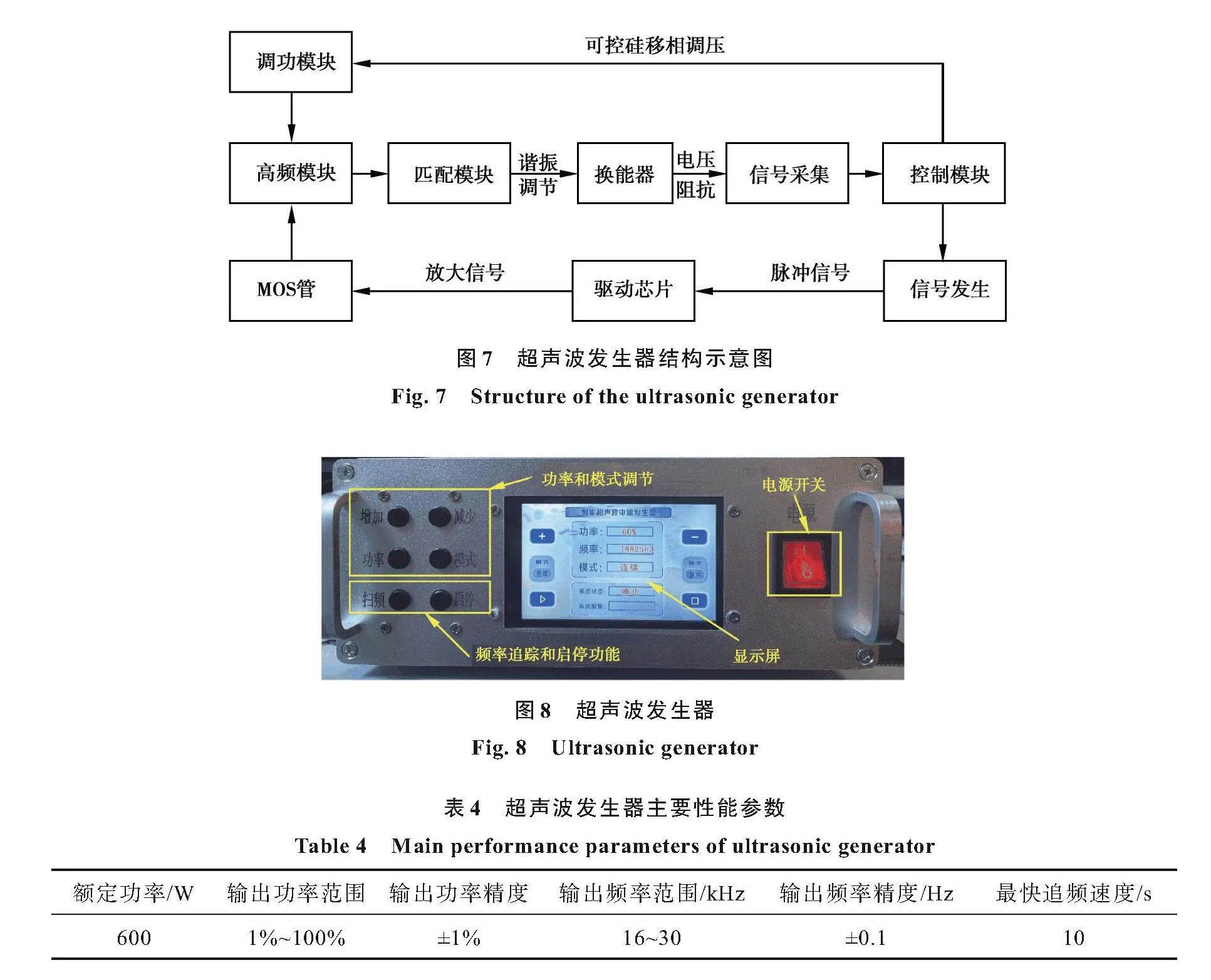
大振幅超聲振動裝置包括超聲波發生器、止轉環、輸電系統、刀柄殼和二級放大超聲換能器等結構。超聲波發生器的主要組成部分為信號發生器、功率放大器、振蕩器和輸出變壓器,其主要功能為將50 Hz的220 V或380 V交流電轉化為頻率大于16 kHz的超聲頻交流電信號,為超聲振動輔助切削提供能量[26]。超聲信號發生器頻率需要同刀柄硬件部分中換能器的固有頻率相匹配。同時,超聲波發生器的輸出阻抗還需與換能器的阻抗進行阻抗匹配[26]。此外,超聲波發生器還應具備自動追頻功能,通過追蹤頻率信號進行自我調節以尋找換能器的諧振頻率。采用主體結構如圖7所示的自主研發超聲波發生器,其主要原理是:用32位單片機的脈沖寬度調制(pulse width modulation,PWM)功能做脈沖信號,再通過驅動芯片放大信號,進而驅動MOS管(金屬-氧化物半導體場效應晶體管);然后取樣匹配電路的2個電壓信號,判斷換能器阻抗變化和頻率改變;最后通過單片機的AD功能對電壓信號采樣,再通過程序算法實現閉環。經過與二級放大超聲換能器的阻抗匹配,所研制出的超聲波發生器如圖8所示,具備0~100%的功率調節、自動追頻、失頻報警和模式調節等功能,可實現二級放大超聲換能器不同輸出振幅控制并適用于多種刀具工況,其主要性能參數見表4。
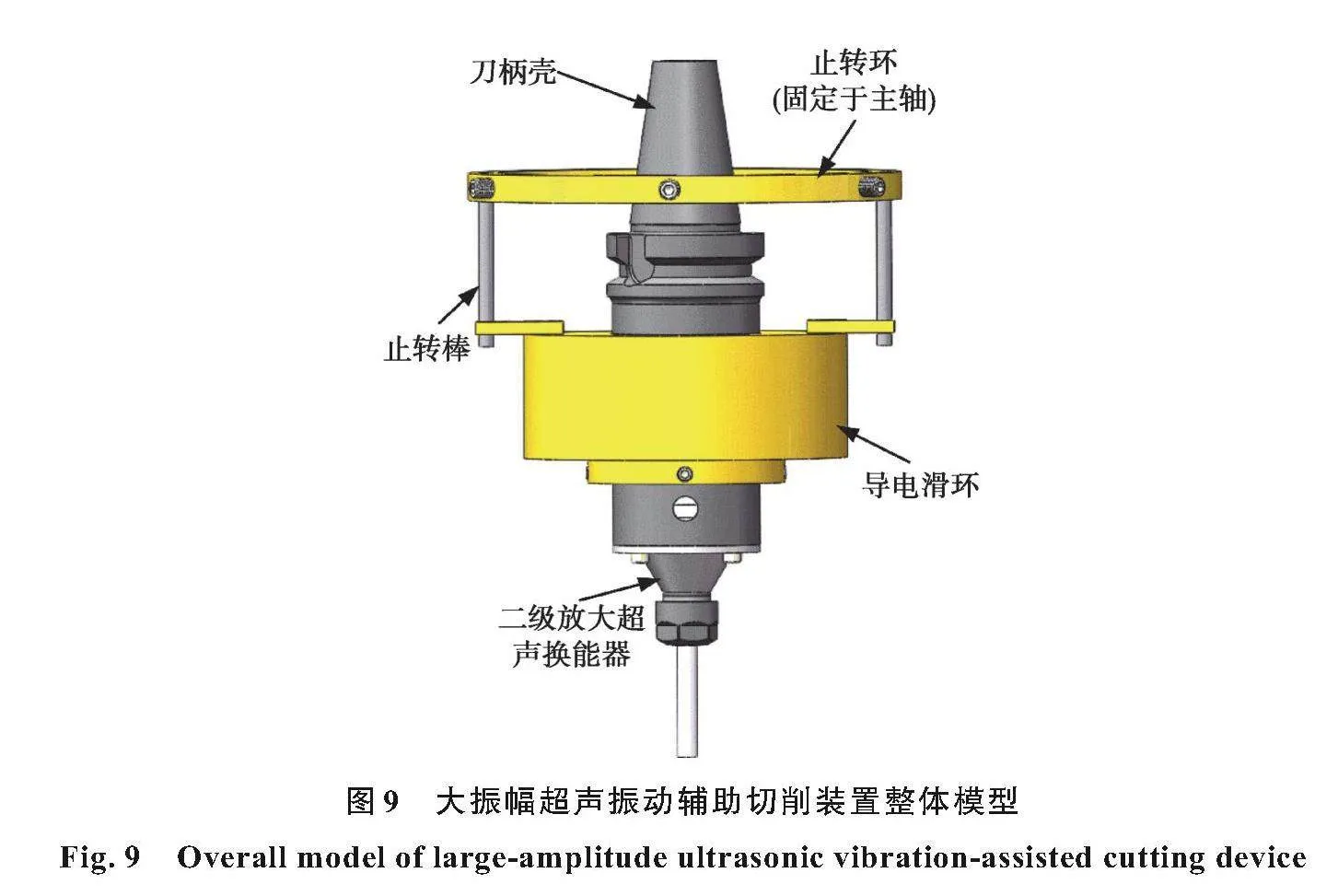
輸電系統采用默孚龍公司定制生產的MT60130系列導電滑環。根據BV8H立式加工中心主軸尺寸及導電滑環尺寸配套設計了由止轉環和止轉棒組成的止轉結構,其主要作用是固定導電滑環結構中的定子部分,以保證整體結構正常工作。考慮到所使用的BV8H立式加工中心主軸適配BT系列刀柄,本研究中與換能器結構相連的刀柄殼結構中的刀柄頭部尺寸為標準BT40系列刀柄頭;殼體部分與換能器法蘭盤最大直徑匹配,并通過4顆M4螺栓與換能器結構中的法蘭盤連接。大振幅超聲振動輔助切削裝置的整體結構如圖9所示。
