YB915型硬條外透明紙美容裝置的排空設(shè)計(jì)
2024-08-01 00:00:00成杰
電子產(chǎn)品世界 2024年4期




關(guān)鍵詞:排空設(shè)計(jì);移位鏈;透明紙美容裝置中圖分類號(hào):TP273;TS43 文獻(xiàn)標(biāo)識(shí)碼:A
0 引言
隨著現(xiàn)代工業(yè)生產(chǎn)技術(shù)的不斷發(fā)展[1],自動(dòng)化與智能化成為煙草包裝行業(yè)發(fā)展的重要趨勢[2]。煙草包裝機(jī)械作為整個(gè)煙草產(chǎn)業(yè)鏈中的重要環(huán)節(jié),其性能直接關(guān)系到產(chǎn)品質(zhì)量和生產(chǎn)效率。ZB415 型中速包裝機(jī)組,作為一款基于ZB45 平臺(tái)智能升級(jí)的設(shè)備[3],集成了TwinCAT3 軟件平臺(tái)架構(gòu)、狀態(tài)監(jiān)測智能化系統(tǒng)、人機(jī)操作界面以及伺服驅(qū)動(dòng)系統(tǒng)等多項(xiàng)技術(shù)。這些技術(shù)使得ZB415 型中速包裝機(jī)組具備了高可靠性、智能化及自動(dòng)化的特點(diǎn),滿足了現(xiàn)代煙草包裝行業(yè)對(duì)于高效率和高質(zhì)量生產(chǎn)的需求。
ZB415 型中速包裝機(jī)分為主機(jī)和輔機(jī)兩個(gè)部分,主機(jī)完成小盒煙包的包裝,輔機(jī)完成小盒外透明紙包裝、條盒包裝以及條盒外透明紙的包裝。YB915 型硬條外透明紙美容裝置(簡稱“美容裝置”)是其輔機(jī)的重要組成部分,主要完成條盒外透明紙的美容工作。當(dāng)設(shè)備出現(xiàn)故障停機(jī)或需要更換原輔材料時(shí),美容裝置內(nèi)部的煙條排空成為一項(xiàng)關(guān)鍵任務(wù)[4]。如果排空不及時(shí)則會(huì)使煙條長時(shí)間加熱,導(dǎo)致透明紙材料的性能發(fā)生變化,進(jìn)而影響煙支的品質(zhì)。傳統(tǒng)的排空方式存在明顯的弊端:無論輸送帶上是否有煙條,都會(huì)執(zhí)行排空操作。這種方式不僅造成資源浪費(fèi),還加劇了機(jī)械磨損。在連續(xù)高速生產(chǎn)過程中,如何確保設(shè)備在發(fā)生故障停機(jī)時(shí),能夠快速、有效地進(jìn)行排空操作,防止產(chǎn)品損壞和機(jī)械磨損,成為亟待解決的問題[5]。
1 系統(tǒng)設(shè)計(jì)
本文針對(duì)傳統(tǒng)排空方式存在的資源浪費(fèi)和機(jī)械磨損等問題,以YB915 型硬條外透明紙美容裝置為技術(shù)基礎(chǔ),對(duì)排空算法進(jìn)行了優(yōu)化和改進(jìn)。通過集成傳感器、移位鏈和智能判斷邏輯,顯著提升了排空操作的精準(zhǔn)性和整體執(zhí)行效率。
