空壓機螺桿轉(zhuǎn)子快速增材成形工藝及試驗分析★
2024-05-27 14:31:08趙佳磊
現(xiàn)代工業(yè)經(jīng)濟和信息化 2024年2期
關(guān)鍵詞:方向
趙佳磊
(西安航空職業(yè)技術(shù)學(xué)院, 陜西 西安 710089)
0 引言
激光選區(qū)熔化(Selective Laser Melting,SLM)是快速增材制造的方式之一,采用激光對金屬粉末進(jìn)行選擇區(qū)域熔化凝固成形,能夠快速成形結(jié)構(gòu)較為復(fù)雜的零件[1],且零件的力學(xué)性能較為良好,被廣泛應(yīng)用于航空航天、醫(yī)學(xué)及工業(yè)復(fù)雜模型等領(lǐng)域[2-3]。
國內(nèi)外許多學(xué)者都對SLM成形復(fù)雜零件做過許多研究,國外學(xué)者Sun 等人[4]使用Ti6Al4V 粉末對SLM工藝參數(shù)進(jìn)行優(yōu)化,成形了致密度接近96%的零件。W Xu 等[5]人采用SLM技術(shù)對TC4 鈦合金進(jìn)行了試驗,發(fā)現(xiàn)其整體塑性較好,屈服強度明顯高于傳統(tǒng)工藝成形。國內(nèi)學(xué)者盧建斌等人[6]對精密金屬直接制造進(jìn)行了研究分析,提出了復(fù)雜金屬零件設(shè)計的工藝,并用試驗進(jìn)行了論證。陳光霞等人[7]采用SLM技術(shù)對可摘除的義齒支架進(jìn)行增材制造,解決了傳統(tǒng)加工中不易加工制造的問題。
螺桿轉(zhuǎn)子的出現(xiàn)最早源于20 世紀(jì)80 年代,其端面由不同性質(zhì)曲線組成,在空間上進(jìn)行螺旋拉伸而成,整體結(jié)構(gòu)較為復(fù)雜[8-9]。目前,采用減材制造方式,經(jīng)過多道工序,工藝較為繁瑣冗長,效率較低。因此。本文嘗試采用SLM技術(shù)進(jìn)行直接成形,探索其增材制造的途徑,以期拓展螺桿轉(zhuǎn)子的加工途徑。
1 預(yù)成形實驗準(zhǔn)備
1.1 成形設(shè)備及工藝
試驗采用的成形設(shè)備為鉑力特公司研發(fā)的BLT-S310 型號,最大可成形250mm×250mm×400mm尺寸零件,工作性能較為穩(wěn)定,如圖1 所示。根據(jù)該設(shè)備對TC4 粉末材料加工性能,此處采用激光功率為380 W、激光光斑直徑100 μm、掃描速度為2 m/s、掃描間距為70 μm 和層厚為60 μm 等工藝參數(shù)值為佳。零件成形后,還需對其進(jìn)行退火處理以減少其內(nèi)部殘余應(yīng)力。為此,根據(jù)GB/T 2965—96 中鈦合金熱處理熱處理工藝,設(shè)計如表1 所示工藝參數(shù)。

表1 退火工藝實驗參數(shù)
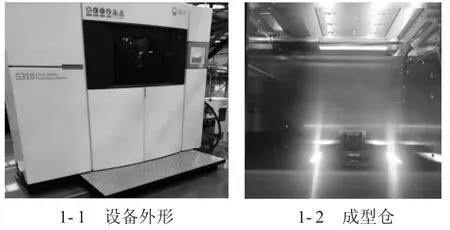
圖1 BLT-S310 設(shè)備
1.2 試驗材料
試驗材料選擇為TC4 粉末作為成形材料,TC4 粉末成形后具有良好的綜合力學(xué)機械性能,可滿足螺桿轉(zhuǎn)子的使用性能,其粉末特性如表2 所示。

表2 TC4 鈦合金粉末成分
1.3 螺桿轉(zhuǎn)子模型
空壓機螺桿轉(zhuǎn)子在空間上為一復(fù)雜螺旋結(jié)構(gòu),如圖2 所示,其中,圖2-1 為陰轉(zhuǎn)子端面齒形圖、圖2-2為陽轉(zhuǎn)子端面齒形圖,圖2-3 為陰轉(zhuǎn)子模型、圖2-4為陽轉(zhuǎn)子模型。陽轉(zhuǎn)子節(jié)圓直徑為74.545 mm,陰轉(zhuǎn)子的節(jié)圓直徑為89.455 mm,傳動比為i=5:6,中心距為82 mm。