2二級放大超聲換能器性能測試
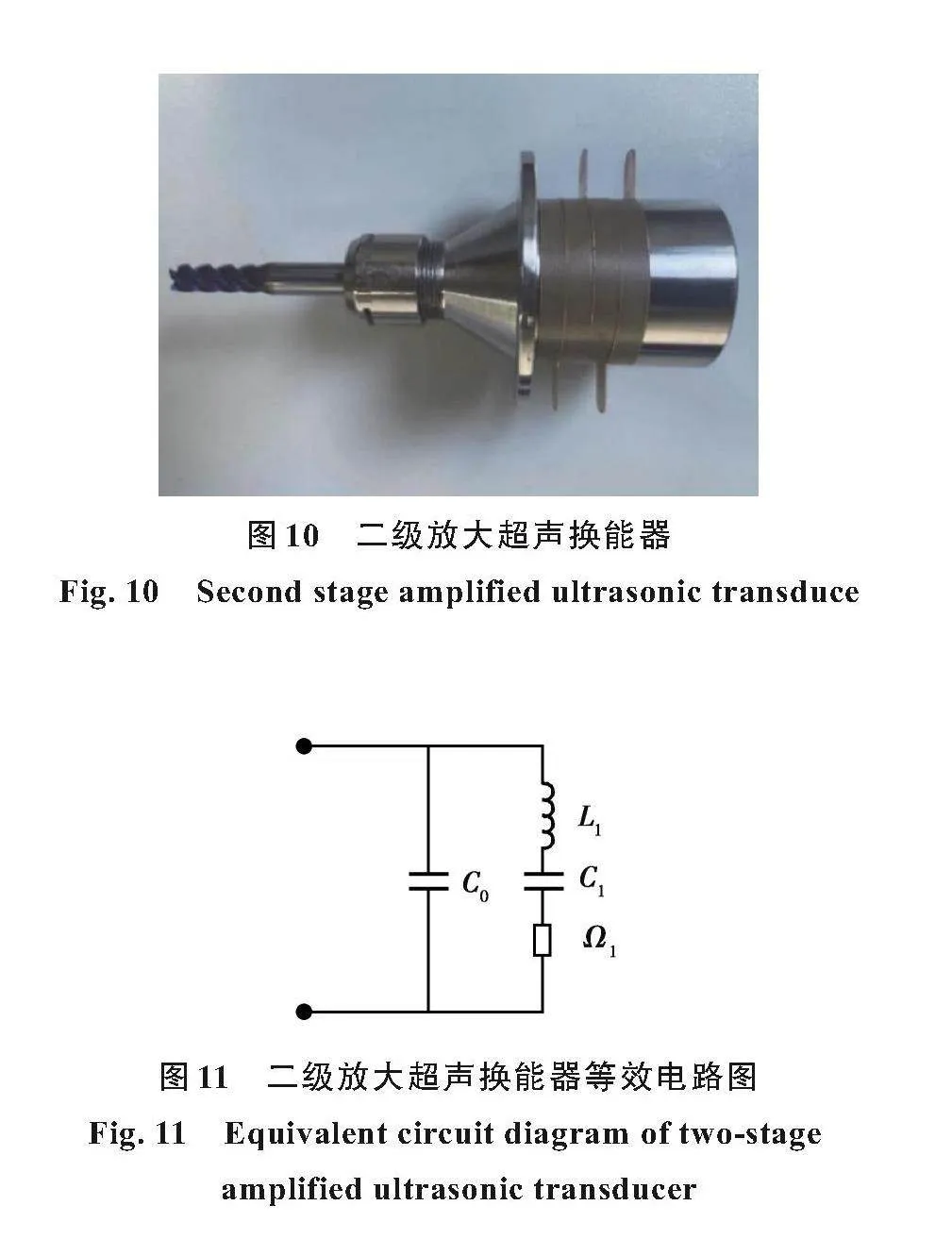
根據二級放大超聲換能器設計參數,試制換能器后蓋板和變幅桿2個非標準零部件,并同選用的壓電陶瓷片、筒夾、壓帽和刀具等標準零部件進行統一裝配后得到如圖10所示的二級放大超聲換能器實物。其中,二級放大超聲換能器中的筒夾為ER16系列,刀具夾持范圍為直徑1~10 mm,壓帽選用ER16MS系列。對所加工的大振幅換能器進行阻抗分析和振幅測量,以測試其性能。
2.1二級放大超聲換能器阻抗分析
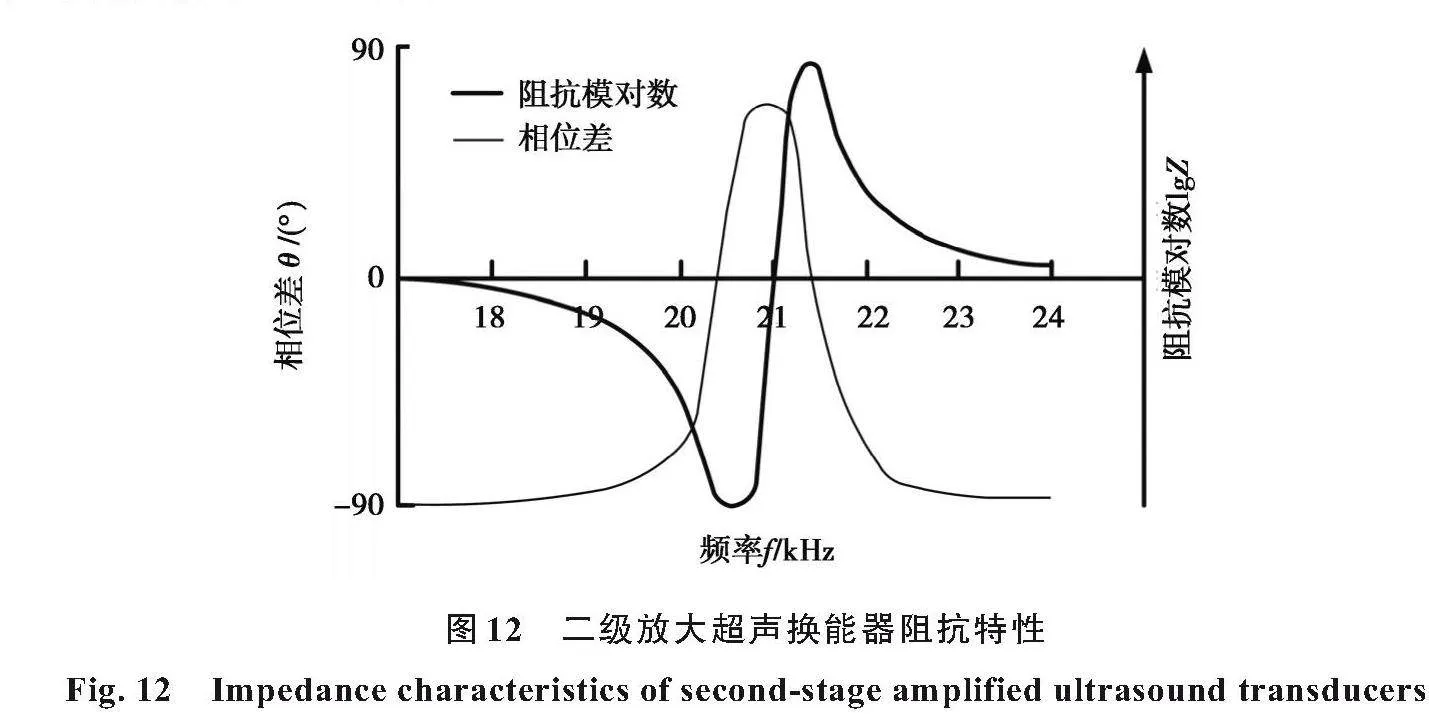
為探究所加工的二級放大超聲換能器的實際工作頻率與設計頻率的吻合度以及能量傳遞效率等性能,采用阻抗分析儀對其進行阻抗分析。通過阻抗分析儀得到二級放大超聲換能器的串聯諧振頻率F0、動態電感L1、動態電容C1、動態電阻Ω1、靜態電容C0和機械品質因素Qm等參數。超聲換能器的整體結構等效電路如圖11所示。
通過使用ZX70A阻抗分析儀對二級放大超聲換能器進行測試,得到圖12所示的阻抗特性及參數。其中,串聯諧振頻率F0代表二級放大超聲換能器的工作頻率;動態電阻Ω1的大小代表超聲換能器的機械損耗大小,并可即時反應出換能器工作時的發熱量;動態電感L1和動態電容C1的參數值由換能器本身的壓電體材料和尺寸決定;機械品質因素Qm的數值用以表征換能器的能量傳遞效率,Qm越大表明超聲換能器的效率越高。
由阻抗分析結果可知,二級放大超聲換能器的串聯諧振頻率F0為20.617 kHz,與有限元仿真諧響應分析頻率結果偏差3.9%,產生的原因是在仿真分析中壓電陶瓷設定為均質,而實際生產加工的壓電陶瓷片材料不能達到完全均質;此外,在仿真中超聲換能器模型各結構之間的連接裝配均為理想狀態,而實際裝配過程中接觸面與各零部件連接裝配過程比較復雜,因此結果存在一定偏差。