基于機器視覺的鎳板材表面缺陷檢測研究
2024-08-31 00:00:00李建華劉廣鵬趙正天雷春麗
機械制造與自動化 2024年3期
關鍵詞:機器視覺







摘 要:針對電解法提純鎳板材表面出現的質量缺陷,設計改進Canny的缺陷檢測方法。利用雙邊濾波使圖像去噪保邊,研究一種增強梯度的掩模并融入Sobel中形成雙層卷積核,增強缺陷邊緣梯度,弱化缺陷內部及背景區域的梯度。采用分水嶺算法代替非極大抑制與形態學邊緣連接算法進行邊緣細化。實驗結果表明:本算法對鎳板缺陷的檢測效果優于經典算法和其他幾種改進算法。
關鍵詞:機器視覺;表面缺陷檢測;改進Canny;最大熵
中圖分類號:TP391;TB302.5文獻標志碼:A文章編號:1671-5276(2024)03-0066-04
Nickel Plate Surface Defect Detection Base on Machine Vision
Abstract:To handle the quality defects on the surface of nickel sheet, a defect detection method combining adaptive fractional differentiation and improved Canny algorithm is proposed. Bilateral filtering is used to denoise and preserve the edge of the image. A gradient-enhancing mask is designed and integrated into Sobel to form a double-layer convolution kernel, enhancing defect edges gradient and weakening the gradient inside the defect and in the background area. The watershed algorithm is applied to replace the non-maximum suppression and the morphological edge connection algorithm for edge refinement. The experimental results show that the detection effect of the proposed algorithm on nickel plate defects is better than the classical algorithm and some other improved algorithms.
