電機殼體攪拌摩擦焊工藝研究
2024-05-21 12:05:00王培建宗位慶曹祝偉宋衛嗣李秋旭
機械制造 2024年4期
□ 王培建 □ 宗位慶 □ 曹祝偉 □ 宋衛嗣 □ 李秋旭
廣東鴻圖南通壓鑄有限公司 江蘇南通 226399
1 攪拌摩擦焊原理
攪拌摩擦焊是一種工件固相連接方式。在攪拌摩擦焊過程中,一個柱形帶特殊軸肩和針凸的攪拌頭旋轉著插入被焊工件,攪拌頭和被焊材料之間的摩擦產生摩擦熱,使材料熱塑化。當攪拌工具沿著待焊界面向前移動時,熱塑化的材料由攪拌頭的前部向后部轉移,在攪拌工具機械鍛造的作用下,實現工件間的固相連接。攪拌摩擦焊原理如圖1所示。

圖1 攪拌摩擦焊原理
攪拌摩擦焊是自激光焊接問世以來最引人注目的焊接方法。用攪拌摩擦焊方法焊接鋁合金已經取得了很好的效果,使鋁合金等有色金屬的連接技術發生了重大變革。攪拌摩擦焊已經廣泛用于航空航天、國防科技、新能源汽車等領域。攪拌摩擦焊在新能源汽車領域的應用主要集中于三電系統、車身連接、輪轂焊接等,尤其是三電系統,大量采用鋁合金進行制造,是攪拌摩擦焊應用的主要場景。由于攪拌摩擦焊出現的時間較短,目前尚存在一些不足,因此實際生產過程中應該系統識別攪拌摩擦焊的潛在失效模式,并分析可能產生的后果,從而預先采取必要的工藝過程特性和產品特性管控措施來提高焊接質量。
2 攪拌摩擦焊缺陷分析
新能源電機殼是一款水冷型三合一電機殼體,主要的生產工藝流程為內外殼體單體機加工,內外殼體單體清洗,內外殼體熱套壓裝,攪拌摩擦焊,機加工等。通過對攪拌摩擦焊的缺陷進行分析,針對焊接前、焊接中、焊接后工藝過程特性和產品特性進行管控,以保證電機殼體攪拌摩擦焊的質量穩定性。電機殼體水道上下端面采用搭接攪拌摩擦焊,焊接形式如圖2所示。
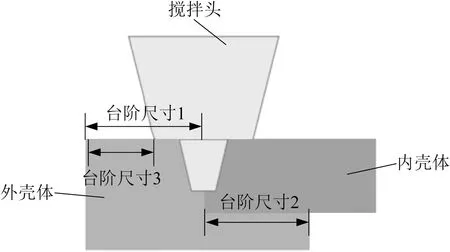
圖2 搭接攪拌摩擦焊形式
攪拌摩擦焊常見的質量缺陷包含兩大類:表面缺陷和內部缺陷。本款水冷型三合一電機殼體搭接攪拌摩擦焊的質量缺陷包括飛邊、毛刺、表面下凹、起皮等表面缺陷和隧道孔洞、弱連接、接合面氧化物等內部缺陷。表面缺陷是一般用肉眼即可觀察到的宏觀缺陷,內部缺陷需要通過X射線檢測、金相檢測或相控陣超聲波檢測等手段才能觀察到。
(1) 飛邊缺陷。攪拌摩擦焊后殘留在接頭正面沿焊縫一側或者兩側翻卷的金屬稱為飛邊,產生原因為焊接時壓入量過大,焊接速度過慢,焊縫錯邊,工件表面高低不平,導致塑化材料溢出攪拌針軸肩外,固化在焊縫一側或者兩側,形成飛邊。解決方法一方面要保證焊接板材的厚度基本一致,另一方面要確保攪拌針長度和待焊工件厚度匹配,保證焊接過程中的下壓量。
(2) 毛刺缺陷。正常的焊接焊縫上表面形成均勻的魚鱗紋路,如果材料的黏度較高,或者焊接的熱輸入量較大,焊縫表面的紋路就會變得模糊和粗糙,有毛刺感,稱為毛刺。產生原因一般為材料自身性能。如果材料自身黏度較高,則容易產生毛刺現象。焊接參數選擇不當也會產生毛刺現象。解決方法一般為更改焊接參數,適當減小熱輸入量。