動態電阻Ω1的值較小,為78.4Ω,表明二級放大超聲換能器的熱量損耗較小。動態電容C1為585.3 pF,代表了壓電陶瓷片在振動工作下的電容變化量。動態電感L1為101.8 mH,靜態電容C0為6.3 nF,機械品質因素Qm為187.2,這3個參數值適中。綜合上述參數,二級放大超聲換能在諧振頻率下能正常連續穩定地工作,能量傳遞效率較高。因此,二級放大超聲換能器性能良好,符合實際工況需求。
2.2二級放大超聲換能器振幅測量
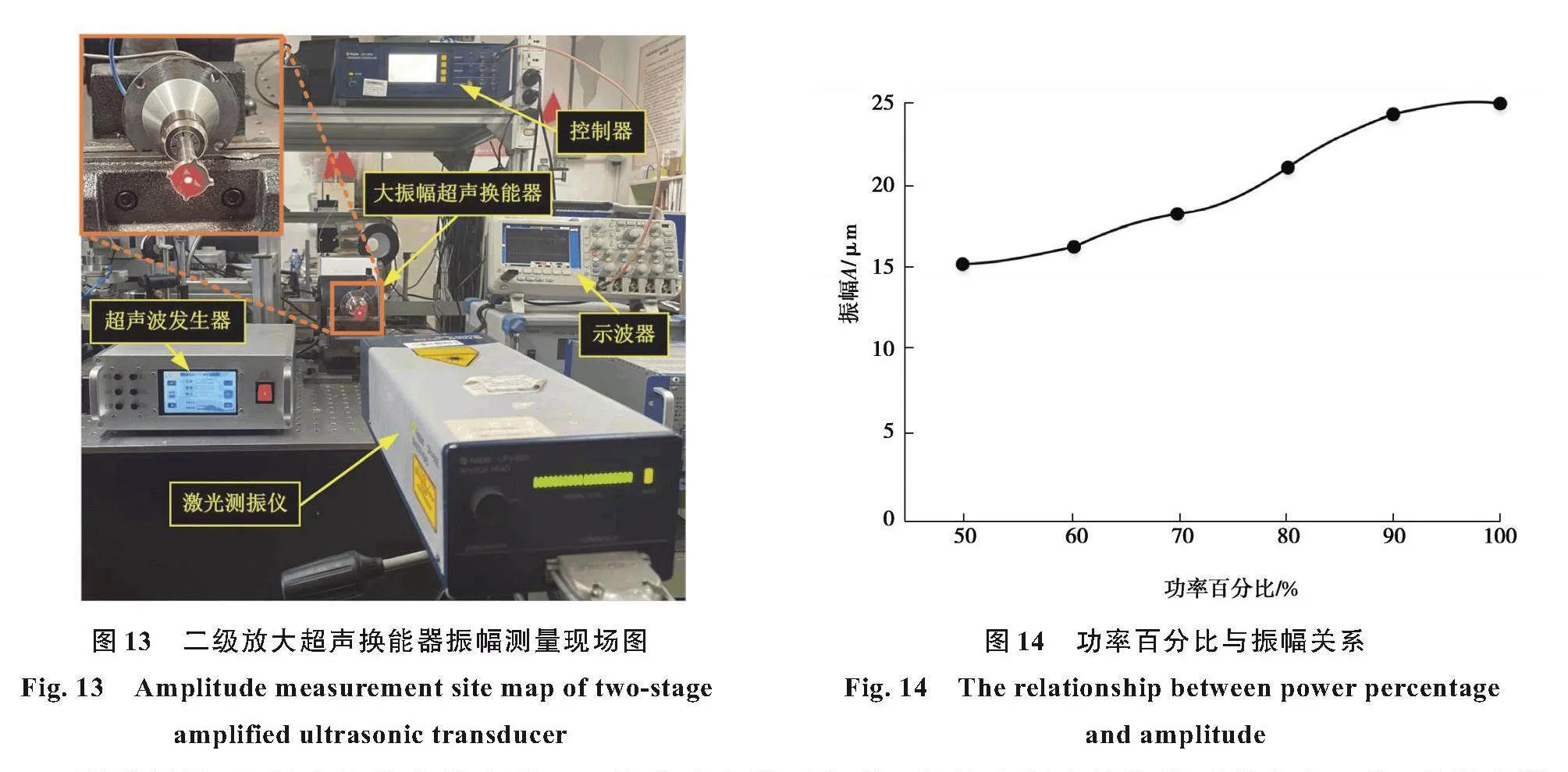
正常工作狀態下二級放大超聲換能器的振幅大小對材料表面加工質量具有重要影響。因此,為保證超聲換能器振幅的測量精度,選用德國Polytec公司生產的OFV-505/5000高性能激光測振儀測量振幅。該設備的測量方式為非接觸式測量,具備自動聚焦功能,位移分辨率優于0.05 pm,頻率范圍為0~24 MHz。測試前的設備安裝需保證二級放大超聲換能器的振動方向與激光測振儀紅外光線水平,還需通過調整三腳架將激光頭發射的光路調整至貼有反光紙的測試位置,以便于激光的自動對焦和反射,進而提高采集穩定性和數據準確性。
測試現場如圖13所示,主要包括二級放大超聲換能器、自主研發的超聲波發生器、激光測振儀、接收信號的控制器,以及顯示超聲振動頻率、波形和振幅的示波器。測試數據包含超聲波發生器50%~100%輸出功率下二級放大超聲換能器的不同振幅,振幅值由控制器采集的多組原始數據取均值后由Matlab分析得到。
針對超聲波發生器不同輸出功率,測量其對應的二級放大超聲換能器縱振振幅,測量結果及其變化規律如圖14所示。二級放大超聲換能器縱向振動輸出振幅隨功率增加而增大,當輸出功率為100%時,超聲換能器的縱向振動振幅達25.1μm。振幅與功率百分比不呈線性關系,隨著功率百分比增加,振幅增幅變緩,這是由于壓電陶瓷片的性能隨功率提升而逐漸達到性能上限。