Keywords:machine vision; surface defect detection; improved Canny; maximum entropy
0 引言
鎳是我國鋼鐵、電池、航天等領域使用的重要有色金屬,常用提純方法為電解法。電解槽作為電化學反應的母槽,鎳板在其電解液中生長速度不均勻及夾雜氣泡,導致板材表面形成大量圓球狀凸起缺陷。這些缺陷會對后續碼垛包裝工序、下游銷售及板材質量造成影響。基于此,對電解后的板材進行缺陷檢測尤為必要。
目前,鎳板材的缺陷檢測基本采用人工目視檢測法,而利用機器視覺技術對此種板材進行缺陷檢測的研究與應用相對較少。對于其他相似的表面缺陷檢測問題,黃夢濤等[1]通過改進Canny算子,將最大熵和Otsu算法相融合,實現鋰電池極片的表面缺陷檢測,該算法對少量缺陷可獲得較好效果。鄭安義等[2]提出了芯片的氣泡瑕疵缺陷檢測算法,利用均值切塊和加權融合進行圖像光照補償和增強,最后進行最大熵的閾值分割,該算法檢測芯片氣泡缺陷取得了不錯的效果。刁子健等[3]利用改進的Canny算法進行氣泡檢測,與Canny算子相比獲得了更好的連接性。
上述算法只對部分缺陷檢測效果較好,其他部分檢測很難達到理想效果,故具有一定局限性。本文提出了一種改進的Otsu-Canny算法進行表面缺陷檢測。為驗證算法的效果,與其他算法進行了對比實驗,結果顯示本文算法具有良好的適用性。
1 表面缺陷檢測問題分析
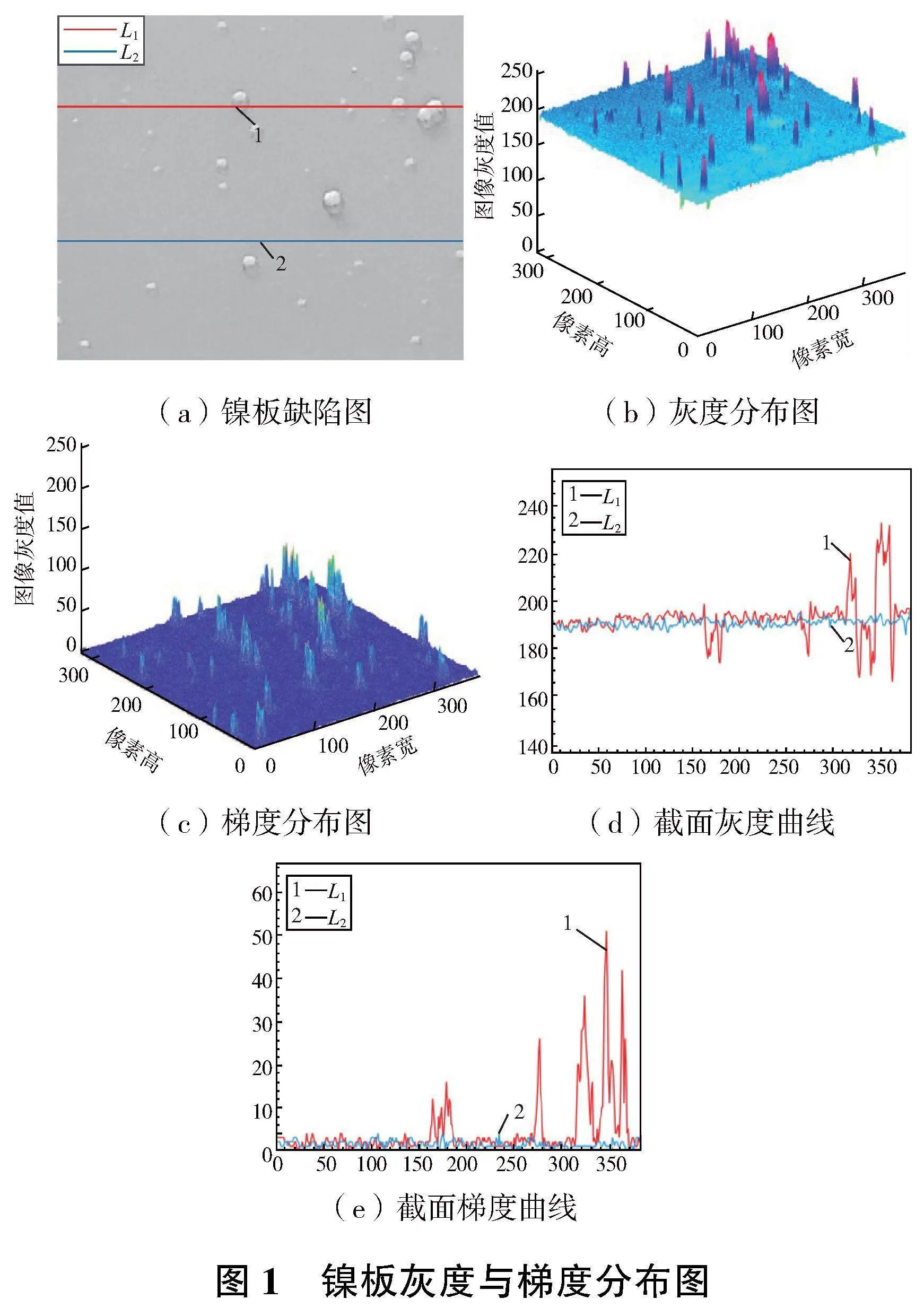
鎳板缺陷個體微小、對比度偏低、缺陷數量及分布區域差異較大。圖1為鎳板灰度和梯度分布。由分布圖可知,圖像的灰度分布在平滑和缺陷區域之間會產生一個差值;圖像梯度在缺陷區域會產生階躍性突變。為更直觀清晰地觀察圖像灰度及梯度變化情況,選取兩條直線分別通過平滑和缺陷區域,直線位置如圖1(a)所示;由圖1(d)、圖1(e)曲線可知,平滑區域的曲線變化在一個較小范圍內波動,缺陷區域的每一缺陷灰度和梯度大小不一,在邊緣檢測時,易造成誤檢和漏檢現象。
2 改進Canny的表面缺陷檢測
