焊接殘余應力對高頻機械沖擊處理焊接結構疲勞行為的影響
2024-08-27 00:00:00袁雷冀承明李強勝高志偉
石油工程建設 2024年4期
摘" " 要:利用高頻機械沖擊處理裝置對Q355鋼縱向角接接頭進行處理,研究了殘余應力對焊接接頭疲勞性能的影響。結果發現:高頻機械沖擊處理可顯著提高接頭的疲勞壽命,而消應力+高頻機械沖擊復合處理則會大幅度改善焊接接頭的疲勞性能。對比焊態接頭特征疲勞強度(FAT),在含焊接殘余應力條件下直接進行沖擊處理,接頭的FAT提高了143.9%,而復合處理的FAT提高了210.3%。焊態和高頻機械沖擊態接頭的疲勞裂紋源位于焊趾,而經過焊后消應力+高頻機械沖擊復合處理的接頭,其斷裂位置轉移至母材。
關鍵詞:焊接接頭;高頻機械沖擊;焊接殘余應力;過載消應力;疲勞性能
Effect of welding residual stress on fatigue behavior of welded structures treated by high-frequency mechanical impact
YUAN Lei JI Chengming LI Qiangsheng GAO Zhiwei
1. CNPC Offshore Engineering (Qingdao) Co., Ltd., Qingdao 266555, China
2. Tianjin University, Tianjin 300072, China
Abstract:The influence of residual stress on the fatigue properties of the welded joint is studied by treating the longitudinal corner joint of Q355 steel with a high-frequency mechanical impact (HFMI) device. The results show that HFMI treatment can significantly improve the fatigue life of welded joints and that a combined treatment of stress relief and HFMI can considerably improve their fatigue properties. In terms of the characteristic fatigue strength (FAT) of as-welded