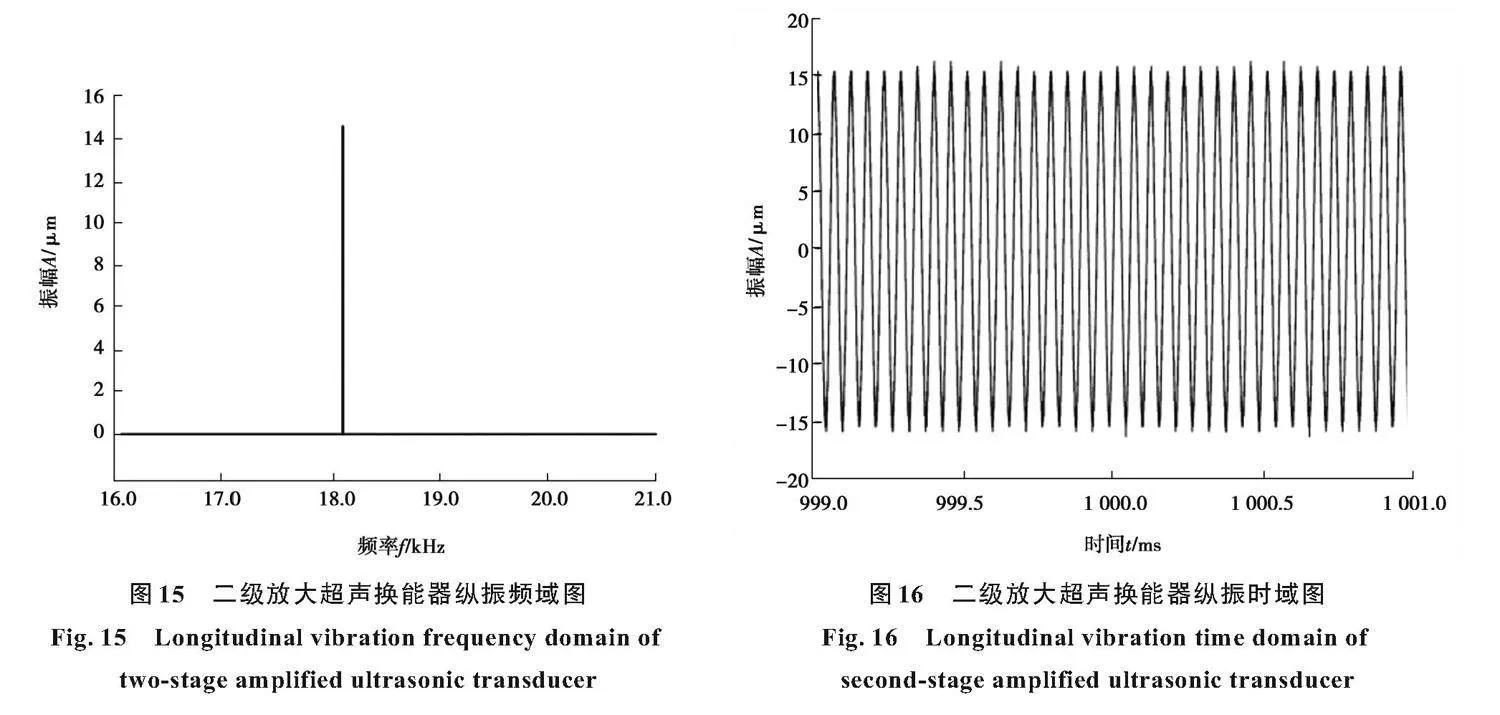
通常情況下,超聲波發生器選用50%輸出功率即可實現二級放大超聲換能器正常穩定工作,其縱向振動的頻域圖和時域圖分別如圖15和圖16所示。由激光測振儀測試結果可知:在超聲波發生器50%輸出功率和18.11 kHz工作頻率下,二級放大超聲換能器縱向振動振幅為15.4μm,且振幅輸出平穩,符合超聲振動輔助加工裝置要求。
3大振幅超聲振動輔助高速干切典型難加工材料工藝實驗驗證
3.1實驗條件
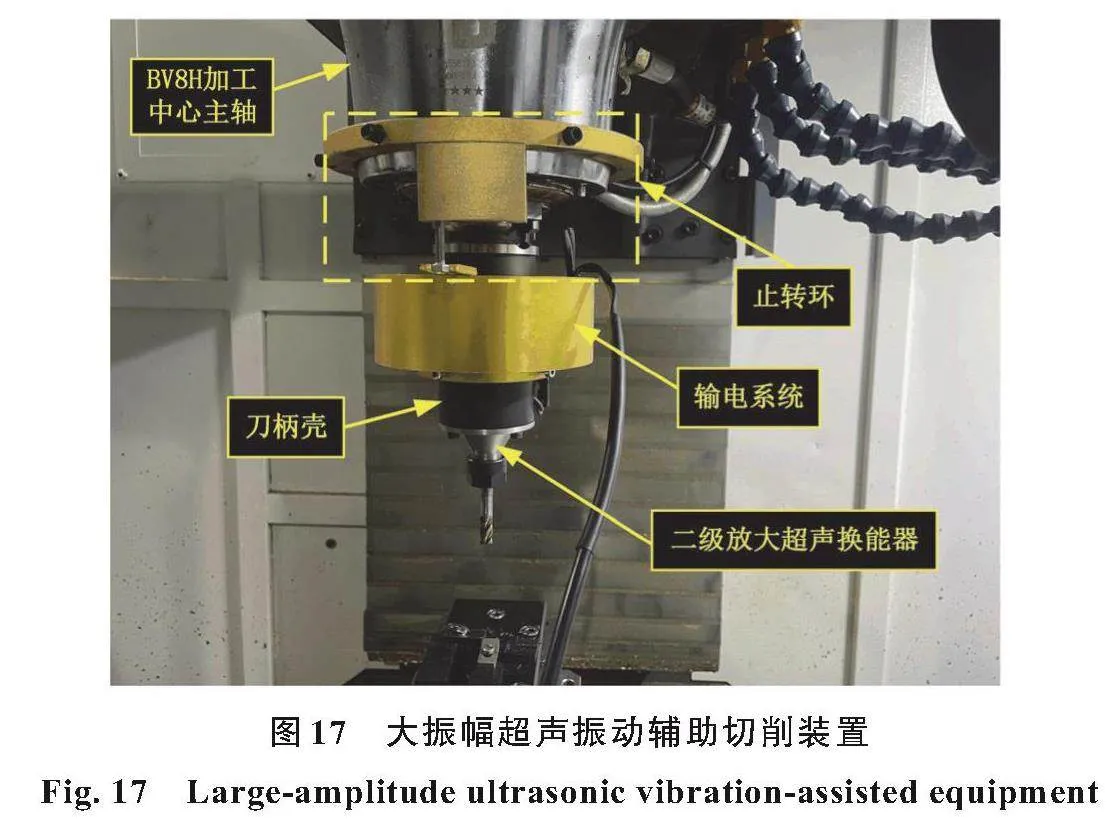
采用圖17所示自主研制的大振幅超聲振動輔助切削裝置,針對典型難加工材料30CrMnSiNi2A,開展了有無超聲振動輔助高速干切對比驗證實驗。超聲波發生器選用50%輸出功率和18.11 kHz工作頻率,此時輸出振幅為15.4μm;切削參數根據工程經驗優選轉速n=5 000 r/min、每齒進給量fz=0.05 mm、切削深度ap=1 mm、切削寬度ae=6 mm;刀具為直徑6 mm的四刃合金立銑刀。開展了大振幅超聲振動輔助高速干切和普通高速干切對比實驗,分別采用Kistler測力儀、白光干涉儀和KEYENCE超景深顯微鏡(VHX-1000)對切削力、加工表面粗糙度和切屑形貌進行測量。
3.2實驗結果與分析
在難加工材料切削過程中,切削力是影響30CrMnSiNi2A表面質量的重要因素,通過開展有無超聲振動輔助高速干切的切削力對比分析,可探究超聲振動輔助加工技術的引入對降低切削力的改善程度。圖18為不同方向普通高速干切與超聲振動輔助高速干切的切削力對比分析,發現超聲振動輔助加工可顯著降低進給方向切削力Fy、較大程度降低縱向切削力Fz,但對切向切削力Fx影響較小。這是由于在刀具進給方向切削過程中,超聲振動輔助加工技術通過高頻斷續切削,改變了傳統的連續切削過程,使刀具與工件周期性接觸與分離,利于切屑脫離[27];同時,刀具尖端呈現高頻縱向微米級振動,可實現變厚度切削,進而改善了難加工材料的可加工性,顯著降低進給方向切削力。