耐高溫巖板用鉻-鐵黑配方設計及產品缺陷分析
2024-06-06 11:22:47秦威
佛山陶瓷 2024年5期
秦威

摘 要:本文主要闡述了用于陶瓷巖板生產用的耐高溫抗氧化性能好的無機顏料鐵-鉻黑尖晶石顏料配方的設計的理論基礎和原料的選擇要點,以及生產工藝環節中需要注意的事項和后期加工工藝的控制要點。就針對陶瓷巖板生產過程中容易出現的黑心和夾生等質量缺陷問題產生的原因進行了分析,并提出了可行的解決方案。
關鍵詞: 耐高溫;抗氧化;鉻-鐵尖晶石;黑色;巖板;市場;缺陷
1前言
陶瓷巖板和大板的盛行為陶瓷坯體顏料提供了新興的增長市場需求,陶瓷巖板主要用于家居、廚房板材領域。作為家居領域的新物種,巖板家居相比其他家居產品,具有規格大、可塑造性強、花色多樣、耐高溫、耐磨刮、防滲透、耐酸堿、零甲醛、環保健康等特性。特別是近年流行黑白灰色調為陶瓷黑色顏料的盛行奠定了市場基礎。陶瓷巖板,英文描述是SINTERED STONE,意思是“燒結的石頭” , 是由天然原料經過特殊工藝,借助萬噸以上壓機壓制(超過15000噸),結合先進的生產技術,經過1200℃以上高溫燒制而成,能夠經得起切割、鉆孔、打磨等加工過程的超大規格新型瓷質材料,可加工屬性是陶瓷巖板的一個標志性物理指標。
相比傳統陶瓷大板產品,大規格陶瓷厚巖板的生產工藝和技術要求更高。2019年-2020年期間,廣東巖板生產線的“上新高峰”,基本上也是“除舊換新”需求下的“最優解”。根據統計,2022年,廣東巖板生產線已達71條,占全國巖板生產線(99條)72%。必須指出的是,陶瓷大板≠巖板,能夠生產大板的企業不一定能夠生產出巖板,對比陶瓷大板,巖板可鉆孔、可打磨、更方便切割,適合做各種造型,陶瓷大板雖然形狀跟巖板類似,但是在材料特性和功能上存在一定差別。因此,適用于陶瓷巖板生產的耐高溫抗氧化性能好的鉻鐵黑類產品具有特定的市場需求和影響到巖板的最終品質。
因此,市場上對于陶瓷巖板用黑色顏料來說,并不是所有的鉻鐵黑顏料都能適用于陶瓷巖板類產品。而大板類產品對于陶瓷鉻鐵黑顏料的技術指標要求也不盡相同。陶瓷巖板用鉻鐵黑色必須具備耐高溫抗氧化性能好。另外,由于巖板產品應用于廚房等接觸食品類,因此,巖板黑色顏料還必須環保,對于重金屬和有害物質等滲出有嚴格的指標。
2巖板黑色配方設計及生產控制
2.1鉻-鐵尖晶石配方理論基礎及配方設計
尖晶石是由二價金屬氧化物和三價金屬氧化物按摩爾比1:1形成的礦物的總稱。化學通式為MO·R2O3(MR2O4),其中M可以是Mg2+、Fe2+、Zn2+、Mn2+等,R可以是Al3+、Fe3+、Cr3+等。根據組成中三價離子的不同,分為尖晶石系列(鋁尖晶石)、磁鐵礦系列(鐵尖晶石)、鉻鐵礦系列(鉻尖晶石)等三個系列。陶瓷色料產品中的黑色類大致分為坯體黑色和釉用黑色。釉用黑色通常為鐵-鉻-鈷-鎳-錳結構,又或者是鐵-鉻-鈷結構的用于陶瓷墨水色素。而坯體黑色基本就是鐵-鉻結構單一尖晶石著色體。釉用黑色屬于復合著色體,因為釉料中存在更多的鉀鈉鈣鎂以及液相的反應,因而對于單一的鐵-鉻結構的坯體黑色很難不被液相中的游離鉀鈉鈣鎂溶解反應破壞單一的鐵鉻尖晶石結構,所以在大部分的釉料中,坯體黑色呈現出著色力弱的特點。但是釉用黑色基于復合著色的特點,在釉料和坯體當中基本上都是有著色飽和度的。