圖2 螺桿轉(zhuǎn)子陰、陽轉(zhuǎn)子模型
求得螺桿轉(zhuǎn)子的數(shù)據(jù)點后,由公式(1)求得陰、陽轉(zhuǎn)子的導(dǎo)程分別為312 mm、260 mm,分別建立陰、陽轉(zhuǎn)子的模型,如圖2-3、2-4 所示。
式中:T為導(dǎo)程;R為節(jié)圓半徑;β 為陰、陽轉(zhuǎn)子的螺旋角,取42.001°。
1.4 預(yù)成形試驗
1.4.1 致密度檢測
設(shè)計6 個邊長尺寸為8 mm 的立方體試樣,采用排水法對方形塊進(jìn)行測量,代入公式(2)中可求得SLM技術(shù)成形后試樣的真實相對密度,取6 組數(shù)據(jù)的平均值。
式中:m1為試樣在干燥環(huán)境中測得質(zhì)量;ρH為水的密度;V為試樣的體積;ρr為試樣的相對密度;ρ 為試樣的理論密度。
1.4.2 尺寸測量
采用千分尺測量加工試樣的長、寬和高的尺寸,分別對長、寬和高尺寸不同位置處測量6 組試樣數(shù)據(jù),分別求取其平均值后,計算試樣相對誤差,尺寸誤差計算公式如下:
式中:La為6 次測量平均值;L0為理論值;δ 為平均相對尺寸誤差。
1.4.3 溫室拉伸實驗
根據(jù)金屬材料性能測定標(biāo)準(zhǔn)GB/T 228—2002,設(shè)計如圖3-2 所示拉伸試樣對力學(xué)性能進(jìn)行分析。在圖3-1 所示萬能拉伸機上設(shè)置加載速度為1 mm/min。

圖3 拉伸設(shè)備及試樣尺寸(單位:mm)
拉伸試樣的屈服極限δb計算公式如下:
式中:Pb為試件試驗中最大承重載荷;A0為試件未進(jìn)行拉伸前的截面面積。
1.4.4 金相組織測試
金相組織測試采用超景深顯微VHX-7000 系列設(shè)備,如圖4 所示。設(shè)備觀測倍率在20~6 000 倍之間,可輕松對焦,觀測試樣內(nèi)部形貌。此處將成形后試樣采用線切割方式取下,分別使用800 目、1 200 目、1 500 目及2 000 目砂紙打磨試樣表面至無劃痕狀,再用拋光機研磨至鏡狀。采用Kroll 試劑(2.5 mL HNO3+1.5 mL HCl+1 mL HF+95 mL H2O)腐蝕15 s 左右,清水沖洗干凈,烘干后進(jìn)行觀測。

圖4 VHX-7000 型號設(shè)備
2 試樣預(yù)實驗結(jié)果與分析
將SLM技術(shù)成形后未進(jìn)行熱處理的試樣稱作沉積態(tài),進(jìn)行退火處理后的試樣稱作退火態(tài)。由于激光在ZOY面上和ZOX面上成形的性能差異極小,故將這兩個面統(tǒng)一稱作縱截面,將XOY面稱作橫截面,如圖5 所示。

圖5 SLM 成形試樣
2.1 致密度測試
對于SLM技術(shù)增材成形的金屬零件,其致密度大小與零件內(nèi)部組織完整程度成正比,即致密度愈大,零件內(nèi)部的缺陷愈少。查閱資料可知,Ti-6A1-4V鈦合金理論上的密度為4.428 g/cm3,按公式(2)計算求得6 組試樣的相對密度。由表3 可知,SLM技術(shù)成形的試樣平均致密度為96.74%,增材成形的整體質(zhì)量較為良好。

表3 試件致密度
2.2 成形尺寸精度
實際在激光熔化成形時,金屬粉末逐層凝固成形過程會產(chǎn)生一定熱變形,導(dǎo)致試樣的實際尺寸大于理論設(shè)計尺寸。因此,打印零件成形后的尺寸基本均為正誤差。采用千分尺對6 個SLM技術(shù)增材成形邊長為8 mm 的正方體試樣(如圖6 所示)的尺寸精度進(jìn)行測量。