joints, in comparison, the FAT of joints directly treated with HFMI under the condition of welding residual stress increased by 143.9%, while FAT of joints with a combined treatment increased by 210.3%. While fatigue crack of as-welded and HFMI joints initially occurred at the weld toes, the location changed to the base material for welded joints treated with combined treatment.
Keywords:welding joint; high-frequency mechanical impact; welding residual stress; overload stress relief; fatigue performance
焊接殘余應力對焊接接頭和構件的疲勞強度有著重要影響[1-6]。高頻機械沖擊處理技術作為一種新型的疲勞延壽技術,國內外學者已經對其做了大量的研究工作,并且已成功應用于工程生產 [7-9]。焊接殘余應力作為影響焊接接頭疲勞性能的關鍵因素,目前關于焊接殘余應力對高頻機械沖擊(High Frequency Mechanical Impact,HFMI)處理焊接接頭疲勞性能影響的研究較少,其影響機制對于指導實際焊接結構工藝的應用至關重要。因此,本文以非承載縱向角接接頭為研究對象,系統研究了焊態、HFMI處理態及消應力+HFMI復合處理態的三組接頭的疲勞性能,并利用X射線測量了不同處理態的殘余應力,分析殘余應力的演變規律,揭示了焊接殘余應力對高頻機械沖擊處理焊接接頭疲勞性能的影響機制,為高頻機械沖擊處理技術的試驗研究及其在實際焊接結構中的應用提供理論指導。
1" " 試驗方法
1.1" " 試驗材料及接頭形式
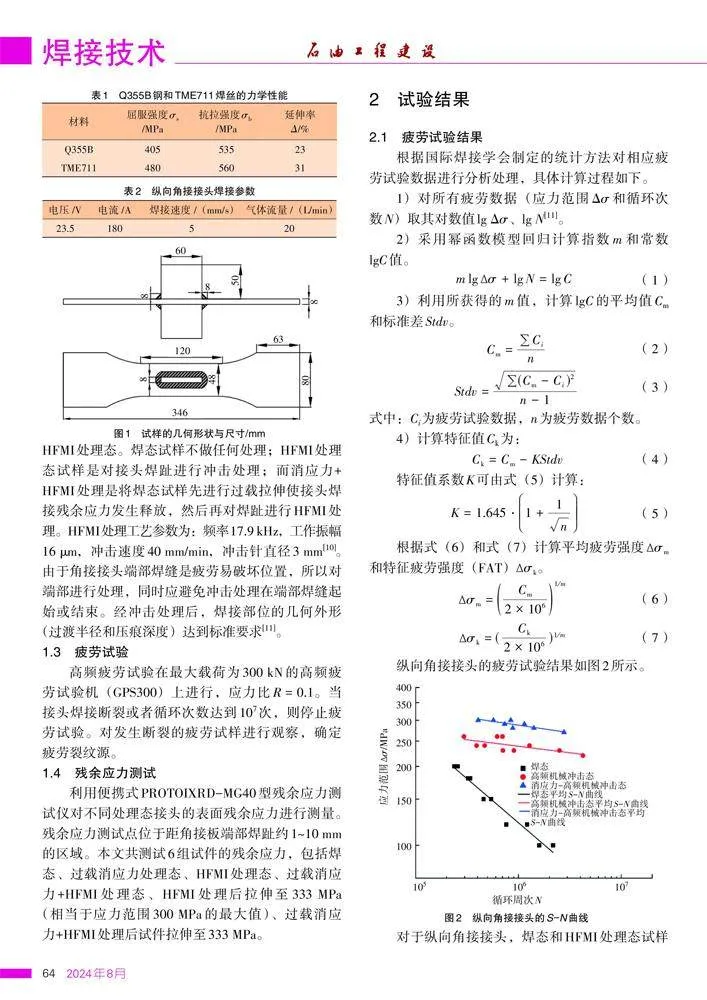
試驗材料為Q355B鋼,焊接方法為藥芯焊絲CO2氣體保護焊,焊絲型號TME711、直徑1.2 mm,焊接接頭為縱向角接接頭。材料的基本力學性能和焊接工藝參數分別如表1和表2所示,試樣的幾何形狀與尺寸見圖1。
1.2" " 試樣的分組和處理方法