實際生產中,出于生產成本控制和技術指標中耐高溫抗氧化性能好等考慮,基本上可以排除巖板黑使用復合著色體系的配方。鐵-鉻單一尖晶石結構分子式FeCr2O4(AB2O4),可以看作成分中的氧化亞鐵與三氧化二鉻的摩爾比為:1:1,理論上來說,配方中引入的氧化亞鐵與三氧化二鉻重量比為:71.84:151.99,為了方便大家參考換算成百分重量比就是:氧化亞鐵32g,三氧化二鉻68g。但是實際生產中使用的是氧化鐵紅即三氧化二鐵單位摩爾質量為159.68,而氧化亞鐵的單位摩爾質量比為71.84,所以理論上來說,如果使用三氧化二鐵來代替氧化亞鐵來引入配方的話,折算后使用量在14.39g。由于氧化鉻綠的成分99.9%的三氧化二鉻,這里可以直接1:1的引入。綜上所述,要想合成理論上的鐵-鉻尖晶石體需要的重量配比是高純度的99%含量三氧化二鐵14.39g,三氧化二鉻68g。
2.2巖板黑原料配比及材料選擇
目前,國內陶瓷顏料基本上采用的固相合成法,即采用各種氧化物原料按照配方配比經過混合之后,通過高溫煅燒后合成。因此,物料的原始細度以及混料工藝對于最終的顏料發色和色相飽和度影響非常大。巖板黑根據理論數據,生產中下料配比大致地可以換算成99%含量氧化鐵紅17.5%,99%含量的氧化鉻綠82.5%。但是出于成本質量的考慮,目前陶瓷色料生產廠家基本上會將氧化鉻綠的含量適當地降低處理。比如目前市場中常見的巖板黑類產品的氧化鉻綠含量基本在50%-80%之間。因此市場銷售價格上也是有較大的差異。
綜上而言,單就鐵-鉻單一尖晶石配方來說的話,保證鉻綠含量80%以上是高檔鉻-鐵黑的一個重要指標之一。但是并不代表一定是合格和性價比高的巖板黑。假如使用低含量的氧化鉻綠或者是鉻渣含量80%-90%的,通過添加少量的鐵紅,在鉻綠指標上也能夠達到80%的指標線,但是不一定就能夠在所有巖板上面使用,生產中容易產生質量缺陷。這也涉及后期重金屬微量元素和游離態6價鉻浸出物質含量的超標等。
因此,高檔巖板黑的原料選擇上,氧化鐵紅和氧化鉻綠盡量使用國標產品。其中,氧化鉻使用99.9%以上產品。鐵紅類產品根據色調的不同,通常使用G190和G130類鐵紅產品。
2.3巖板黑顏料的燒成與工藝控制
對于固相合成法來生成色料來說,有幾個關鍵點。第一原料的初始的粒徑,第二物料的混合均勻程度,第三升溫曲線和保溫時間,第四后期的加細打粉。
(1)原料的初始粒徑,目前市場中的氧化鐵紅和氧化鉻綠的粒徑和細度基本上可以滿足325目篩余1%左右的要求,但是對于巖板黑色來說,特別是對于氧化鉻綠的加工處理這一塊,還是有工藝可以提升的,通過氣流磨或者其他方式,將氧化鉻綠的粒徑處理到D90在1u左右時,既可以降低合成色料時的煅燒溫度,而且促使反應更加完全,增加色料的飽和度,提高藍度值。
