3D打印行業火災爆炸事故及安全措施研究
2024-08-24 00:00:00邵芳芳王國偉
消防界 2024年6期
摘要:
3D打印技術作為制造業的新興力量,在金屬加工、醫療、航空航天等領域的應用日益廣泛。然而,伴隨著技術的發展,3D打印生產中的安全問題也日益凸顯,尤其是火災和爆炸事故。本文通過分析3D打印生產過程中存在的火災、爆炸危險因素,并提出相應的安全措施,旨在為3D打印行業在投產及生產過程中的安全提供參考。
關鍵詞:3D打印;火災和爆炸;安全措施
引言
我國3D打印技術的研究工作開始于20世紀90年代。近年來,隨著產業升溫,3D打印新建項目在我國陸續投產[1]。由于是新興行業,企業在新建過程中忽略了前期對于防火、防爆方面的安全設計,盲目投資上新。一方面,項目本身存在設計缺陷影響企業生產安全;另一方面,對后期安全生產改造帶來了許多人力物力上的浪費,不利于企業發展。比較典型的3D打印行業火災、爆炸事故是2023年9月14日發生在上海的某公司粉塵爆燃事故。事故調查表明,作業人員在更換濾筒除塵器濾芯過程中,未按規定操作,對濾芯進行了濕化處理,導致水與鋁合金粉塵接觸產生氫氣,進而引發爆燃,導致多人傷亡。本文從現有3D打印生產工藝特點入手,分析3D打印生產過程中存在的火災、爆炸危險、有害因素,并提出相應的措施,以指導后續3D打印企業的投產和安全生產。
一、3D打印生產過程中的危險因素分析
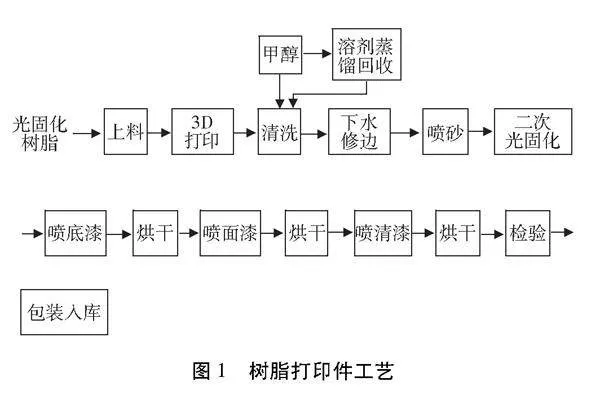
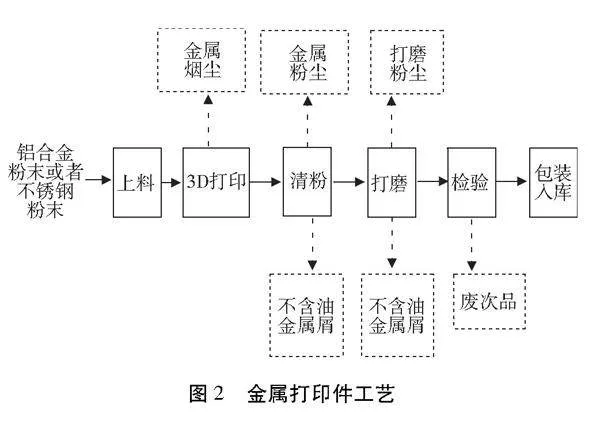
3D打印一般包括上料、打印、清洗、回收、噴砂、調漆、噴漆、烘干等工藝過程,下面分別以樹脂打印件及金屬打印件工藝為例,流程圖如圖1、圖2。
在以上兩個不同的3D打印過程中,清洗、溶劑蒸餾回收、噴底(面)漆、上料燒結、清粉、打磨等過程中均涉及易燃易爆物質,存在火災、爆炸風險。
(一)活潑金屬粉塵
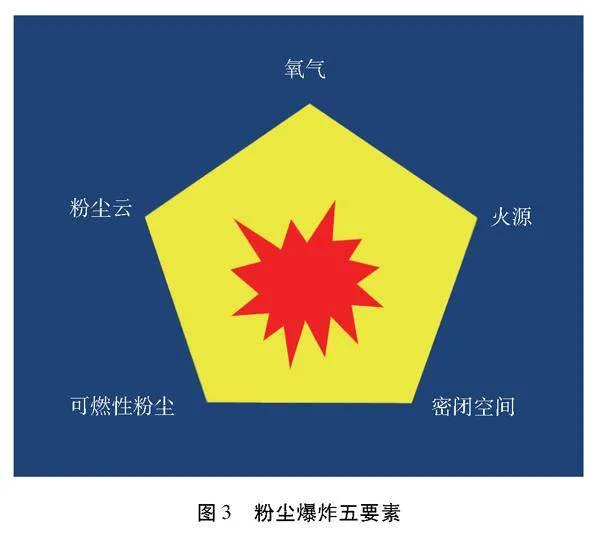
在金屬粉末激光燒結3D打印技術中,通過吸料機將鋁粉或者鈦粉送入SLA設備中,在輸送過程中存在金屬粉末[2]。此外,清粉、打磨工藝同樣存在這些金屬粉末,并且這些工藝過程中產生的金屬粉塵需要除塵裝置收集。這些金屬粉塵粒徑通常為幾十微米,極易拋灑在空氣中,當具備粉塵爆炸五要素時即可發生粉塵爆炸事故,粉塵爆炸五要素如圖3。此外,鋁粉屬于易制爆危險化學品。鋁本身不屬于爆炸品,但是可以作為原料或輔料制成爆炸品。
(二)其他可燃爆粉塵
塑粉等燃爆粉塵雖沒有活潑金屬粉末的火災、爆炸危險性強,但同活潑金屬一樣,燃爆性符合粉塵爆炸五要素原理。
(三)易燃易爆液體
3D打印在后期處理中涉及到清洗劑、油漆、稀料、固化劑等危險化學品的使用。這些危險化學品均為易燃易爆液體物質。易燃液體大多數是有機化合物,分子組成中含有碳原子和氫原子,易和氧反應而燃燒。大多數有機物的導電率極小,在流動、晃動時容易積聚靜電,靜電放電產生的電火花極易引起燃燒。