疲勞試驗包括焊態、HFMI處理態和消應力+HFMI處理態。焊態試樣不做任何處理;HFMI處理態試樣是對接頭焊趾進行沖擊處理;而消應力+HFMI處理是將焊態試樣先進行過載拉伸使接頭焊接殘余應力發生釋放,然后再對焊趾進行HFMI處理。HFMI處理工藝參數為:頻率17.9 kHz,工作振幅16 μm,沖擊速度40 mm/min,沖擊針直徑3 mm[10]。由于角接接頭端部焊縫是疲勞易破壞位置,所以對端部進行處理,同時應避免沖擊處理在端部焊縫起始或結束。經沖擊處理后,焊接部位的幾何外形(過渡半徑和壓痕深度)達到標準要求[11]。
1.3" " 疲勞試驗
高頻疲勞試驗在最大載荷為300 kN的高頻疲勞試驗機(GPS300)上進行,應力比R = 0.1。當接頭焊接斷裂或者循環次數達到107次,則停止疲勞試驗。對發生斷裂的疲勞試樣進行觀察,確定疲勞裂紋源。
1.4" " 殘余應力測試
利用便攜式PROTOIXRD-MG40型殘余應力測試儀對不同處理態接頭的表面殘余應力進行測量。殘余應力測試點位于距角接板端部焊趾約1~10 mm的區域。本文共測試6組試件的殘余應力,包括焊態、過載消應力處理態、HFMI處理態、過載消應力+HFMI處理態、HFMI處理后拉伸至333 MPa(相當于應力范圍300 MPa的最大值)、過載消應力+HFMI處理后試件拉伸至333 MPa。
2" " 試驗結果
2.1" " 疲勞試驗結果
根據國際焊接學會制定的統計方法對相應疲勞試驗數據進行分析處理,具體計算過程如下。
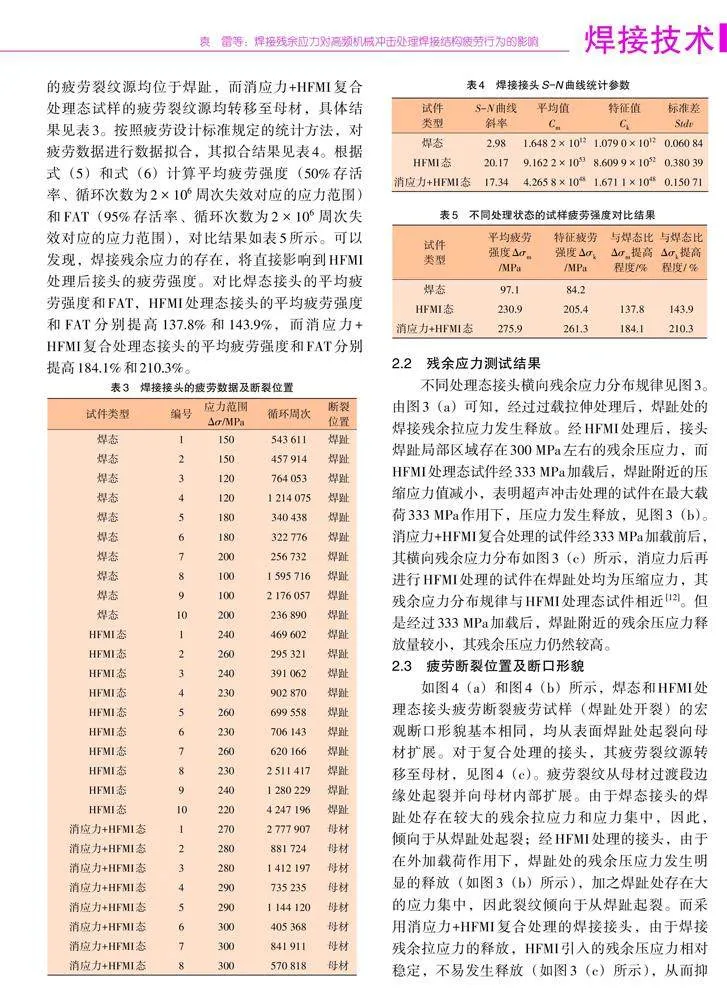
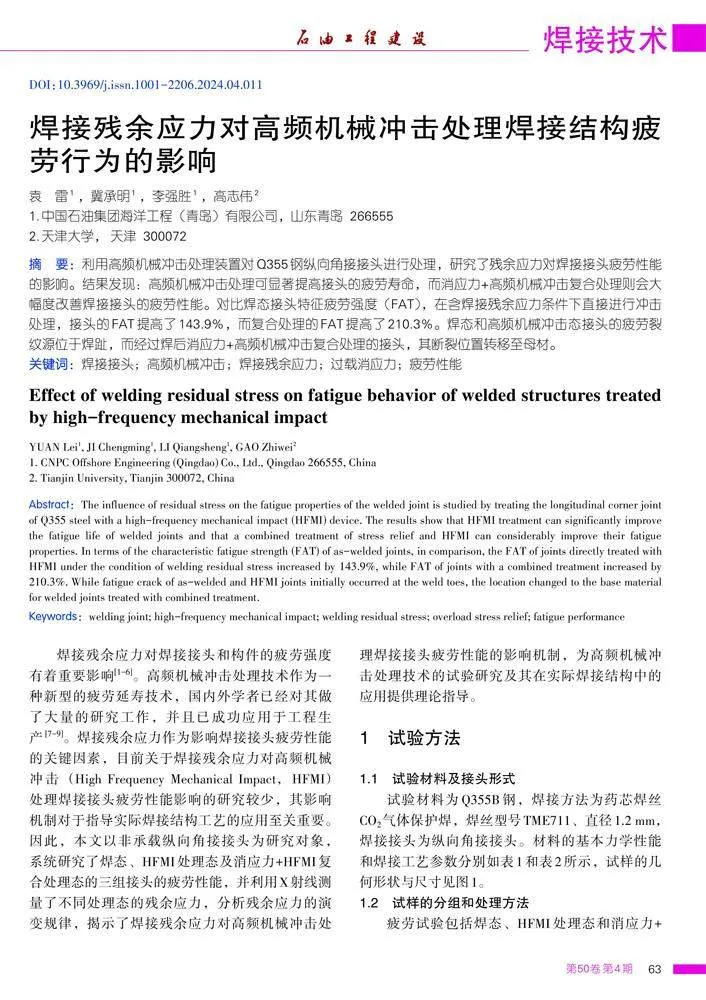
對于縱向角接接頭,焊態和HFMI處理態試樣的疲勞裂紋源均位于焊趾,而消應力+HFMI復合處理態試樣的疲勞裂紋源均轉移至母材,具體結果見表3。按照疲勞設計標準規定的統計方法,對疲勞數據進行數據擬合,其擬合結果見表4。根據式(5)和式(6)計算平均疲勞強度(50%存活率、循環次數為2 × 106 周次失效對應的應力范圍)和FAT(95%存活率、循環次數為2 × 106 周次失效對應的應力范圍),對比結果如表5所示。可以發現,焊接殘余應力的存在,將直接影響到HFMI處理后接頭的疲勞強度。對比焊態接頭的平均疲勞強度和FAT,HFMI處理態接頭的平均疲勞強度和FAT分別提高137.8%和143.9%,而消應力+HFMI復合處理態接頭的平均疲勞強度和FAT分別提高184.1%和210.3%。
2.2" nbsp; 殘余應力測試結果
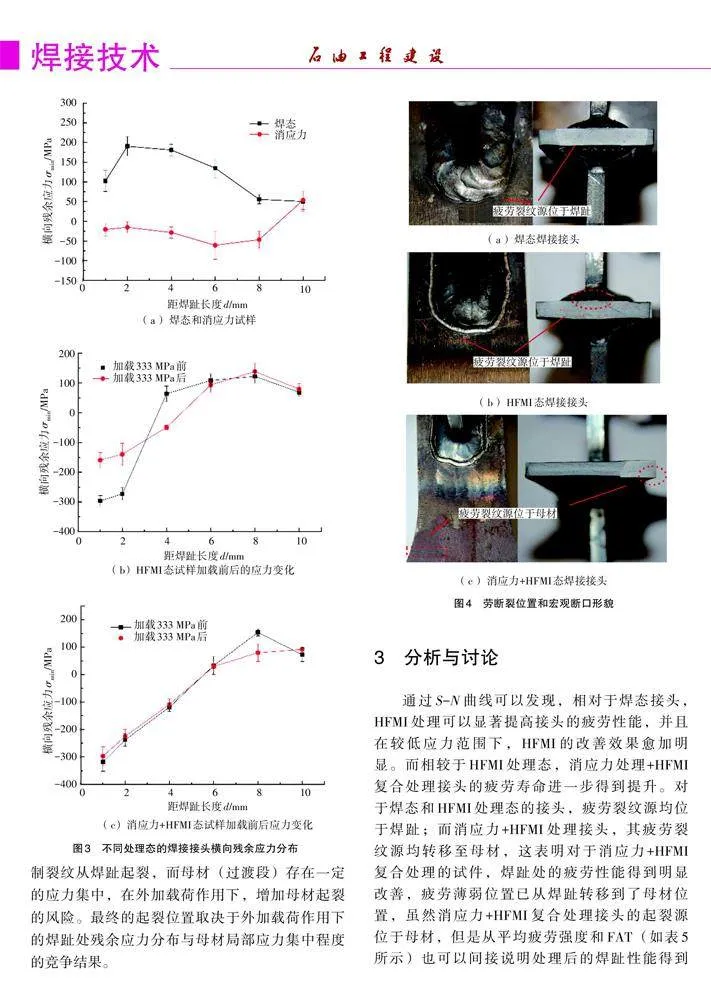