圖6 精度檢測試樣
分別測得6 組試樣X方向和Y方向的尺寸數(shù)據(jù),對6 組數(shù)據(jù)求取其平均值,如表4 所示。

表4 尺寸精度
Z方向上預(yù)設(shè)有線切割余量,故不作為測量對象,主要測量X方向和Y方向數(shù)值。可知X方向和Y方向的尺寸均超過理論上的誤差。其中,X方向尺寸超過設(shè)定尺寸的1.23%,Y方向尺寸超過設(shè)定尺寸的1.28%,兩個方向誤差基本保持一致。螺桿轉(zhuǎn)子在進(jìn)行后期磨床上進(jìn)行精磨加工時,要求表面余量保證在100 μm 左右,此處測量的尺寸精度符合后期螺桿轉(zhuǎn)子磨削要求。
2.3 退火前后組織變化
SLM技術(shù)增材成形TC4 鈦合金沉積態(tài)試樣的橫截面顯微組織狀態(tài)如圖7-1 所示,其內(nèi)部主要分布馬氏體α、β 兩種形態(tài)組織。其中,β 組織中含有一定量的細(xì)長針狀體α′,其生成的主要原因是TC4 鈦合金粉末熔化過程中在熔池內(nèi)部存在一定的溫度階梯差,逐漸生長成為細(xì)長的針狀組織。顯微組織內(nèi)部整體呈六邊形網(wǎng)狀組織,相鄰組織之間的生長方向差異較大,這是由于激光掃描成形時每層面上掃描路徑變換67°且晶粒之間的取向不同[10]。

圖7 不同狀態(tài)下金相組織
850 ℃×4 h 機制退火態(tài)下TC4 鈦合金的橫截面顯微組織狀態(tài)如圖7-2 所示,可清晰地觀測到試樣內(nèi)部組織整體更加均勻,組織性能得到提升。試樣的退火內(nèi)部為深淺相間的板狀馬氏體α、淺色α 相、深色β 相,α 相較β 相在退火空冷的時間充分[11],相對較長、較寬。
2.4 不同成形方力學(xué)性能
為探析SLM技術(shù)成形試樣退火前后力學(xué)性能變化、XY方向(水平放置)成形與Z方向(縱向放置)成形上力學(xué)性能的差異,設(shè)計如圖8 所示試樣。第一、二行分別為XY方向成形沉積態(tài)試樣和退火態(tài)試樣,第三、四行分別為Z方向成形沉積態(tài)試樣和退火態(tài)試樣,分別對三組試樣進(jìn)行拉伸測試,并取其平均值。

圖8 拉伸試樣
由表5 可知,沉積態(tài)和退火態(tài)試樣在XY方向成形和Z方向成形的強度均滿足國家鍛造標(biāo)準(zhǔn)(895 MPa),XY方向成形的強度整體略高于Z方向成形強度,這是退火處理后內(nèi)部組織均勻細(xì)化,釋放一定的殘余熱應(yīng)力,使得強度開始下降。

表5 SLM 成形TC4 鈦合金拉伸試樣性能
沉積態(tài)試樣在XY方向成形和Z方向成形的伸長率均低于鍛造國標(biāo)值(10%),但Z方向成形的伸長率滿足鑄造標(biāo)準(zhǔn)。沉積態(tài)的試樣在Z方向成形和XY方向成形的斷面收縮率接近,在8%~10%之間。退火態(tài)試樣在XY方向成形和Z方向成形的伸長率均滿足鍛造標(biāo)準(zhǔn)值(10%),且Z方向成形的伸長率整體高于XY方向成形。退火后的試樣Z方向成形的斷面收縮率低于國家鍛造標(biāo)準(zhǔn),但整體高于XY方向成形約60%,分析原因是Z方向成形過程中內(nèi)部β 晶體的生長方向與導(dǎo)熱方向相反,不易出現(xiàn)斷裂現(xiàn)象[12-13],故整體的韌性相對較好。
3 螺桿轉(zhuǎn)子SLM 成形及效果
3.1 前期處理
3.1.1 模型轉(zhuǎn)換
陰、陽螺桿轉(zhuǎn)子進(jìn)行增材成形前需對其進(jìn)行格式轉(zhuǎn)換,增材設(shè)備主要以STL 格式為主,轉(zhuǎn)換過程中需要設(shè)置轉(zhuǎn)換精度,在UG 軟件中設(shè)置三角公差為0.008 mm、相鄰公差為0.008 mm,此精度成形質(zhì)量良好,導(dǎo)入增材配套軟件中進(jìn)行缺陷檢查、修復(fù)及評估,如圖9 所示。

圖9 模型格式轉(zhuǎn)換
3.1.2 支撐結(jié)構(gòu)設(shè)計
由上述拉伸測試實驗可知,試樣Z方向成形后的整體塑性要強于XY方向,且考慮到若成傾角成形需在齒面添加支撐,易破壞轉(zhuǎn)子齒面,故采用Z方向成形,如圖10-1 所示。支撐結(jié)構(gòu)的形式以點、線、柱及塊狀為主,在保證支撐可靠的前提下,以減少成形材料、簡化支撐為主,此處采用實體與塊狀混合支撐結(jié)構(gòu),支撐穩(wěn)固,去除方便,如圖10-2 所示。

