2 GPa熱成形座椅橫梁開裂失效分析及工藝研究
2024-06-26 09:34:56祁學軍王新坤陳嘉玥薛福元劉勇許夢琦
汽車工藝與材料 2024年6期
祁學軍 王新坤 陳嘉玥 薛福元 劉勇 許夢琦
作者簡介:祁學軍(1978—),男,高級工程師,碩士學位,研究方向為金屬材料及輕量化。
基金項目:湖北省科技重大專項課題(2022AAA001)。
參考文獻引用格式:
祁學軍, 王新坤, 陳嘉玥, 等. 2 GPa熱成形座椅橫梁開裂失效分析及工藝研究[J]. 汽車工藝與材料, 2024(6): 17-23.
QI X J, WANG X K, CHEN J Y, et al. Analysis and Process Research on Cracking Failure of 2 GPa Hot Formed Seat Cross Beam[J]. Automobile Technology & Material, 2024(6): 17-23.
摘要:為解決2 GPa熱成形材料沖壓的座椅橫梁零件焊接后出現批量開裂的問題,經分析,該零件開裂為氫脆致裂,通過追查零件工藝發現引起零件氫脆開裂的原因為加熱溫度過高、加熱時間過長、零件轉移時間過長,通過正交設計改進零件不同的熱沖壓工藝組合并試制零件進行驗證,最終確認2 GPa鋁硅鍍層熱成形零件的熱沖壓工藝窗口為熱成形的奧氏體化爐內露點須低于-5 ℃,加熱時間為3~13 min,加熱溫度為880~940 ℃。
關鍵詞:2 GPa熱成形 氫脆開裂 熱成形工藝 軟模試制
中圖分類號:U465.1+1? ? 文獻標志碼:B? ? DOI: 10.19710/J.cnki.1003-8817.20240128
Analysis and Process Research on Cracking Failure of 2 GPa Hot Formed Seat Cross Beam
Qi Xuejun, Wang Xinkun, Chen Jiayue, Xue Fuyuan, Liu Yong, Xu Mengqi
(Voyah Automotive Technology Co., Ltd., Wuhan 430056)
Abstract: To address the issue of batch cracking of seat crossbeam parts stamped with 2 GPa hot forming material after welding, this article analyzed and found that this part