Otsu-Canny是在經典Canny算子的基礎上加入最大類間方差實現自適應閾值[4]。鎳板缺陷邊緣及內部梯度值大小不一,Otsu-Canny算法檢測時會產生誤判。針對傳統算法的不足,本文提出以下改進:將高斯濾波改為雙邊濾波避免造成缺陷邊緣模糊;提出了一種增強邊緣梯度的方法,結合最大熵閾值,融入Sobel算子中,強調缺陷邊緣;分水嶺算法代替非極大值抑制等方法去除冗余,細化邊緣。算法基本流程如圖2所示。
2.1 雙邊濾波降噪
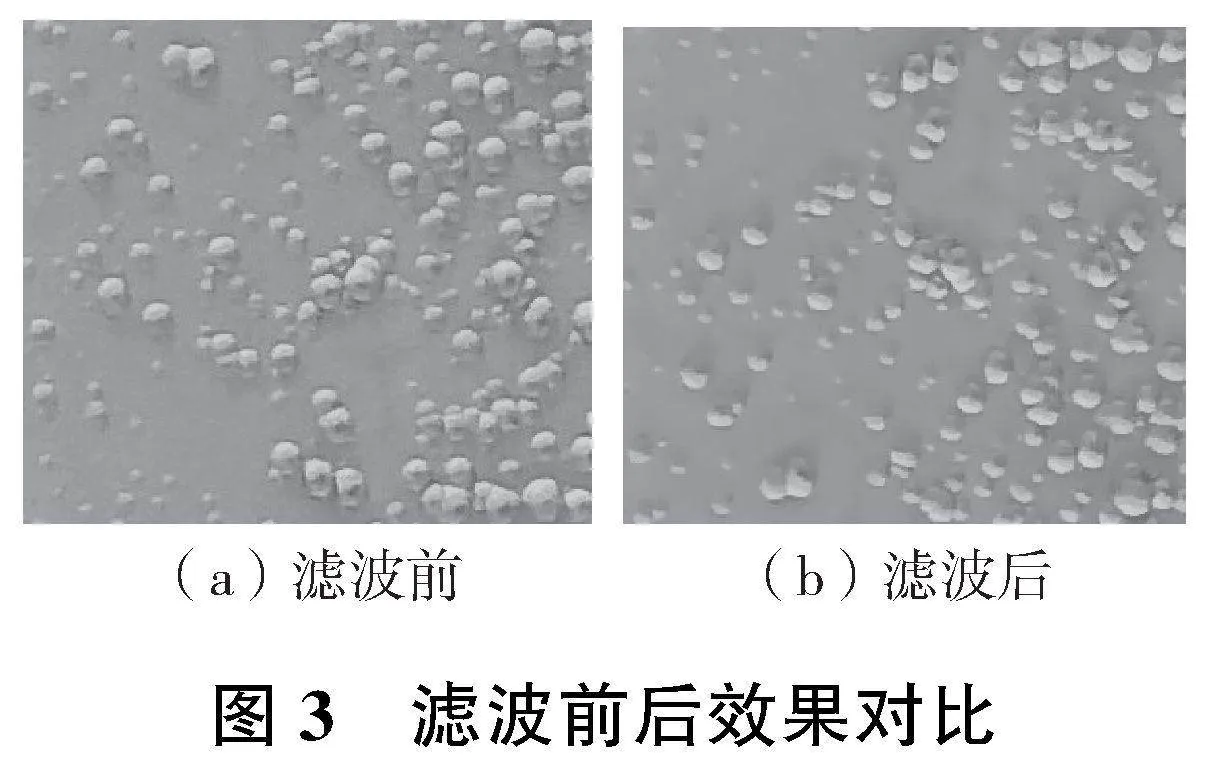
Canny采用的高斯濾波方法對此類對比度偏低、前景目標小而多的圖像效果不理想,圖像缺陷模糊。本文采用雙邊濾波方法,使圖像在去噪的同時一定程度上保留了圖像邊緣信息。
雙邊濾波[5]在考慮高斯濾波空間域信息的同時加入像素值域權重,形成雙重權重濾波。平坦區域內,鄰域內像素灰度值變化不大,空間域為主要權重,在邊緣區域,鄰域內像素有較大梯度,像素灰度值為主導權重。雙邊濾波前后的圖像效果如圖3所示,達到了去噪保邊的作用。
2.2 圖像邊緣檢測與細化
1)梯度增強與Sobel的雙卷積算子
梯度增強算子是借鑒注意力機制的思想,拉伸目標與背景的灰度差值。圖像經梯度增強算子與Sobel算子進行雙卷積操作完成梯度邊緣檢測,如圖4所示。此方法能夠突出前景的目標區域,模糊背景區域,增強了邊緣的灰度突變,使輸出的梯度圖更能強調邊緣,弱化背景及前景內部等無用區域。
本文提出的梯度增強表達式如下:
式中:*表示卷積操作,其左為預處理后的圖像f(x,y),中間為梯度增強算子,右為Sobel算子;增強梯度的算子中,sigmoid為權重歸一化激活函數;s表示卷積核區域;σ表示卷積核的標準差;g0為卷積核中心位置灰度值;在激活函數參數中,k為高斯核函數,代表卷積核到中心位置的距離權重;t為目標與背景的邊界閾值,采用最大熵獲取;g為梯度增強算子對應的圖像內各像素的灰度值。圖像經改進后的卷積操作能夠較好地獲得邊緣梯度圖像,減少了其他邊緣的干擾,效果如圖5所示。
2)分水嶺算法的邊緣細化
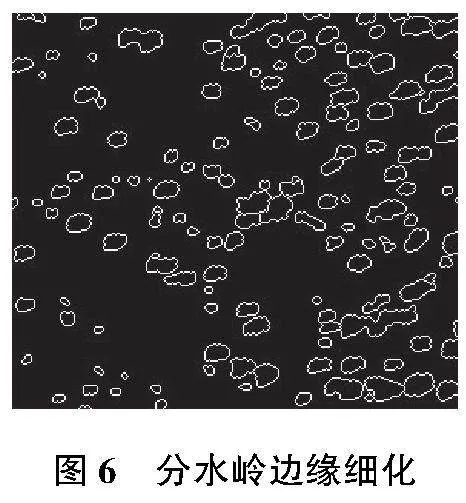
改進后的Sobel算法獲得的梯度圖經閾值后得到的邊緣較寬,為去除邊緣冗余、采用分水嶺算法[6]代替非極大值抑制與邊緣連接方法細化邊緣。
進行分水嶺細化邊緣前,需找出圖像標記點進行注水。本文缺陷邊緣為閉合輪廓,以邊緣內孔洞作為注水點,以梯度圖的邊緣輪廓作為泛水區域,找出邊緣極值點進行邊緣細化。細化效果如圖6所示,與非極大值抑制去除冗余,后進行形態學邊緣連接相比,避免了出現連接中斷和存在偽邊緣現象。