(2)色料行業目前的混料方式,特別是坯體色料來說,基本上使用球磨機和梨刀式混料機來進行一個生料的混合。對于巖板黑色來說,如果是處理過原料的初始粒徑,那么直接使用梨刀式混料機來混料問題不大。由于鐵紅原料的粘性較大,并不適合于球磨機來混合生料。所以,對于物料經過梨刀式混料機混合之后,再經過爪式打粉機打粉混合效果應該會更好。也可以保持原料出廠粒徑進行混料工藝,再使用重力微粉機進行微粉加細工藝精細拌勻也是可以的。但是出于鐵紅的粘性問題,結合實際生產情況來看,將氧化鉻綠預先進行氣流磨打粉處理后,直接同鐵紅混合使用梨刀式混料機攪拌最省時間和精力。
(3)巖板黑色的煅燒升溫曲線上,按照正常的升溫速度來進行即可,保溫時間上基本在5-6h即可。由于巖板黑色低于是否夾生作為主要的參考因素,所以在煅燒溫度上有所講究,即煅燒溫度要高于普通的坯體黑色色料,要將鐵鉻形成穩定的鐵鉻尖晶石結構,另外對于未參與反應完全的氧化鐵和氧化鉻要經過高溫形成固溶的鐵鉻合金的狀態。所以,在煅燒的溫度上,基本上測溫錐溫度在1270-1290℃左右,使用測溫管檢測溫度應該在1300-1320℃左右。物料的表象來看,燒成后的物料離開匣缽壁1-2cm左右為佳。另外,裝窯時不允許按壓物料。使用有排氣缺口的高溫匣缽,氣氛為氧化氣氛。
3巖板黑后期加工及黑色顏料市場分析
3.1巖板黑加工及設備選擇
由于經過高溫煅燒,特別是含氧化鉻超過50%的巖板黑色的外觀已經開始略帶藍灰色調,而對于60%-70%左右的巖板黑色配方來說,巖板黑色物料的外觀將會呈現出帶綠調的黑灰色。目前市場中對于坯體色料的加細機器,主要有重力橫式微粉機(刀片式)和浙江產的豎式微粉機(滾輪式)。2種機器的區別是,刀片式的加工效率高,但是對于硬質粉料存在打不碎,造成粉料的D90中粒徑分布不均勻,粗顆粒過多,要將粉料打細至325目全通過較難,最佳效率能耗點是325目篩余0.3%以內。滾輪式的可以通過風選機來進行調節選擇粒徑,可以保證過硬的物料在細度沒有達到要求的時候留存在加細艙里繼續粉碎,對于粒徑的加細選擇范圍大,最細可以調至1000目左右,既可以保證粉料可以325目全通過。但是效率相對刀片型機器慢一些。
球磨機,特別是連續式球磨機對于較硬的陶瓷粉料的加工有以下幾個優點:首先是可以保證物料批次的穩定性,對于粒徑的控制較為準確,粉料球磨過程中進行了2次均化處理。其次,通過球磨加細工藝可以改變物料的發色性狀,比如藍灰色調的坯體黑色,經過球磨加細處理后,通過延長球磨時間可以增加物料的紅度值,進而提高物料的飽和度。簡單理解為物料出窯時很淺很灰色調,通過球磨機加細后可以增加黑度和飽和度。即同一個配方產品和相同溫度煅燒,通過后期球磨工藝加細時的不同球磨時間控制,可以衍生出一個藍色調的產品,和一個偏向紅色調的產品,兩者可以相互調和。
3.2巖板黑及黑色系列顏料市場需求分析