圖10 支撐的添加
3.1.3 掃描策略
零件在增材設(shè)備成型倉的XOY面上逐層成形時,激光掃描每層粉末時旋轉(zhuǎn)67°,對工件進(jìn)行逐層掃描成形。此處掃描策略主要分為面掃描和條帶式掃描。面掃描采用激光直接對整個區(qū)域進(jìn)行掃描成形,進(jìn)行整體成形。條帶式掃描將每層面分割成若干個區(qū)域,進(jìn)行逐塊成形。面掃描相對條帶掃描成形效率較高,但不適用結(jié)構(gòu)較為復(fù)雜的零件,易在尖角、轉(zhuǎn)折處形成集中熱應(yīng)力,故綜合考慮采用條帶式掃描策略。
3.2 螺桿轉(zhuǎn)子成形效果
BLT-S310 設(shè)備成形轉(zhuǎn)子時,激光掃描熔化一層粉末后,成型倉下降一層鋪粉厚度,如此反復(fù),至轉(zhuǎn)子完全成形,空冷至室溫,清理完表面粉末,采用線切割取出螺桿轉(zhuǎn)子。
3.2.1 去支撐及退火處理
SLM技術(shù)成形螺桿轉(zhuǎn)子的過程中,采用實體與塊狀混合支撐的結(jié)構(gòu),極大地減小了零件的懸空缺陷,能起到固定轉(zhuǎn)子的作用且方便去除。成形完成后取下轉(zhuǎn)子,清理周圍多余粉末材料,檢查表面是否存在缺陷,無誤后手工去除支撐結(jié)構(gòu),如圖11-1 所示。

圖11 去支撐及退火處理
支撐結(jié)構(gòu)去除完成后,將陰、陽螺桿轉(zhuǎn)子放置在真空爐中進(jìn)行850 ℃×4 h 機制退火處理,溫度保持在850 ℃±5 ℃左右,設(shè)備啟動壓強設(shè)置在3~50 Pa之間,每20 min 記錄一次溫度。經(jīng)退火處理后,轉(zhuǎn)子表面質(zhì)量良好,表面較為平整,并未出現(xiàn)缺陷問題,整體效果如圖11-2 所示。
3.2.2 尺寸精度測試
采用蔡司工業(yè)測量技術(shù)有限公司生產(chǎn)的CONTURA G2 型號三坐標(biāo)測量儀,對陰、陽螺桿轉(zhuǎn)子的齒面進(jìn)行尺寸精度檢測,如圖12 所示。分別在陰轉(zhuǎn)子上取4 549 個數(shù)據(jù)點、陽螺桿轉(zhuǎn)子上取4 818 個數(shù)據(jù)點,發(fā)現(xiàn)陽轉(zhuǎn)子齒面間的平均尺寸誤差在98 μm 左右,陰轉(zhuǎn)子齒面間的平均誤差在102 μm 左右,雖不能直接投入使用,但已達(dá)到精磨標(biāo)準(zhǔn),極大地簡化了前期工作。

圖12 三坐標(biāo)檢測
4 結(jié)論
螺桿轉(zhuǎn)子減材制造工藝流程較為繁瑣,嘗試采用SLM技術(shù)進(jìn)行增材成形,以拓展其成形過程中的新路徑,可得以下結(jié)論:
1)試樣成形后致密度整體保持在97%左右,退火后內(nèi)部顯微組織中α+β 組織更加均勻,組織性能明顯得到改善。
2)經(jīng)退火處理后,在XY 方向和Z 方向的強度可達(dá)到傳統(tǒng)鍛造要求,且Z 方向成形的塑性較XY 方向成形的較好。
3)增材成形后,陽轉(zhuǎn)子齒廓的平均誤差為+102 μm,陰轉(zhuǎn)子齒廓的平均誤差為+98 μm,可進(jìn)入磨削階段。
猜你喜歡
計算機應(yīng)用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創(chuàng)作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應(yīng)用(2022年2期)2022-03-01 12:33:42
計算機應(yīng)用(2022年1期)2022-02-26 06:57:42
計算機應(yīng)用(2021年4期)2021-04-20 14:06:36
數(shù)學(xué)小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應(yīng)用(2021年3期)2021-03-18 13:44:48
計算機應(yīng)用(2021年1期)2021-01-21 03:22:38
數(shù)學(xué)小靈通·3-4年級(2017年11期)2017-11-29 01:35:50