易燃液體揮發性大,揮發出來的易燃蒸氣與空氣混合,濃度達到一定范圍,遇明火或火花即可引起爆炸。另外,易燃液體的黏度一般都很小,不僅本身極易流動,還因浸潤、毛細現象等作用,即使容器有極細微的裂紋,易燃液體也能滲出容器[3],擴大表面積,并源源不斷揮發,使空氣中易燃蒸氣濃度增大,從而增加了火災爆炸風險。
(四)其他可燃物質
水性漆、潤滑油、液壓油等均為可燃物,遇明火等可能引起火災。
二、3D打印生產安全措施
生產安全措施一般分為安全技術措施和安全管理措施[4]。其中,防火防爆技術措施通過三個方面來實現:防止可燃可爆系統形成;可燃可爆系統不可避免形成后,消除點火源;一旦發生火災爆炸,阻止、限制事故蔓延,減少事故帶來的損失。
(一)防止易燃易爆系統形成
在3D打印的燒結、清理、打磨等過程中,現場實行定期清掃。除塵系統采用負壓除塵方式,卸灰裝置采取鎖氣卸灰裝置,從而避免粉塵云的產生。除塵系統的輸送管道采用圓形,禁止采用巷道式除塵風道,避免燃爆粉塵在輸送系統的聚集和粉塵云的產生。在3D打印調漆、噴涂、清洗、溶劑回收等涉及到易燃易爆液體使用的相關工段,通常考慮采用可燃氣體檢測報警裝置與通風裝置之間的聯鎖。當可燃氣體濃度達到爆炸下限的1/5及以上,即發出聲光報警并聯動通風設施進行通風,通過降低可燃氣體濃度來防止可燃可爆系統的形成。
(二)消除點火源
根據3D打印的特點,主要點火源有明火、摩擦和撞擊、電氣設備及線路、靜電、高溫和雷電放電等。這些點火源一旦遇到已經形成的易燃易爆系統,立即成為引燃/爆源,發生火災爆炸事故。明火主要來自生產過程中加熱用火、維修焊接用火及其他火源(如燃油車火花、作業人員吸煙等)。維修焊接用火過程中應采用清洗置換,控制現場易燃氣體濃度,杜絕易燃易爆系統形成。摩擦和撞擊產生的火源可以通過使用銅制品、木制品代替鐵制品。禁止作業人員穿釘鞋,禁止在搬運金屬容器時在地面上滾動、拖拉或拋擲等。普通電氣設備和線路在使用過程中會產生引燃源的火花、電弧或危險溫度。因此,在爆炸危險區域(0區、1區、2區及20區)應采用防爆電氣設備和線路。同時,要根據爆炸環境特點選擇合適的防爆設備類型及線路敷設的方式、導線材料選擇等[5]。防雷主要通過防雷裝置實現直接雷、二次放電、感應雷、雷電沖擊波、電涌等的防護[6]。生產場所靜電主要通過靜電釋放裝置、流速控制、濕度控制及靜電接地實現。金屬粉塵輸送管道(包括除塵系統管道)在輸送過程中必然會產生靜電,這些靜電不斷聚集會發生靜電放電。因此,管道連接處應跨接,管道應接地以去靜電。
(三)減小或消除事故危害
為防止火災爆炸的發生,阻止其擴大和減小破壞,通常采用防火分區的形式來實現。一般認為3D打印企業生產區域多為丙類火災危險等級。噴漆(油性漆)、調漆等工段屬于甲乙類火災危險性工段。因此,為保證整體生產區域丙類火災危險性,在設置防火分區時應考慮危險工段區域面積的大小。應保證火災危險性較大的防火分區總面積小于所在樓層面積的5%。同時,噴漆間、調漆間、清洗間、危化品中間倉庫等防火分區分隔采用防火墻和耐火極限不低于1.50h的不燃性樓板與其他生產部位分隔,而防火門應采用可向外開啟的防火門。