(3) 表面下凹缺陷。焊接后焊縫正面低于原始母材表面的現象稱為表面下凹,少量的下凹并不會影響焊接接頭的性能。如果下凹量過大,會導致承載變弱。另一方面,在焊縫和母材過渡處缺少圓潤過渡,會導致應力集中,形成接頭性能減薄區。產生原因為攪拌針的長度不足,下壓量過大,或者焊縫處高低差較大,導致焊接減薄量過大。解決方法為選擇合適的攪拌針,焊接時嚴格控制攪拌針的下壓量,控制焊前工件工況。
(4) 起皮缺陷。焊接正面產生鼓起的麥麩狀薄金屬,稱為起皮。產生原因為熱輸入量過大。解決方法為選用合適的焊接參數。
(5) 隧道孔洞缺陷。在焊縫內部存在孔洞狀或者蟲狀隧道狀缺陷,產生原因為攪拌針外形尺寸設計不合理,裝配間隙過大,參數不合適等。解決方法為設計合理的攪拌針,提高裝配質量,采用合適的焊接參數。
(6) 弱連接缺陷。在焊縫根部塑性變形區產生的被連接材料間緊密接觸但未能形成有效接合,與未焊透的區別在于是否發生了塑性變形。產生原因為攪拌針長度和焊接厚度不匹配,下壓量不足,焊接時未對中等。解決方法為選擇合適的攪拌針,采用合適的焊接參數對中焊接,盡可能保證待焊焊縫位于焊接后焊縫的中央位置。
(7) 接合面氧化物缺陷。沿著攪拌針旋轉方向在焊接面附近形成一條若隱若現的雜質沉積帶,金相組織上表現為一條黑線,一般來說不影響焊接接頭的性能。產生原因為焊接面氧化物和雜質未清洗干凈。解決方法為對焊接面進行機加工或者人工打磨、酸洗、清洗等處理。
3 攪拌摩擦焊管控
對于水冷型三合一電機殼體攪拌摩擦焊,需針對全工序進行系統管控,主要分為焊接前鑄件來料管控、焊接過程中工藝管控、焊接后產品質量管控。 鑄件來料管控包括鑄件內部質量,縫邊距、臺階寬度、深度、平面度等鑄件尺寸,以及鑄件清潔度。攪拌頭選型包括針長、軸肩直徑、針直徑、干涉性等。裝配條件包括工裝壓緊、支撐、輔助預壓、焊接順序等。工藝參數包括旋轉速度、焊接速度、焊接壓力、傾斜角度、起始預熱時間等。還需要管理操作技術、壓入量控制技術等。
3.1 焊接前管控
焊接前需針對焊接鑄件來料進行管控,主要體現在三個方面。一是鑄件攪拌摩擦焊相關區域的內部質量,二是鑄件攪拌摩擦焊的關聯尺寸,三是鑄件的清潔度。
通過壓鑄工藝確保鑄件攪拌摩擦焊相關區域的內部質量滿足并優于ASTM E505 2級要求,控制鑄件外殼體和內殼體焊接面均為加工面,確保攪拌摩擦焊工件的縫邊距、臺階寬度、深度、平面度等關聯尺寸的一致性,保證攪拌摩擦焊過程中的穩定性。外殼體和內殼體熱套壓裝的鑄件需要有角度仿形防錯措施,防止焊接過程中內殼體和外殼體發生轉動。
熱套前,產品需進行清洗,去除攪拌摩擦焊面的表面油污,防止氣化產生氣孔。焊接前的產品清洗需要具備吹氣功能,將產品吹干燥。尤其是攪拌摩擦焊端面的盲孔,如盲孔內殘留水分,在感應加熱時氣化,孔內雜質爆出,殘留在攪拌摩擦焊端面,會影響攪拌摩擦焊的效果。焊接前,產品清洗需保證水槽干凈,必須是循環水,并有過濾系統,防止清洗過程水質被污染,污染產品水道內表面。焊接前產品清洗后需保證熱套裝配區域無金屬顆粒。