was cracked caused by hydrogen embrittlement. Through tracing the parts process, it was found that hydrogen embrittlement cracking was caused by factors such as high heating temperature, long heating time, and long part transfer time. Through orthogonal design, different hot stamping process combinations of parts were improved to verify the prototyped parts, it was finally confirmed that for the 2 GPa hot formed parts with hot stamping process window in hot-formed austenitizing furnace, dew point temperature shall be under -5 ℃, heating time of 3~13 min, and heating temperature of 880~940 ℃.
Key words: 2 GPa hot forming, Hydrogen embrittlement cracking, Hot forming process, Soft mold
1 前言
近年來,隨著電動汽車的發展,汽車零件的輕量化、高強化、集成化設計越來越重要,熱成形鋼在車身上的使用比例大幅提高,國內電動汽車熱成形鋼占車身的使用比例可達30%,使用熱成形材料的零件有B柱、A柱、縱梁、中通道、頂蓋橫梁等,幾乎涵蓋所有車身結構件,目前主機廠主要使用1 500 MPa的22MnB5熱成形材料,由于輕量化的需要,近年來2 GPa熱成形材料逐步應用。氫脆是目前制約2 GPa熱成形鋼應用的主要問題之一。氫脆是指因氫原子的滲入導致金屬機械強度降低、韌性下降,同時導致亞臨界裂紋擴展的現象[1]。研究表明,由于高強鋼及超高強鋼的高強度[2]和馬氏體組織[3-4],氫脆敏感性更高。
某車型前座椅第1、第3橫梁設計選材均采用2 GPa帶鋁硅鍍層的熱成形材料,在樣車試制階段,發現該車型有10余臺白車身前座椅第1、第3橫梁與門檻加強板邊緣焊接搭接處拐角位置出現開裂,開裂位置相似,裂紋大小及形態不完全相同,首先對該問題進行原因分析。