不同處理態接頭橫向殘余應力分布規律見圖3。由圖3(a)可知,經過過載拉伸處理后,焊趾處的焊接殘余拉應力發生釋放。經HFMI處理后,接頭焊趾局部區域存在300 MPa左右的殘余壓應力,而HFMI處理態試件經333 MPa加載后,焊趾附近的壓縮應力值減小,表明超聲沖擊處理的試件在最大載荷333 MPa作用下,壓應力發生釋放,見圖3(b)。消應力+HFMI復合處理的試件經333 MPa加載前后,其橫向殘余應力分布如圖3(c)所示,消應力后再進行HFMI處理的試件在焊趾處均為壓縮應力,其殘余應力分布規律與HFMI處理態試件相近 [12]。但是經過333 MPa加載后,焊趾附近的殘余壓應力釋放量較小,其殘余壓應力仍然較高。
2.3" " 疲勞斷裂位置及斷口形貌
如圖4(a)和圖4(b)所示,焊態和HFMI處理態接頭疲勞斷裂疲勞試樣(焊趾處開裂)的宏觀斷口形貌基本相同,均從表面焊趾處起裂向母材擴展。對于復合處理的接頭,其疲勞裂紋源轉移至母材,見圖4(c)。疲勞裂紋從母材過渡段邊緣處起裂并向母材內部擴展。由于焊態接頭的焊趾處存在較大的殘余拉應力和應力集中,因此,傾向于從焊趾處起裂;經HFMI處理的接頭,由于在外加載荷作用下,焊趾處的殘余壓應力發生明顯的釋放(如圖3(b)所示),加之焊趾處存在大的應力集中,因此裂紋傾向于從焊趾起裂。而采用消應力+HFMI復合處理的焊接接頭,由于焊接殘余拉應力的釋放,HFMI引入的殘余壓應力相對穩定,不易發生釋放(如圖3(c)所示),從而抑制裂紋從焊趾起裂,而母材(過渡段)存在一定的應力集中,在外加載荷作用下,增加母材起裂的風險。最終的起裂位置取決于外加載荷作用下的焊趾處殘余應力分布與母材局部應力集中程度的競爭結果。
3" " 分析與討論
通過S-N曲線可以發現,相對于焊態接頭,HFMI處理可以顯著提高接頭的疲勞性能,并且在較低應力范圍下,HFMI的改善效果愈加明顯。而相較于HFMI處理態,消應力處理+HFMI復合處理接頭的疲勞壽命進一步得到提升。對于焊態和HFMI處理態的接頭,疲勞裂紋源均位于焊趾;而消應力+HFMI處理接頭,其疲勞裂紋源均轉移至母材,這表明對于消應力+HFMI復合處理的試件,焊趾處的疲勞性能得到明顯改善,疲勞薄弱位置已從焊趾轉移到了母材位置,雖然消應力+HFMI復合處理接頭的起裂源位于母材,但是從平均疲勞強度和FAT(如表5所示)也可以間接說明處理后的焊趾性能得到大幅度提高,通過焊后再高頻機械沖擊處理焊趾而改善疲勞性能的目標已完全達到。