目前,國內市場對于巖板大板類黑色顏料的需求占到坯體色料市場需求總量70%以上。特別是近年市場開始流行黑白灰色調的主流產品以來,坯體色料中鈦黃等紅色系列產品需求直線下降。當前國內市場的整體坯體黑色的需求在3500-4000噸/月左右。其中我們以正常的99%以上氧化鉻綠生產的高檔坯體黑色的市場在1200-1500噸左右。另外,中檔的以10-18元每公斤的坯體黑色類產品主要使用的85%-92%之間的氧化鉻綠類產品。當然,國內市場中的坯黑類產品也有使用經過提純處理過的鉻鐵粉作為原料,其中氧化鉻的含量可以達到80-85%左右,剩余部分為氧化鐵。這類經過處理的高純鉻鐵粉的市場銷售價格低于10000元每噸時還是有一定的市場價格優勢的。另外一部分使用鉻渣以及南非鉻礦類生產的1萬元每噸以下的產品,相對來說主要在大板以及3mm的巖板中的使用。
值得注意的是,今年市場對于2000-3000元每噸的坯體黑色的需求較旺盛,基于市場對于地鋪石等類似產品的需求,5000元每噸類的坯體黑色主要傾向于藍色調。而傳統的10000元-15000元每噸的坯體黑色色料的主打市場在大板類產品市場,從今年的潭州展會以及近期的陶博會來看,3.5mm薄板以及2cm以下的巖板類產品使用10000元-15000元每噸左右的產品已經存在。市場中的高檔巖板黑色的潛在市場主要是在生產厚板類的企業,以及知名的陶瓷品牌廠才會使用23000-26000元每噸的坯體黑色類產品。
4陶瓷巖板黑生產缺陷分析及解決方案
陶瓷巖板與大板等之前的瓷磚類產品最大的特點之一就是尺寸以及厚度的增加,常見巖板的厚度介于1-2cm之間,規格上最大有1600mm×3600mm等。巖板的厚度規格和燒成制度也會在較大程度上影響黑色色料的發色性能,主要對應的產品缺陷就是夾心和鼓泡,厚度和尺寸越大越容易出現該類缺陷。而且,大規格的巖板類產品出現切割裂等應力缺陷都跟坯釉結合和色料與坯體的結合有很直接的關系。因而,容易導致生產缺陷和影響高檔巖板物理加工和化學指標的巖板黑顏料需要注重每一個生產工藝環節。
4.1巖板夾生和黑心情況分解
夾生一般認為是由于燒成過程中氧化不充分導致的。巖板的厚度越大,溫度及氣氛越不容易擴散到內部,導致內外工藝環境相差較大,反應充分程度差異也越大。實踐生產中,巖板可能出現的生產質量缺陷情況根據不同的坯體配方體系不同,以及使用的巖板黑顏料的配方原料不同,而應該區分對待。首先是需要分清質量缺陷的巖板大板是黑心還是夾心:
1.黑心是因為氧化不夠充分,造成坯體中心層的有機物、碳素、單價鐵、二價鐵呈現黑灰色而造成的。
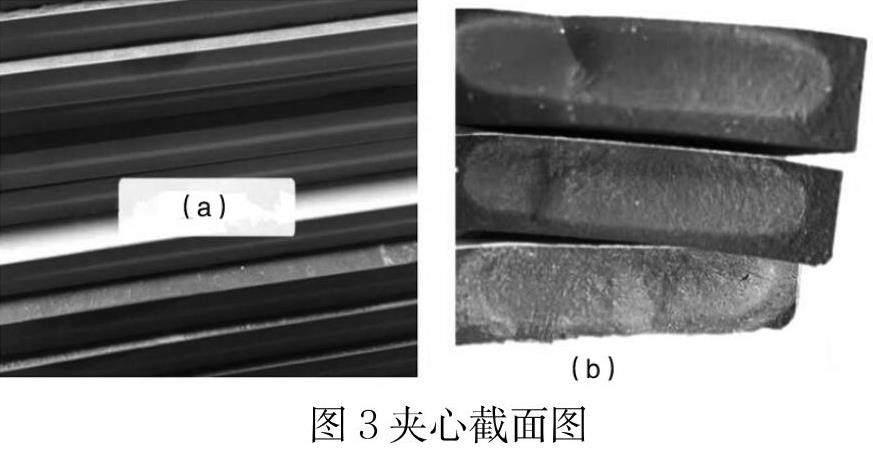
2.圖3是某大板企業和某巖板企業的夾心截面圖,從這兩幅圖看得出坯體中心層呈現黃紅色,顯示鐵為Fe2O3的形態。
因此說:夾心現象的本質是未燒透,未燒熟。
4.2巖板燒成工藝對于質量缺陷的影響及解決方案
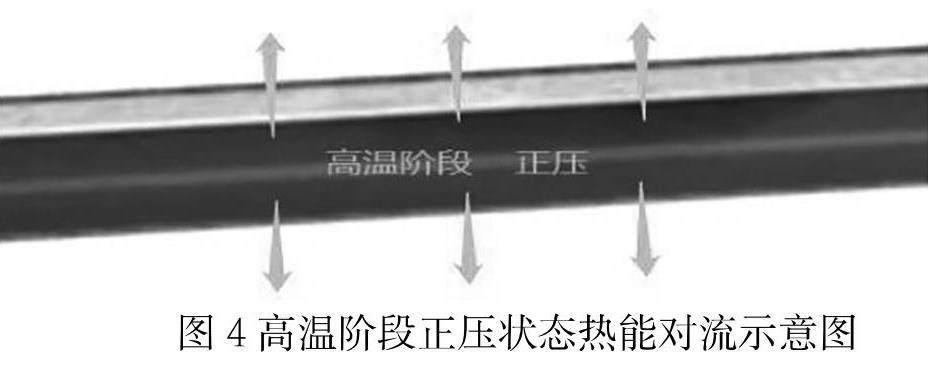
陶瓷都是經過高溫煅燒的產品,而且巖板產品具有厚度高,規格大等產品特點。原料熱傳遞的方式:對流、傳導。當燒成進入玻化成瓷后半高溫階段時,窯爐內壓力為正壓狀態,窯爐的高溫熱能本應能以對流的方式滲進坯體中心層,但因氧化分解階段未能把分解氣體排空(見圖4),造成坯體內部仍處于正壓排氣狀態,讓正壓高溫熱能無法滲入,熱量傳遞只有傳導而無對流,從而造成坯體中心受能不足而未燒熟。