YB915 型硬條外透明紙美容裝置的構(gòu)成精密且復(fù)雜。如圖1 所示,該裝置包括4 個(gè)伺服電機(jī)、1個(gè)伺服編碼器、6 個(gè)加熱器和對(duì)應(yīng)的熱電偶、2 個(gè)電磁閥及一系列傳感器。4 個(gè)伺服電機(jī)分別控制煙條推進(jìn)美容器、煙條輸送、收縮加熱、煙條稱重等關(guān)鍵步驟;加熱器和對(duì)應(yīng)的熱電偶則用于實(shí)現(xiàn)煙條6 個(gè)面的均勻加熱和溫度監(jiān)控;電磁閥實(shí)現(xiàn)煙條側(cè)長邊及端面的加熱;傳感器用于檢測電機(jī)尋零狀態(tài)、堵塞情況、煙條是否存在以及是否到達(dá)預(yù)定位置等信息。其中,本文新增的傳感器S1 被安裝在美容裝置起始位置,其主要功能是精確檢測是否有煙條進(jìn)入美容裝置,從而為后續(xù)的排空操作提供關(guān)鍵的數(shù)據(jù)支持。
在機(jī)器正常運(yùn)行狀態(tài)下,伺服編碼器跟隨主軸編碼器同步旋轉(zhuǎn),從而實(shí)現(xiàn)精確的運(yùn)動(dòng)控制。當(dāng)機(jī)器因故障或其他外部原因停機(jī)時(shí),主軸編碼器將停止轉(zhuǎn)動(dòng)。而該美容裝置能夠獨(dú)立于主軸編碼器,跟隨伺服編碼器繼續(xù)運(yùn)行,有效地執(zhí)行排空操作。這一設(shè)計(jì)不僅避免了煙條因長時(shí)間停留而導(dǎo)致外觀質(zhì)量下降的問題,還減少了原輔材料的浪費(fèi)。當(dāng)機(jī)器故障排除并恢復(fù)運(yùn)行時(shí),伺服編碼器能夠自動(dòng)與主軸編碼器重新嚙合,確保整個(gè)系統(tǒng)連續(xù)穩(wěn)定運(yùn)行。
2 軟件分析
為精確觸發(fā)排空操作,僅在需要排空的工位檢測到煙條時(shí)才執(zhí)行排空,本文在原有算法的基礎(chǔ)上引入一個(gè)傳感器S1 和一條移位鏈。該移位鏈用于判斷美容裝置中是否存在煙條。本文將伺服編碼器的一個(gè)完整旋轉(zhuǎn)周期(360°)定義為一個(gè)工位,并在每個(gè)伺服編碼器周期的起始點(diǎn)(0°)對(duì)移位鏈進(jìn)行移位操作。在此設(shè)定下,將煙條檢測傳感器S1 所在的位置記為第10 工位,根據(jù)美容裝置的結(jié)構(gòu),需要排空的工位范圍則界定為第10 至第20 工位,總計(jì)涵蓋11 條煙。結(jié)合美容裝置在主軸的啟動(dòng)相位,本文選擇在每個(gè)工位的330° 對(duì)該移位鏈進(jìn)行寫值操作。
當(dāng)伺服編碼器轉(zhuǎn)動(dòng)到330° 時(shí),系統(tǒng)可以讀取煙條檢測傳感器S1 的返回值并進(jìn)行判斷。圖2 為移位鏈置位流程圖。如果傳感器S1 未能檢測到煙條存在,則將該移位鏈中的第10 工位設(shè)置為0;如果傳感器S1 檢測到煙條并且機(jī)器處于正常運(yùn)行狀態(tài),則將該移位鏈中的第10 工位設(shè)置為1;如果傳感器S1 檢測到煙條并且機(jī)器處于排空模式,此時(shí)推桿電機(jī)不會(huì)動(dòng)作,導(dǎo)致煙條在該工位上持續(xù)停留,在這種情況下,則將該移位鏈中的第10 工位設(shè)置為0。同時(shí),為了精確地進(jìn)行排空操作,對(duì)第10 至第20 工位上的煙條進(jìn)行計(jì)數(shù)操作,將統(tǒng)計(jì)的數(shù)值記為count1。