焊態試件殘余應力測試結果(見圖3)表明,試件焊趾處存在殘余拉應力,且焊趾處有明顯的應力集中,因此裂紋優先從焊趾處起裂。由圖3可知,HFMI處理的試件在加載后, 殘余壓應力明顯釋放。受應力集中且殘余壓應力釋放的影響,HFMI處理試件的疲勞裂紋也由焊趾起裂。圖3表明,消應力+HFMI復合處理后試件的殘余壓縮應力在加載前后變化不明顯,焊趾局部區域仍然存在高值的殘余壓應力,殘余壓應力與外加載荷的疊加小于母材處的應力值,經多次外加循環載荷作用,母材處的疲勞損傷更高,使得復合處理態接頭的斷裂位置轉移至母材。
綜上所述, 焊接殘余拉應力的存在,會導致HFMI處理引入的殘余壓應力在外加載荷作用下發生明顯釋放,降低HFMI處理改善接頭疲勞性能的效果。而經過消應力+HFMI復合處理后,接頭焊趾處的殘余壓應力經疲勞載荷作用后仍然穩定存在,從而可以大幅度提高接頭的疲勞強度。
4" " 結論
1)對于縱向角接接頭,HFMI可提高接頭的疲勞壽命,經消應力+HFMI復合處理后,接頭的疲勞壽命得到進一步提高。
2)焊接殘余應力的存在直接影響HFMI處理改善疲勞性能的效果,對比焊態接頭的FAT,HFMI處理態的FAT提高了143.9%,而消應力+HFMI復合處理的FAT提高了210.3%。
3)焊接殘余應力影響疲勞裂紋的起裂位置,焊態和HFMI態試件均為焊趾起裂,消應力+HFMI復合處理的疲勞起裂位置為母材。
4)在對實際焊接結構進行HFMI處理前,為提高HFMI處理的效果,應先對焊接接頭進行消應力處理,以此提高焊接結構服役時的疲勞性能。
參考文獻
[1]" ATZORI B,LAZZARIN P,MENEGHETTI G,et al. Fatigue design of complex welded structures[J]. International Journal of Fatigue,2009,31(1):59-69.
[2]" YILDIRIM H C. Recent results on fatigue strength improvement of high-strength steel welded joints[J]. International Journal of Fatigue,2017,101:408-420.
[3]" FRICKE W. Effects of residual stresses on the fatigue behavior of welded steel structures[J]. Materialwissenschaft und Werk Stoff Technik,2005,36(11):642-649.