在干式除塵系統中,每一個防火分區的設施都是獨立的,不允許不同防火分區共用一套除塵設施。系統應設置火花探測器及消除火花設施。此外,為減少粉塵爆炸傳播至生產區域,除塵系統采用泄爆、惰化或者抑爆,在生產區域與除塵系統之間的輸送管道安裝隔爆閥,以減少對生產區域的影響、考慮3D打印生產過程的火災危險性為丙類,建議占地面積大于1500㎡或總建筑面積大于3000m2的單、多層廠房,考慮設置自動噴水系統[7]。活潑金屬粉塵屬于D類火災,一般的干粉滅火器并不能將其熄滅。因此,在生產過程中涉及到金屬粉塵火災的區域應設置D類干粉滅火器。
(四)安全管理
防火防爆技術固然重要,安全管理應貫穿于安全技術的方方面面。在企業投入初期,企業應按照安全設施“三同時”的要求,做好前期規劃,與技術相關方充分交流,辨識出未來投產后可能存在的火災爆炸危險性,根據辨識結果采取相應措施。切不可盲目投產,使項目存在諸多隱患,影響后期企業發展。
各級人員的安全生產責任制應包括危險化學品安全責任制;在企業安全生產資金投入中,應有對各類安全附件檢測的費用、各類安全設施的檢維修費用等;在安全生產規章制度中,應制定單位粉塵清掃制度、危險化學品管理制度及防火防爆制度等。在教育培訓中,應體現危險化學品及粉塵爆炸相關的安全培訓內容,強化作業人員的防火防爆意識。應急預案及演練應體現在不同火災、爆炸情況下逃生及處置的要點等。
結語
3D打印企業在生產過程中存在火災爆炸危險。3D打印企業應在項目初期以“預防為主”的方針為指導進行投產。通過建立健全責任制、制定規章制度、開展安全教育和培訓、建立雙重預防工作機制、開展應急演練等一系列安全管理措施,從技術與管理層面雙管齊下,從而實現企業的安全生產。
參考文獻
[1]張雨明,吳銳.我國3D打印技術研究及產業化發展現狀[J].中國材料進展,2018,37(03):237-240.
[2]方偉,趙省,張奇,等.微/納米鋁粉粉塵爆炸特性研究[J].火工品,2021(02):32-36.
[3]柏俊鶴.易燃易爆揮發性液體火災危險性透析[J].皮革與化工,2003(20): 40-41.
[4]中華人民共和國應急管理部.工貿企業粉塵防爆安全規定[S].2021年8月2日.
[5]中華人民共和國住房和城鄉建設部.爆炸危險環境電力裝置設計規范[S].中國計劃出版社,GB/T50058-2014.
[6]中華人民共和國住房和城鄉建設部.中華人民共和國國家質量監督檢驗檢疫總局.建筑物防雷設計規范[S].中國計劃出版社,GB50057-2010.
[7]中華人民共和國住房和城鄉建設部.建筑防火通用規范[S].中國計劃出版社GB55037-2022.
作者簡介:
邵芳芳(1984- ),女,漢族,河南安陽人,碩士研究生,工程師,研究方向:安全工程。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
汽車零部件(2014年11期)2014-09-18 11:57:16