2 座椅橫梁批量開裂原因分析
2.1 問題背景
某車型前座椅橫梁總成中部分零件采用2 GPa帶鋁硅鍍層的熱成形材料,如表1、圖1所示,在樣車試制階段,發現該車型使用的7個2 GPa零件在MULE車制造過程中出現開裂,零件在熱沖壓后完好,但在點焊后放置一段時間或裝配在車身上后出現開裂。開裂問題主要出現在厚度為1.6 mm和2.0 mm的零件上,其中,厚度為1.6 mm的零件開裂最嚴重,厚度為2.0 mm的零件次之。統計10臺白車身可知:厚度為1.6 mm的零件有9個開裂,厚度為2.0 mm的零件有2個開裂,厚度為1.4 mm和1.8 mm的零件可視段未發現開裂,兩端被連接件覆蓋,無法查看開裂情況;開裂區域主要存在于零件兩端與門檻件點焊搭接位置,原因推測為此區域有相比于其他區域更嚴重的應力集中,具體斷裂如圖2所示。
2.2 生產工藝
目前,該失效零件為軟模試制開發件,采用箱式爐加熱,無露點控制,模具冷卻方式為自然冷卻。加熱工藝中,加熱溫度為930~940 ℃,加熱時間為15 min,保壓時間為3 min,沖壓完成后采用激光切割加工。所使用的加熱爐、壓機(1 000 t)、激光割機分別如圖3、圖4、圖5所示。
2.3 零件測試與分析
2.3.1 零件材料成分
對已經成形的零件進行取樣,采用直讀光譜儀進行測試,標準及測試結果如表2所示。
對比測試結果和標準可知,零件原材料的化學成分符合標準要求。
2.3.2 零件硬度測試
硬度測試按照GB/T 4340.1—2009《金屬材料 維氏硬度試驗 第1部分:試驗方法》要求進行測試,使用的測試設備型號為WILSION。零件硬度值要求為520~640 HV10,測試結果如表3所示。
對比測試結果和標準要求可知,零件硬度符合標準要求。
2.3.3 零件折彎角
零件折彎角按照VDA 238-100(07/2020) Pl?ttchen-Biegeversuch für metallische Werkstoffe / Plate Bending Test for metallic materials要求測試,測試設備為Zwick設備,測試結果如表4所示。
2.3.4 零件金相組織及鍍層分析
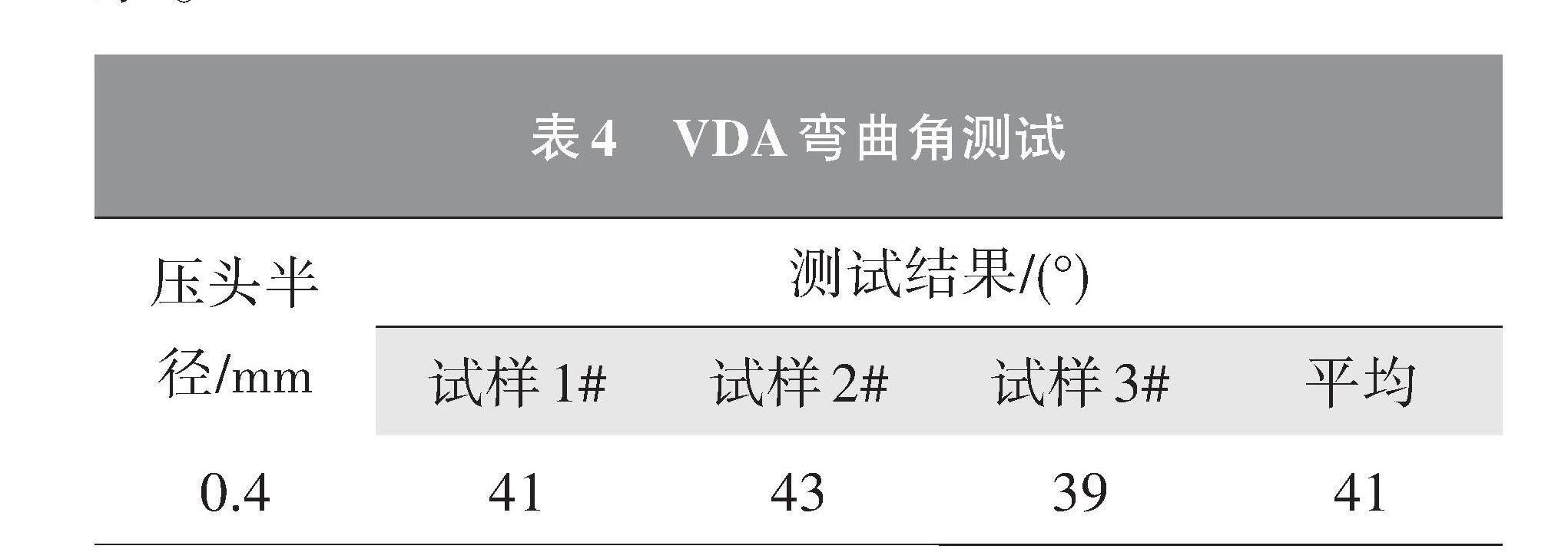
截取失效零件斷口附近一小塊樣品,取其橫截面進行鑲嵌制成試樣,樣品經處理后按照GB/T 13298.1—2015《金屬顯微組織檢驗方法》進行金相分析,金相分析結果如圖6所示,其金相組織為全馬氏體組織;針對其鍍層進行金相分析,光學顯微鏡分析顯示鍍層結構未見合金擴散層,如圖7所示;而熱成形后的正常擴散層厚度≤15 μm,如圖8所示。