[4]" KREBS J,KASSNER M. Influence of welding residual stresses on fatigue design of welded joints and components[J]. Welding in the World,2007,51:54-68.
[5]" HENSEL J,NITSCHKE-PAGEL T,DILGER K. Effects of residual stresses and compressive mean stresses on the fatigue strength of longitudinal fillet-welded gussets[J]. Welding in the World,2016,60(2):267-281.
[6]" TCHUINDJANG D,FRICKE W,VORMWALD M. Numerical analysis of residual stresses and crack closure during cyclic loading of a longitudinal gusset[J]. Engineering Fracture Mechanics,2018,198:65-78.
[7]" 王東坡,霍立興,張玉鳳,等. 提高焊接接頭疲勞強度的超聲波沖擊法[J]. 焊接學報,1999,20(3):158-163.
[8]" 王東坡,王婷,霍立興,等. 超聲沖擊處理管接頭疲勞設計曲線[J]. 焊接學報,2006,27(3):34-38.
[9]" MADDOX S J,DORE MR M J,SMITH S D. A case study of the use of ultrasonic peening for upgrading a welded steel structure[J]. Welding in the World,2011,55(9-10):56-67.
[10]" 張海. 服役條件下超聲沖擊處理焊接結構疲勞延壽行為研究[D]. 天津:天津大學,2023.
[11]" 李春潤,王東坡. 超聲沖擊法提高T型管節點疲勞性能研究[C]//第十四屆中國海洋(岸)工程學術討論會論文集. 呼和浩特:中國海洋學會,2009:164-172.
[12]" 白易立. 焊接殘余應力與沖擊強度對UIT處理接頭疲勞延壽行為影響[D]. 天津:天津大學,2019.
作者簡介
袁" " 雷(1986—),男,山東菏澤人,工程師,2012年畢業于中國石油大學(北京)石油工程專業,主要從事導管架,模塊建造及海上安裝。Email:yuanlei.cpoe@cnpc.com.cn
收稿日期:2024-04-26