夾心的根本原因是在陶瓷表層封閉氣孔前,未能把坯體中的分解氣體排完,因此提出以下解決措施:
(1)讓陶瓷表層氣孔延遲封閉
a.減少FeO及游離Fe2O3,當坯中存在游離石英及堿金屬熔劑時, FeO(Fe2O3)˙SiO2在900℃時開始出現液相,因此坯體黑色料中應減少Fe2O3的引入,最好不要超過38wt% ,同時氧化鐵紅粒徑要求400目全通過,配料要混合均勻且燒成要夠時間,這樣保證Fe2O3充分反應且不過剩。
b.提高坯釉的始熔點。坯體不要引入低熔點或容易形成低共熔點的原料,如玻璃粉、釩鈦磁鐵礦、含鐵銅多的泥沙,游離石英,少使用酸性原料,以免加入過多含鈉減少水劑。
(2)充分排氣及提前燃燒有機物
c.坯體原料不要有高溫才能分解的硫酸鹽等物質,少有中高溫才能分解的碳酸鹽等物質。碳酸鹽、硫酸鹽的存在既是產生高溫分解氣體的罪魁禍首,同時因分解吸熱造成中心層的溫度更進一步降低,進一步惡化延遲分解反應。
氧化氣氛中,以下物質的分解溫度
MgCO3——→ MgO + CO2↑900℃以上
CaCO3 ——→Ca O + CO2 ↑900℃以上
MgCO3CaCO3 ——→MgO + CaO + 2O2↑1000℃以上
CaSO4——→ CaO + SO3↑1200℃以上
Na2SO4——→ Na2O + SO3↑1250℃以上
2Fe2O4——→ 4FeO + O2↑1250℃以上
注意:①窯爐儀表顯示溫度與坯體中心層有很大溫差,特別是分解排氣階段,所以即使900℃開始分解的物質在1050℃前也很可能未完全分解。
②即使硫酸鹽要1250℃才快速分解,但如果坯中有碳素的情況下,反應會提前許多。
③開始分解的溫度與完全分解的溫度存在100~200℃的溫差。
④ 500~1050℃溫度段,要保持強氧化負壓操作,讓物質充分氧化分解排氣。
當然導致巖板出現夾心的情況還有許多其他的因素,受篇幅影響不能以偏概全。
5總結
陶瓷行業的每次技術升級都是從機械設備開始的,具體到終端產品的瓷磚及巖板類產品來看,作為表面裝飾材料的陶瓷墨水以及釉料和坯體顏料來說,在關鍵技術節點上起到非常關鍵的作用。特別是巖板類產品的物理技術參數的升級以及對于可加工屬性的要求,對于陶瓷顏料提出了新的要求。包括巖板黑類產品首先需要解決的是耐高溫抗氧化性能好適應快燒等綜合技術指標要求。另外,就是巖板的居家及應用到廚房食品接觸,進一步對于傳統陶瓷色料行業廠家對于色料產品的重金屬控制和有害物質滲出管理等提出了新的要求。也就是說陶瓷顏料不僅是生產環節要求環保,終端色料產品也必須符合環保要求。
陶瓷巖板黑的配方設計上,更加注重原材料的選擇和品質的控制。其次,對于原料的混合和煅燒工藝中采用的窯爐也是有一定的要求。必須保證原料在氧化氣氛條件下充分的反應和給予充足的固相反應時間。也就是說煅燒窯爐和煅燒升溫曲線及保溫時間也是需要重點去關注的。值得注意的是,色料產品應用在瓷磚上面依舊非要關注瓷磚產品的坯體配方中的鉀鈉鎂鈣等對于巖板黑色料的影響。色料生產企業不能僅僅考慮色料本身的配方原料問題,還要結合陶瓷廠家使用條件和環境來針對性地進行配方的調整。