通過采用Dynoware切削力分析軟件對圖18中的切削力數據進行濾波處理和誤差補償,選取加工過程中切削力波形平穩階段,得出該階段的切削力峰值。由上述處理結果可知:普通高速干切工況下3個方向的切削力Fx、Fy、Fz分別為219.3、223.9、95.6 N;超聲振動輔助高速干切工況下3個方向的切削力Fx、Fy、Fz分別為213.8、148.9、82.5 N。對比普通高速干切和超聲振動輔助高速干切2種工況下的3個方向的切削力可知:超聲振動輔助加工技術的引入使切向切削力Fx、進給方向切削力Fy、縱向切削力Fz分別降低2.5%、33.5%和13.7%。
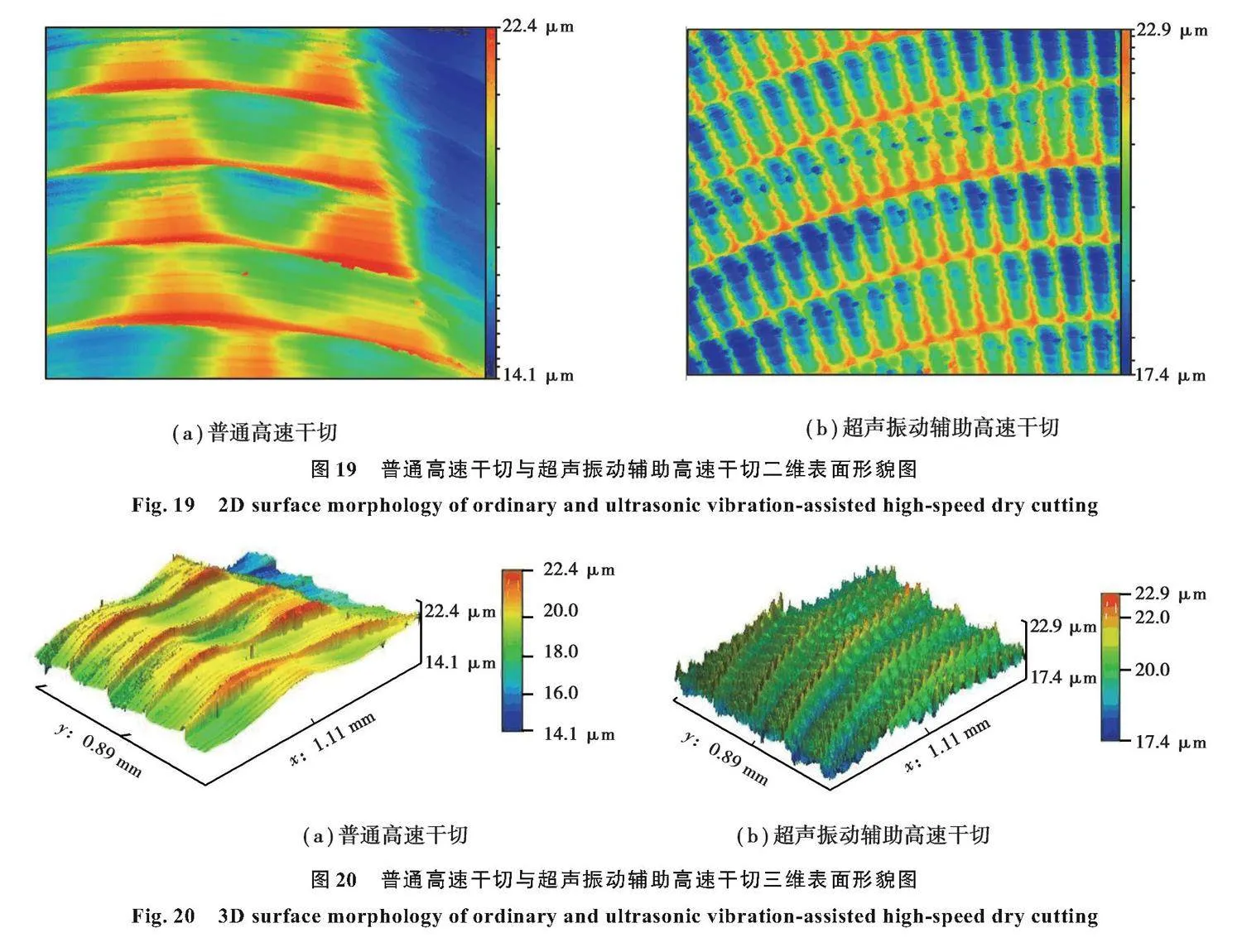
使用白光干涉儀對30CrMnSiNi2A普通高速干切和超聲振動輔助高速干切加工表面進行了粗糙度測量,在進刀口、出刀口和中間區域3個位置,每個位置各選取3個相鄰檢測點進行測量,每個位置3個檢測點的粗糙度數據取平均值后得到2種加工方式下刀具進刀口、出刀口和中間區域3個位置的粗糙度參數。在普通高速干切條件下,進刀口、出刀口和中間區域3個位置的面粗糙度Sa分別為0.98、0.67、0.89μm;而在超聲振動輔助高速干切條件下,3個位置的面粗糙度Sa分別為0.57、0.62、0.71μm。相較于普通高速干切,超聲振動輔助高速干切在所選取的3個測量位置的表面粗糙度分別降低了41.8%、7.5%和20.2%,達到了提高表面加工質量的目的。圖19與圖20分別為普通高速干切與超聲振動輔助高速干切30CrMnSiNi2A中間區域的二維和三維表面形貌圖,超聲振動輔助加工技術的引入使加工表面呈現更均勻平整的表面形貌和表面紋理,提高了加工表面平整性和紋理均勻性。
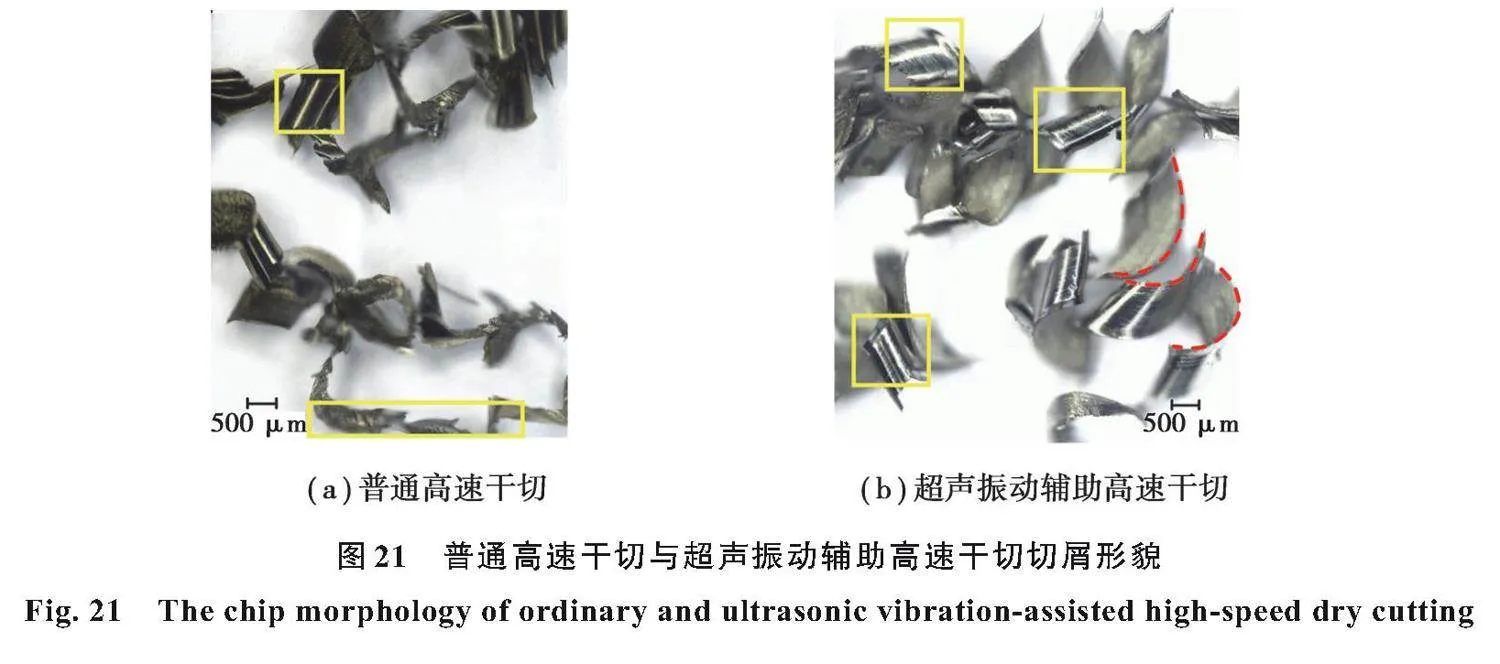