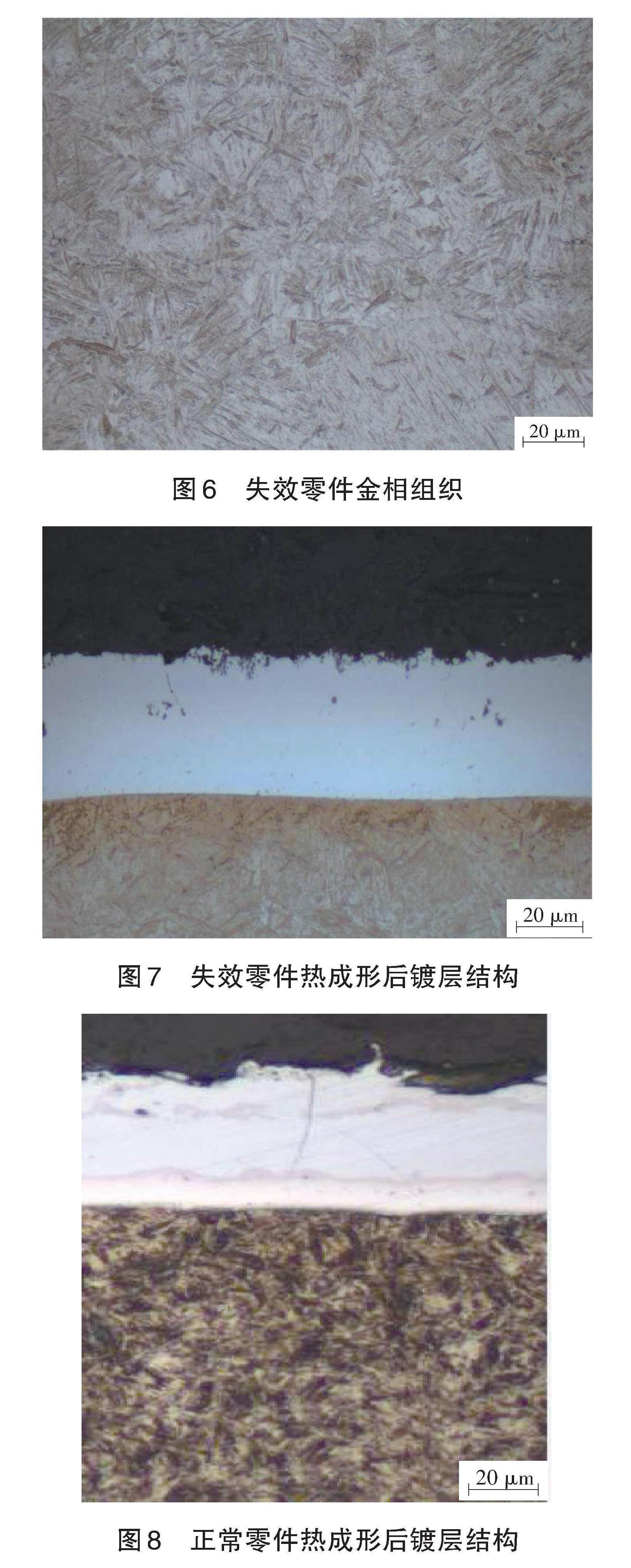
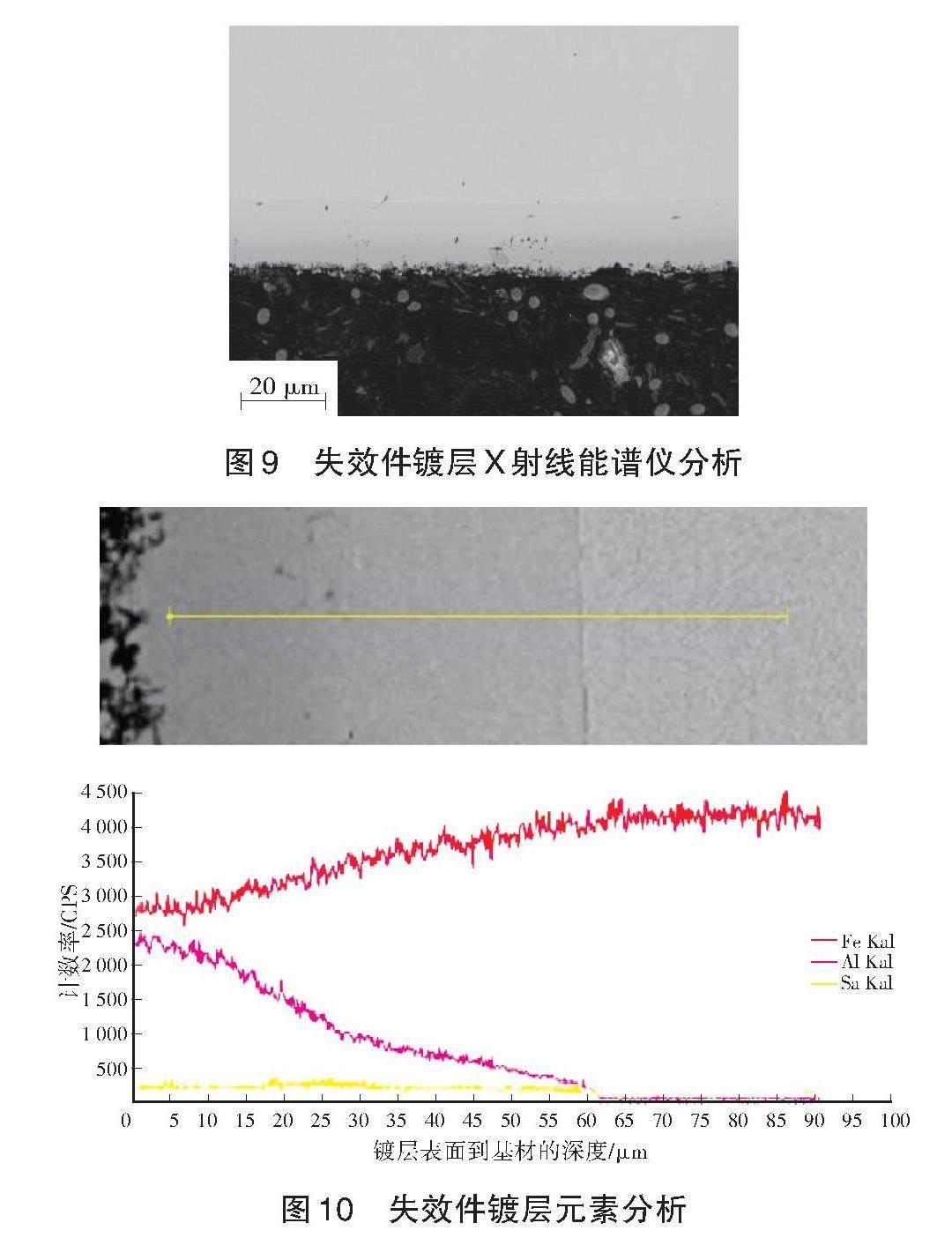
對失效件的鍍層進行掃描電子顯微鏡(Scanning Electron Microscope,SEM)分析,如圖9、圖10所示,鐵已經擴散至整個鍍層范圍,說明失效熱成形零件的加熱溫度過高,加熱時間過長[5]。
2.3.5 氫脆延遲斷裂分析
按照ASTM G39-99(2021) Standard Practice for Preparation and Use of Bent-Beam Stress-Corrosion Test Specimens,采用四點彎曲法進行氫脆延遲斷裂分析測試,樣品在四點彎曲裝置上加載應力并在空氣中放置72 h后不開裂即為合格樣品。
在失效件零件斷口附近取氫脆試樣2件,樣品尺寸為110 mm×40 mm;另外在與失效零件同批次卷號原板料中,取350 mm×350 mm板料,按正常熱處理工藝進行平板淬火后再取氫脆樣品2件。
測試后發現,失效零件試驗樣品加載3.5 h后出現氫脆延遲開裂,與失效件同批次的板料試驗樣品加載72 h后不開裂,如圖11、圖12所示。
2.3.6 斷口SEM分析
在圖13零件裂紋處取樣并進行SEM分析,斷口微觀形貌為冰糖狀沿晶脆性斷口,顯示斷口為脆性斷裂,如圖14所示。
2.3.7 應力
零件經線切割后應力釋放,出現結構偏轉。圖15中的1號、2號和3號位置均存在較大應力,其中1號位置存在裂紋,2號、3號位置未達到臨界應力,無裂紋,但有較高斷裂風險。
2.3.8 分析與結論
失效零件的化學成分、金相、硬度和彎曲角均符合標準要求,失效零件抗氫脆延遲性能不合格,斷口形貌特征表現為脆性斷裂。綜上,失效零件在點焊完成并放置一段時間后出現的開裂屬于氫致延遲開裂,原因主要有以下4點:
a.熱成形工藝超出熱沖壓工藝專利窗口范圍,加熱時間過長、溫度過高,增加了氫脆的風險,同時導致擴散層侵入整個鍍層;
b.零件在點焊后存在較大應力,開裂位置受應力影響發生延遲開裂,未開裂的應力增大位置也存在延遲開裂風險;
c.模具冷卻方式為空冷,提供了氫的來源;
d.加熱爐無露點控制,存在露點過高的風險。
3 零件熱沖壓工藝驗證
以上分析說明,2 GPa熱成形零件氫脆開裂的影響因素有熱沖壓加熱時間、加熱溫度、轉移時間、冷卻方式、露點控制等。在考慮軟模工藝設備及軟模零件的局限性的前提下,采用空冷方式、無露點控制和轉移時間固定的情況下,僅考慮加熱溫度、加熱時間對2 GPa熱成形零件氫脆性能的影響。