在機(jī)器正常運(yùn)行狀態(tài)下,伺服編碼器正常工作,即伺服電機(jī)的嚙合、使能等信號(hào)均正常。當(dāng)輔機(jī)因故障停機(jī)或輔機(jī)處于待料狀態(tài)且主機(jī)停機(jī)時(shí),如果將輔機(jī)排空開關(guān)打開(此開關(guān)為軟件界面上的軟開關(guān),可根據(jù)實(shí)際生產(chǎn)需求靈活操作;若關(guān)閉此開關(guān),則機(jī)器不會(huì)執(zhí)行排空動(dòng)作),并且裝置到位、推桿動(dòng)作正常、氣缸動(dòng)作回退正常,煙條計(jì)數(shù)器count1大于0,則會(huì)啟動(dòng)一個(gè)計(jì)時(shí)器。該計(jì)時(shí)器默認(rèn)延時(shí)5 s(此延時(shí)時(shí)間可通過界面進(jìn)行調(diào)整,以適應(yīng)不同材料的需求),隨后啟動(dòng)美容裝置進(jìn)行排空動(dòng)作,界面會(huì)顯示相應(yīng)的提示信息“美容裝置正在排空”,直至煙條計(jì)數(shù)器count1 為0,即所有煙條均被排空。
如果美容裝置正在排空,當(dāng)遇到以下任意一種情形:輔機(jī)啟動(dòng)運(yùn)行、輔機(jī)處于待料狀態(tài)且感應(yīng)到通道有煙包進(jìn)入、推桿防護(hù)罩打開、伺服編碼器發(fā)生故障、氣缸動(dòng)作回退異常,系統(tǒng)將終止當(dāng)前的排空操作。同時(shí),用戶界面會(huì)顯示相應(yīng)的提示信息“美容裝置排空被終止”。
如果排空過程中斷是由于伺服編碼器故障或氣缸回退異常等原因,即此時(shí)輔機(jī)仍處于停止?fàn)顟B(tài),系統(tǒng)會(huì)進(jìn)一步檢查煙條計(jì)數(shù)器count1。若count1 大于0,即仍有煙條在美容裝置中,界面將顯示紅色警告信息“美容裝置需手動(dòng)取走煙條”。隨后,系統(tǒng)將啟動(dòng)一個(gè)延時(shí)計(jì)時(shí)器,若20 s 后機(jī)器仍未恢復(fù)運(yùn)行,系統(tǒng)將對(duì)移位鏈上存在煙條的工位進(jìn)行剔除標(biāo)記。待機(jī)器重新啟動(dòng)或再次進(jìn)入排空模式后,系統(tǒng)將利用稱重傳感器對(duì)被標(biāo)記剔除的工位進(jìn)行檢測,以判斷該工位上的煙條是否被取走。若檢測到煙條仍未被取走,裝置將執(zhí)行剔除動(dòng)作,以避免煙條因長時(shí)間加熱而受損。這一流程確保了美容裝置在異常情況下的安全性和煙條的質(zhì)量。
3 實(shí)驗(yàn)驗(yàn)證
本文采用TwinCAT3 編寫程序,并將程序下載至可編程邏輯控制器(programmable logic controller,PLC)中。通過3 種實(shí)例場景對(duì)本文提出的排空方式進(jìn)行驗(yàn)證。
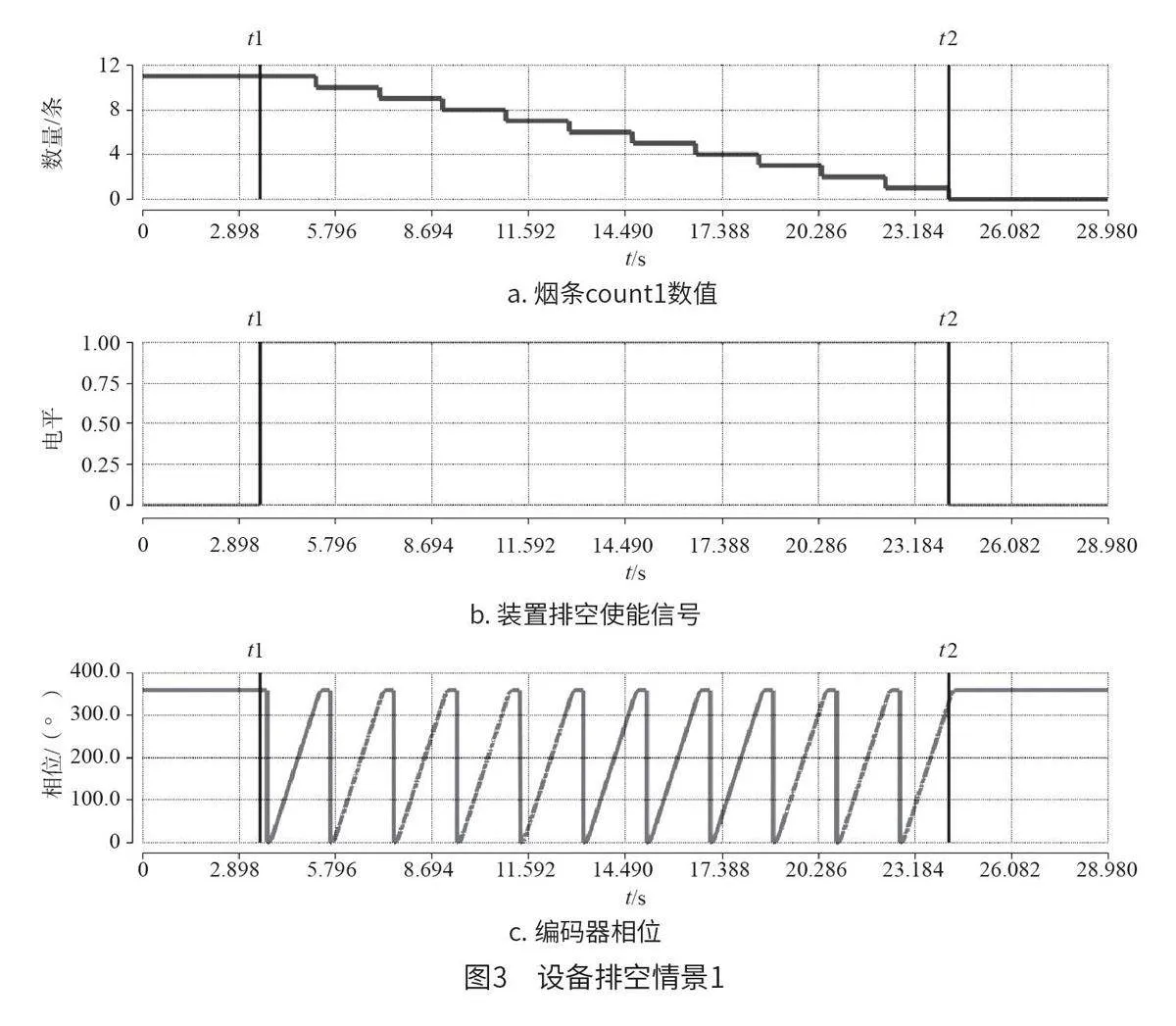