采用超景深顯微鏡(VHX-1000)對比觀察2種加工條件下的切屑形貌,如圖21所示。由圖中框圖和紅色虛線部分所示,相較于普通高速干切,超聲振動輔助高速干切過程中切屑光潔度更高,切屑呈現短而卷的折斷效果,更有利于從工件和刀具之間排出,間接驗證了超聲振動輔助高速干切可有效降低切削力和表面粗糙度。
綜上,針對難加工材料30CrMnSiNi2A,對比分析普通高速干切和超聲振動輔助高速干切2種條件下的切削力、表面粗糙度和切屑形態,超聲振動輔助加工技術的引入顯著降低了切削力和表面粗糙度,可有效改善表面加工質量,適用于典型難加工材料的輔助高速干切。
4結束語
1)二級放大超聲換能器的縱向振動模態和諧響應頻率分別為19.734 kHz和19.8 kHz,與理論預設的20 kHz分別相差1.3%和1.0%,諧響應分析結果得到縱向振動相對位移為16.4μm。
2)由二級放大超聲換能器性能測試結果可知:串聯諧振頻率F0為20.617 kHz,與有限元仿真諧響應分析頻率結果偏差3.9%;動態電阻Ω1為78.4Ω,動態電容C1為585.3 pF,動態電感L1為101.8 mH,靜態電容C0為6.3 nF,機械品質因素Qm為187.2。二級放大超聲換能在諧振頻率下可保持連續穩定工作,能量傳遞效率較高。
3)二級放大超聲換能器縱向振動輸出振幅隨功率增加而增大,且整體不呈線性關系。當輸出功率為50%時,其縱向振動振幅為15.4μm;當輸出功率為100%時,其縱向振動振幅最高達25.1μm。
4)由典型難加工材料30CrMnSiNi2A有無超聲振動輔助高速干切實驗結果可知:與普通高速干切相比,大振幅超聲振動輔助裝置的引入可使進給方向、縱向和切向切削力分別降低33.5%、13.7%和2.5%。
5)普通高速干切工況下,進刀口、出刀口和中間區域3個位置的面粗糙度分別為0.98、0.67、0.89μm;而大振幅超聲振動輔助高速干切相應位置的面粗糙度分別為0.57、0.62、0.71μm,表面粗糙度分別降低41.8%、7.5%和20.2%。同時,所研制的大振幅超聲振動輔助加工裝置可使切屑呈現短而卷的形貌,且光潔度更高,利于其從工件和刀具之間排出。
參考文獻
[1]吳陳軍.縱扭共振超聲銑削系統研制及其加工實驗研究[D].哈爾濱:哈爾濱工業大學,2018.
Wu C J.Design and experimental study of longitudinal-torsional vibration assisted milling system[D].Harbin:Harbin Institute of Technology,2018.(in Chinese)
[2]童志強.縱扭共振旋轉超聲加工碳纖維復合材料的研究[D].廈門:集美大學,2014.
Tong Z Q.Study on longitudinal-torsional resonance rotary ultrasonic machining of carbon fiber composites[D].Xiamen:Jimei University,2014.(in Chinese)
[3]楊瀟,曹華軍,杜彥斌,等.基于切削比能的高速干切工藝刀具溫升調控方法[J].中國機械工程,2018,29(21):2559-2564.
Yang X,Cao H J,Du Y B,et al.Regulation and control method for tool temperature in high-speed dry cutting processes basedon specific cutting energy[J].China Mechanical Engineering,2018,29(21):2559-2564.(in Chinese)
[4]劉飛,曹華軍,何乃軍.綠色制造的研究現狀與發展趨勢[J].中國機械工程,2000,11(1/2):105-110.