3 實驗結果分析
為驗證本算法的有效性,實驗所使用的硬件平臺配置為AMD R5-4600H 3.00GHz 16GB內存 4.00GB RAM,軟件平臺為C++聯合OpenCV,Matlab2020b,Windows10操作系統。通過實驗對本文方法進行驗證,并將本文提出的算法與經典算法及現有文獻算法進行比較分析。
3.1 圖像去噪效果對比
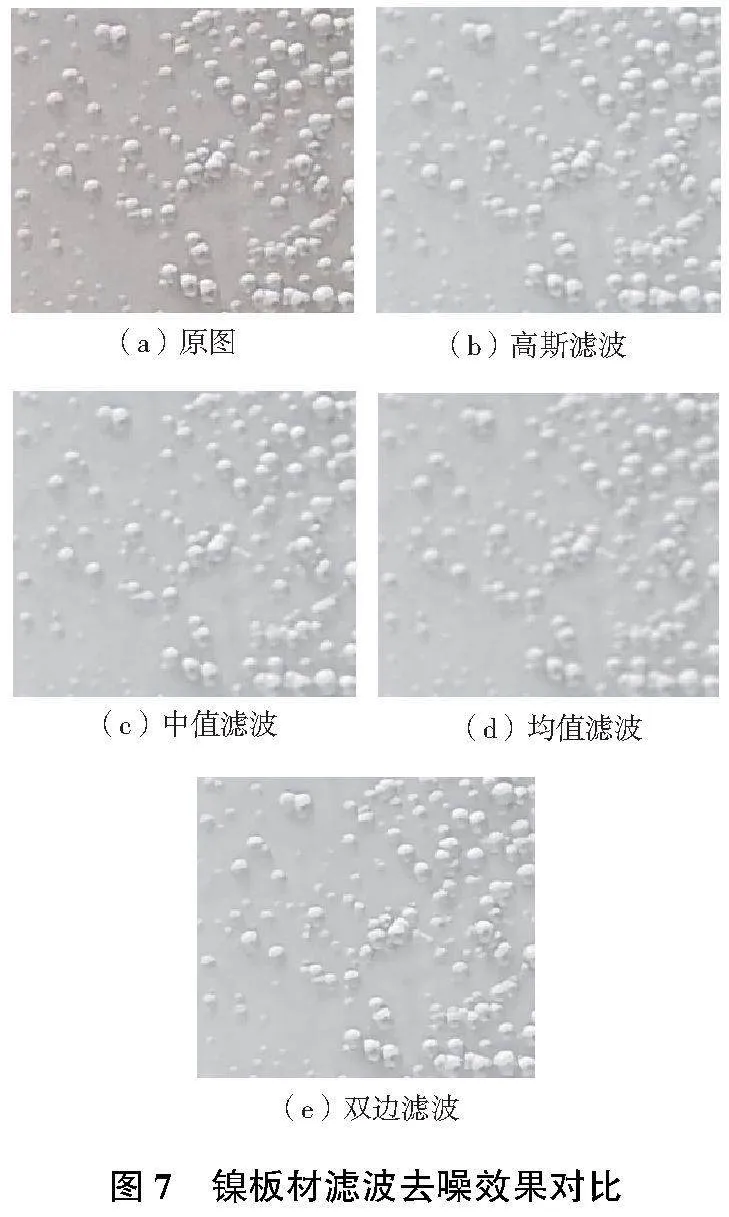
將本文采用的雙邊濾波去噪算法與其他幾種經典濾波方法作比較,如圖7所示。對比可知,高斯濾波和均值濾波邊緣清晰度較差;中值濾波部分干擾噪聲無法去除;雙邊濾波在去除平滑區域干擾噪聲的同時,較好地保留了缺陷邊緣區域。
為更客觀評價以上幾種濾波對鎳板圖像的去噪能力,本文利用峰值信噪比(PSNR)作為去噪性能評價指標。峰值信噪比越大,降噪效果越好。由表1可知,隨機選取的幾張鎳板圖像經濾波后,雙邊濾波的效果要好于其他幾種濾波算法。
3.2 缺陷檢測效果對比
為驗證本文提出的邊緣檢測算法的有效性,現選取幾種典型的鎳板缺陷分布,將常用的幾種經典缺陷檢測算法及現有文獻提出的算法與本文方法進行比較分析,如圖8所示。由于單個缺陷相對于鎳板整體而言非常微小,為便于觀察比較,取局部灰度圖,如圖8(a)所示。圖8(b)為Otsu-Canny邊緣檢測算法,此算法存在一定偽邊緣和斷連接現象;圖8(c)為文獻[1]算法,在鎳板檢測中效果稍好于Canny算法,但提升效果不明顯;圖8(d)的文獻[2]算法能夠檢測出鎳板缺陷的二值圖,并取得不錯的效果,但會出現如第4張的翻轉現象;圖8(e)為文獻[3]算法,該算法與本文算法檢測效果相似,但會出現邊緣中斷現象,連接性不如本文算法,此外該方法第3張圖像檢測失敗;圖8(f)為本文算法效果,相較于上述算法,本文能夠更好地檢測出鎳板缺陷,同時獲得了較好的效果。
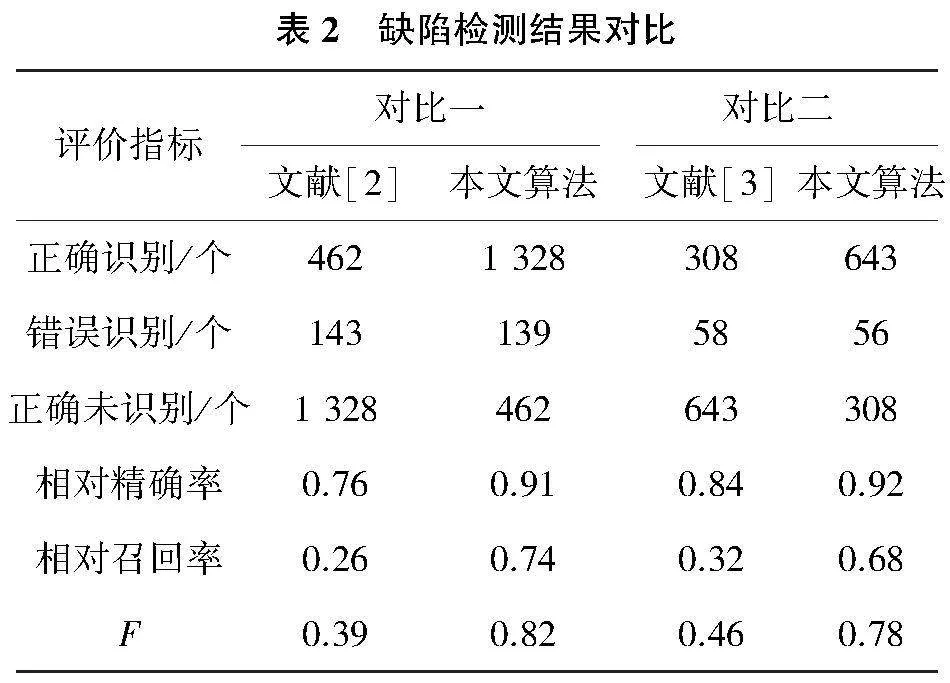
為更客觀評價本文算法,減少樣本特殊性對檢測結果的影響,抽取100張鎳板缺陷圖像作為實驗對象進行比較。精確率P、召回率R及F值(F-Score)為評估邊緣檢測效果的常用指標[7]。多數鎳板缺陷數量過多,采用人工標注獲取真實缺陷工作量巨大,為對比文獻與本文算法的檢測效果,提出了相對精確率RP、相對召回率RR及F值作為評價指標。不同于全部比較每一缺陷的檢測狀況,現只統計文獻與本文算法檢測結果相異部分,即文獻與本文算法交并之差,進行兩兩對比,相關表達式如下:
式中:NTP代表交并之差后正確識別缺陷的個數;NFP代表錯誤識別缺陷的個數;NFN表示正確未被識別缺陷的個數。兩算法相對精確率和相對召回率較高者,缺陷誤檢率和漏檢率越低;F值是精確率與召回率的均衡值,越高檢測效果越好。將文獻[2]、文獻[3]分別與本文算法對比,統計隨機選取100張鎳板圖像中的正確識別、錯誤識別及正確未識別缺陷總個數,計算RP、RR、F值如表2所示。對比可知,本文檢測算法優于其他方法。
4 結語
本文針對鎳板材圖像的缺陷問題,以Otsu-Canny邊緣檢測為基礎,設計了增強梯度的算子與Sobel結合,利用最大熵閾值,實現邊緣檢測,提出了分水嶺的邊緣細化。將該算法應用于鎳板材缺陷檢測。實驗結果表明:本算法檢測缺陷效果優于其他經典算法及幾種現有文獻算法,對鎳板缺陷檢測具有一定的參考與應用價值。在后續工作中,需繼續改進該方法,提高缺陷識別率,同時可以考慮將該算法移植到電解銅等其他具有相似缺陷的有色金屬檢測中。
參考文獻:
[1] AMAR K B, RICARDO A S, INGARAO G, et al. Single point incremental forming:an assessment of the progress and technology trends from 2005 to 2015[J]. Journal of Manufacturing Processes,2017,27:37-62.
[2] YOSHIHARA S,MAC DONALD B,HASEGAWA T,et al. Design improvement of spin forming of magnesium alloy tubes using finite element[J]. Journal of Materials Processing Technology,2004,153/154:816-820.
[3] 郝用興,楊功正,劉亞輝,等. TA1板單點漸進成形壁厚變化規律的數值模擬研究[J]. 制造技術與機床,2022(1):89-93.
[4] 蘇春建,趙棟,李廣震,等. 多道次單點漸進成形多參數交互影響[J]. 塑性工程學報,2022,29(9):25-31.
[5] 劉炫,李鵬程,陳怡霖,等. 板料多道次漸進成形軌跡規劃與生成研究[J]. 黑龍江科學,2021,12(24):106-108.