取同批次板料進行平板淬火熱沖壓,改變加熱溫度、加熱時間,形成不同熱沖壓工藝組合的試驗板料,經工藝探索及正交試驗組合設計,選取表5所示的4種工藝組合,每組合制作3塊樣品,尺寸為300 mm×300 mm。
從表4所示的4種組合熱成形板料中取試樣,分別進行力學性能、鍍層、金相及抗氫脆性能比較。
3.1 抗氫脆性能
按照ASTM G39-99(2021),采用四點彎曲試驗方法,加載載荷后在空氣中放置72 h,試件不開裂則視為合格。每種組合樣品取2個試驗樣品,編號為b的樣品分別在放置4.25 h和6.5 h后發生斷裂,如圖16所示,樣品a、樣品c、樣品d在72 h內均未發生斷裂。
3.2 鍍層結構分析
在光學顯微鏡下分析每種組合試驗樣品鍍層結構及厚度,結果如表6及圖17所示。
由表6及圖17可知:樣品a的鍍層正常;樣品b的中間層過分長大,熱處理時間過長;樣品c、樣品d的中間層過大或接近上限(15 μm),熱處理溫度過高。
3.3 力學性能
針對a、b、c、d工藝組合試樣進行拉伸試驗及硬度試驗,測試結果如表7所示。
測試結果表明,4種組合樣品報告的抗拉強度均高于1 800 MPa。按實際鍍層厚度計算,去除鍍層影響,4種樣品烘烤后的強度均符合定義設計要求。
3.4 金相組織
對a、b、c、d樣品進行金相分析,均為均勻馬氏體+少量鐵素體組織,為正常組織,如圖18所示。
4 分析與結論
對失效零件分析后,確認原熱沖壓工藝加熱溫度為930~940 ℃,加熱時間為15 min,保壓時間為3 min,導致零件出現氫脆延遲斷裂失效,4種工藝組合熱沖壓板材,經試驗后發現,a、b、c、d樣品的強度、硬度均符合定義要求,金相組織亦為正常組織,但樣品b出現氫脆試驗不合格,樣品c、樣品d鍍層中間層結構厚度接近上限,均不符合要求,樣品b再次確認,盡管零件性能滿足定義要求,但熱沖壓工藝中加熱時間過長仍然會導致零件氫脆延遲斷裂失效。
經過試驗組合,為避免攝入過多的氫和嚴重的延遲斷裂風險,確認2 GPa AS150熱成形材料熱處理工藝點如下:
a.熱成形的奧氏體化爐內露點必須低于-5 ℃;
b.必需按照圖19[6]所示的熱成形工藝窗口進行生產;
c.熱處理爐內為干燥空氣,不允許使用任何保護性氣體;
d.零件必須采用激光切割;
e.不允許在熱成形過程中采用接觸式水冷模具進行淬火。
5 結束語
本文結合熱成形件軟模試制工藝限制,根據試制實際情況,通過研究2 GPa熱成形材料加熱溫度、加熱時間對成形結果的影響,確定了加熱溫度、加熱時間對熱成形結果的影響程度,規范了試制階段熱成形要求。