(1)設(shè)備排空情景1。在機(jī)器正常運(yùn)行狀態(tài)下,通道工位10 至工位20 上均有煙條。此時(shí)輔機(jī)因故障發(fā)生停機(jī),美容裝置滿足所有的排空條件,設(shè)備排空情景1 如圖3 所示。系統(tǒng)會(huì)啟動(dòng)5 s 延時(shí)計(jì)時(shí)器,計(jì)時(shí)結(jié)束后,會(huì)在t1 時(shí)刻進(jìn)行排空動(dòng)作。實(shí)驗(yàn)數(shù)據(jù)顯示,隨著編碼器的運(yùn)行,count1 的數(shù)值逐次減少1。當(dāng)count1 降為0 時(shí),即t2 時(shí)刻,排空動(dòng)作完成,總計(jì)排空11 條煙。
(2)設(shè)備排空情景2。在此情景中,僅在工位15 上放置一條煙來模擬特殊情況。當(dāng)設(shè)備進(jìn)行排空時(shí),設(shè)備排空情景2 如圖4 所示。在t1 時(shí)刻進(jìn)行排空,此時(shí)count1 為1,當(dāng)編碼器運(yùn)轉(zhuǎn)一圈后,該煙條由工位15 移動(dòng)到工位16,但由于尚未離開排空區(qū)域,count1 的數(shù)值保持不變。排空過程持續(xù)進(jìn)行,直至該煙條離開工位20,在t2 時(shí)刻排空結(jié)束。
(3)設(shè)備排空情景3。為了驗(yàn)證排空過程中斷和再啟動(dòng)的邏輯,在工位12 和工位13 上放置煙條。在排空過程中,通過啟動(dòng)機(jī)器來中斷排空,并使得一條煙被推進(jìn)美容裝置,設(shè)備排空情景3 如圖5 所示。在t1 時(shí)刻滿足排空條件,設(shè)備開始排空,此時(shí)coun4BEIC7eqrNk5Fw+tWCLx7Q==t1 為2。然而,在t2 時(shí)刻輔機(jī)啟動(dòng),導(dǎo)致排空動(dòng)作終止。在t3 時(shí)刻輔機(jī)再次停機(jī),滿足排空條件,系統(tǒng)等待5 s 后準(zhǔn)備再次排空。由于之前機(jī)器的動(dòng)作,使得一條煙被推進(jìn)美容裝置,因此工位10、17 和18 被標(biāo)記有煙條,導(dǎo)致count1 的數(shù)值增加至3。5 s 計(jì)時(shí)結(jié)束后,系統(tǒng)在t4 時(shí)刻再次進(jìn)入排空狀態(tài)。根據(jù)前文所述的邏輯,系統(tǒng)需要進(jìn)行11 個(gè)工位的排空。最終在t5 時(shí)刻完成整個(gè)排空過程。
4 結(jié)語與展望
本文基于YB915 型硬條外透明紙美容裝置,詳細(xì)闡述了該裝置自動(dòng)排空操作的設(shè)計(jì)和實(shí)現(xiàn)方法。通過3 種不同的實(shí)驗(yàn)場景,驗(yàn)證了排空方式的可靠性和靈活性。實(shí)驗(yàn)結(jié)果顯示,在各種工況下,該裝置均能準(zhǔn)確排空煙條,有效避免長時(shí)間加熱導(dǎo)致的煙條質(zhì)量受損。這一改進(jìn)不僅提高了生產(chǎn)效率,還增強(qiáng)了系統(tǒng)的穩(wěn)定性和安全性。未來,將進(jìn)一步優(yōu)化該設(shè)計(jì),以適應(yīng)更多復(fù)雜的生產(chǎn)環(huán)境,為工業(yè)自動(dòng)化領(lǐng)域的發(fā)展做出更大貢獻(xiàn)。