[6] KWIATKOWSKI L,MELSHEIMER O,WENZEL S,et al. Experimental investigation of tool path strategies for incremental necking-in[J]. International Journal of Material Forming,2010,3(1):967-970.
[7] ANCELLOTTI S,FONTANARI V,SLAGHENAUFI S,et al. Forming rectangular tubes into complicated 3D shapes by combining three-roll push bending,twisting and rotary draw bending:the role of the fabrication loading history on the mechanical response[J]. International Journal of Material Forming,2019,12(6):907-926.
[8] 張奧強,楊晨. 一種微管單點成形有限元分析及成形機關鍵零部件承載分析[J]. 精密成形工程,2021,13(6):106-111.
[9] CUI Y D,LIU Z Y. C-Sets-based sequential heuristic procedure for the one-dimensional cutting stock problem with pattern reduction[J]. Optimization Methods and Software,2011,26(1):155-167.
猜你喜歡
軟件導刊(2016年11期)2016-12-22 21:52:17
電腦知識與技術(2016年28期)2016-12-21 12:13:14
科技視界(2016年26期)2016-12-17 17:31:58
科技視界(2016年25期)2016-11-25 19:53:52
科技視界(2016年25期)2016-11-25 09:27:34
科教導刊(2016年25期)2016-11-15 17:53:37
軟件工程(2016年8期)2016-10-25 15:55:22
科技視界(2016年20期)2016-09-29 11:11:40
科技視界(2016年6期)2016-07-12 09:12:40
科技視界(2016年15期)2016-06-30 19:03:30