2 GPa熱成形材料在汽車上的應用發展較慢的主要原因之一是氫脆延遲開裂,隨著國內新能源汽車的快速發展,針對2 GPa熱成形零件的開發應用已經領先國外,國內量產應用在新能源汽車上的2 GPa零件包括地板橫梁、A柱、B柱本體、雪橇板、門環Patch板等零件,目前正在研發2 GPa一體式后下車身骨架、2 GPa一體式激光拼焊門環等集成零件。
參考文獻:
[1] LYNCH S. Hydrogen Embrittlement Phenomena and Mechanisms[J]. Corrosion Reviews, 2012, 30(3/4): 105-123.
[2] VENEZUELA J, LIU Q L, ZHANG M X, et al. A Review of Hydrogen Embrittlement of Martensitic Advanced High-Strength Steels[J]. Corrosion Reviews, 2016, 34(3): 153-186.
[3] ZHOU P W, LI W, ZHAO H S, et al. Role of Microstructure on Electrochemical Hydrogen Permeation Properties in Advanced High Strength Steels[J]. International Journal of Hydrogen Energy, 2018, 43(24): 10905-10914.
[4] JI S K, YOU H L, LEE D L, et al. Microstructural Influences on Hydrogen Delayed Fracture of High Strength Steels[J]. Materials Science & Engineering A, 2009, 505(1): 105-110.
[5] 馬聞宇, 李學濤, 鄭學斌, 等. 熱處理工藝對鋁硅鍍層熱成形鋼組織性能的影響[J]. 中國冶金, 2022, 32(5): 109-115.
[6] 安賽樂米塔爾法國公司. 涂覆的鋼帶材、其制備方法、其使用方法、由其制備的沖壓坯料、由其制備的沖壓產品和含有這樣的沖壓產品的制品: CN101583486B[P]. 2014-08-27[2024-04-01].
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
石油化工應用(2014年8期)2014-03-11 17:40:03
終身教育研究(2014年5期)2014-02-28 01:23:06