Liu F,Cao H J,He N J.On state-of-the-art of green manufacturing[J].China Mechanical Engineering,,2000,11(1/2):105-110.(in Chinese)
[5]曹華軍,李洪丞,曾丹,等.綠色制造研究現狀及未來發展策略[J].中國機械工程,2020,31(2):135-144.
Cao H J,Li H C,Zeng D,et al.The state-of-art and future development strategies of green manufacturing[J].China Mechanical Engineering,2020,31(2):135-144.(in Chinese)
[6]Kardys W,Milewski A,Kogut P,et al.Universal ultrasonic generator for welding[J].Acta Physica Polonica A,2013,124(3):456-458.
[7]Yokozawa H,Twiefel J,Weinstein M,et al.Dynamic control of the resonant frequency of ultrasonic transducer[J].Sensors and Actuators A:Physical,2017,262:64-67.
[8]劉寧莊,張遠寶,許龍,等.基于模糊PID控制的超聲電源頻率跟蹤設計[J].電力電子技術,2021,55(10):80-82.
Liu N Z,Zhang Y B,Xu L,et al.Design of ultrasonic power frequency tracking based on fuzzySD3fJ1dwTVvo1HUqE07A9Q== PID control[J].Power Electronics,2021,55(10):80-82.(in Chinese)
[9]朱傳宇.旋轉超聲刀柄設計及其試驗研究[D].南京:南京航空航天大學,2018.
Zhu C Y.Design and experimental research of rotary ultrasonic tool holder[D].Nanjing:Nanjing University of Aeronautics and Astronautics,2018.(in Chinese)
[10]茆廷學.光學玻璃超聲振動銑削刀柄設計研究[D].蘇州:蘇州科技大學,2018.
Mao T X.Research on design of ultrasonic vibration milling handle for optical glass[D].Suzhou:Suzhou University of Science and Technology,2018.(in Chinese)
[11]陳桂生,朱革非,張宏彬.大振幅超聲換能器設計[J].聲學技術,1983(1):21-31.
Chen G S,Zhun G F,Zhang H B.Design of large amplitude ultrasonic transducer[J].Technical Acoustics,1983(1):21-31.(in Chinese)
[12]陳桂生.超聲換能器設計[M].北京:海洋出版社,1984:387.
Chen G S.Design of ultrasonic transducer[M].Beijing:China Ocean Press,1984:387.(in Chinese)
[13]靳濤.大振幅超聲變幅桿在切割蜂窩材料中的設計與應用[D].杭州:杭州電子科技大學,2020.
Jin T.Design and application of large amplitude ultrasonic luff in cutting honeycomb materials[D].Hangzhou:Hangzhou Dianzi University,2020.(in Chinese)
[14]梁欣,呂明,王時英,等.齒輪超聲加工大振幅縱彎諧振變幅器的設計[J].工程設計學報,2015,22(2):172-177,184.
Liang X,Lv M,Wang S Y,et al.Design of longitudinal-flexural coupling vibration transformer with large amplitude used ingear ultrasonic machining[J].Chinese Journal of Engineering Design,2015,22(2):172-177,184.(in Chinese)
[15]潘巧生,劉永斌,賀良國,等.一種大振幅超聲變幅桿設計[J]振動與沖擊,2014,33(9):1-5,20.
Pan Q S,Liu Y B,He L G,et al.Design of an ultrasonic horn with high amplitude of longitudinal vibration[J].Journal of Vibration and Shock,2014,33(9):1-5,20.(in Chinese)
[16]曹鳳國.超聲加工[M].北京:化學工業出版社,2014.
Cao F G.Ultrasonic machining[M].Beijing:Chemical Industry Press,2014.(in Chinese)
[17]Chern G L,Lee H J.Using workpiece vibration cutting for micro-drilling[J].International Journal of Advanced Manufacturing Technology.2006,27:688-692.
[18]Asami T,Miura H.Study of ultrasonic machining using longitudinal and torsional vibration[C]//IEEE International Ultrasonics Symposium,October 21-24,2015,Taipei,Taiwan.IEEE,2015:1-4.
[19]Asami T,Miura H.2P4-6 hole machining of brittle materials by ultrasonic longitudinal-torsional vibration[J].Symposium on Ultrasonic Electronics,2013,34:273-274.
[20]Paktinat H,Amini S.Ultrasonic assistance in drilling:FEM analysis and experimental approaches[J].International Journal of Advanced Manufacturing Technology,2017,92(5/6/7/8):2653-2665.
[21]Zhou J K,Liu M M,Lin J Q,et al.Elliptic vibration assisted cutting of metal matrix composite reinforced by silicon carbide:an investigation of machining mechanisms and surface integrity[J].Journal of Materials Research and Technology,2021,15:1115-1129.
[22]Ma G F,Kang R K,Yan C,et al.Mechanical model of thrust force and torque in longitudinal-torsional coupled ultrasonic-assisted drilling of CFRP[J].International Journal of Advanced Manufacturing Technology,2022,189-202.
[23]Zhang B,Wang F,Fan J,et al.Simulation and experimental analysis on influences of axial cutting-induced vibration on edgetrimming quality of carbon fiber reinforced plastics[J].Journal of Manufacturing Processes,2021,68:632-645.
[24]崔鑫.三維超聲振動切削技術的研究[D].沈陽:東北大學,2012.
Cui X.Research on three-dimensional ultrasonic vibration cutting technology[D].Shenyang:Northeastern University,2012.(in Chinese)
[25]袁松梅,唐志祥,吳奇,等.縱扭超聲換能器設計及其性能測試研究[J].機械工程學報,2019,55(1):139-148.
Yuan S M,Tang J X,Wu Q,et al.Design of longitudinal torsional ultrasonic transducer and its performance test[J].Journal of Mechanical Engineering,2019,55(1):139-148.(in Chinese)
[26]王佳奇.縱扭共振超聲波發生器設計及輔助銑削工藝過程仿真研究[D].哈爾濱:哈爾濱工業大學,2020.
Wang J Q.Longitudinal-torsional resonance ultrasonic generator design and simulation research on auxiliary milling process[D].Harbin:Harbin Institute of Technology,2020.(in Chinese)
[27]王明海,李世永,鄭耀輝,等.超聲振動銑削加工參數對切削力的影響[J].中國機械工程,2014,25(15):2024-2029.
Wang M H,Li S Y,Zheng Y H,et al.Effects of processing parameters on cutting force in ultrasonic vibration milling[J].China Mechanical Engineering,2014,25(15):2024-2029.(in Chinese)
(編輯羅敏)