水冷型三合一電機殼體熱套配合端面和攪拌摩擦焊端面均為加工面,熱套壓裝后,需控制焊接端面誤差不大于0.3 mm。攪拌摩擦焊前,鑄件進行脫油脫脂清洗,需保證產品清洗后熱套裝配區域無金屬或非金屬顆粒。熱套壓裝前鑄件的清洗需保證產品表面張力不小于32號達因筆測試值。熱套壓裝時,內殼體抓取位置需加工,保證抓取一致性。內殼體壓入殼體的過程中,需要每班進行對中性驗證,并在驗證后確認外殼體和內殼體配合面無刮蹭鋁屑。內殼體和外殼體入口需進行圓滑過渡導向,防止導向初期鋁屑產生。熱套壓裝時,需維護清潔加熱單元因加熱產生的表面附著異物,防止掉入產品內。熱套過程中,需要對加熱殼體溫度進行實時監控,推薦殼體過盈配合區域溫度不低于110 ℃,間隙配合區域溫度不低于70 ℃。產品熱套過程中不允許有刮擦及刮擦聲。內殼體壓入外殼體后,推薦使用冷氣或壓縮空氣對產品進行冷卻,減小內殼體在壓入后由轉動引起的角度偏差。攪拌摩擦焊前,熱套鑄件需冷卻固持。熱套內殼體、外殼體需有防止歪斜的防錯措施,設備需具備壓力異常監控報警功能,并每班進行防錯驗證。熱套過程中,殼體需進行定位夾緊,防止熱套過程中發生移位、竄動,導致不對中。
3.2 焊接中管控
攪拌摩擦焊為特殊工藝,需進行產品及過程特性的精確追溯,要求至少對機臺號、生產時間、進給量、轉速、換刀等信息進行二維碼關聯記錄。攪拌摩擦焊工裝設計需保證產品重復定位精度,防止焊接變形。焊接零件背部需要有足夠剛性支撐,因為攪拌摩擦焊時焊接壓力基本在4 000 N以上,若焊縫下方支撐不足,塑化的焊縫金屬容易在焊接熱和攪拌針機械作用下出現下塌現象。焊接面需防止攪拌摩擦焊時塌邊,推薦焊接縫邊寬不低于焊接頭軸肩半徑加1.5 mm。焊接下扎點盡量選擇支撐剛性好的位置,因為下扎點要停留一段時間給工件預熱,如支撐不足,容易造成焊接缺陷。合理選擇焊接方向,針對總成反面焊接,攪拌針逆時針旋轉,有順時針和逆時針兩種焊接順序可選。若底板結構薄弱,建議采用逆時針焊接。若邊梁型材結構薄弱,支撐凸臺較窄,建議采用順時針焊接。此款三合一電機殼體采用逆時針焊接。攪拌摩擦焊時,應對焊接位置進行確認,要求開班時使用焊頭進行八分位的焊道位置對中驗證。
攪拌摩擦焊關鍵過程特性參數包括主軸傾角、進給速度、主軸轉速、焊頭壓入量等,每臺攪拌摩擦焊設備確認后,需工藝固化,不允許隨意調整。攪拌摩擦焊更換攪拌頭,需對主軸傾角、刀頭跳動、設備對中性進行檢查,防止出現異常。攪拌摩擦焊若采用恒壓控制,則Z軸補償數據需監控,超差應報警防錯。若采用恒定位置控制,則壓力值需監控,超差應報警防錯。攪拌摩擦焊壓力和下壓量需要控制其中一個,監控另一個。此款三合一電機殼體經過大批量試驗驗證,得出關鍵過程特性參數如下:進給速度不大于250 mm/min,主軸轉速不小于800 r/min,主軸傾角2°~2.5°,壓入量不小于0.2 mm。此款三合一電機殼體焊接深度成品狀態為不小于4 mm,因此選擇焊頭規格為焊頭高度不小于5 mm,軸肩直徑12 mm,封邊距不小于7.5 mm,緊配合高度不小于7 mm。焊接工裝需設計自動標記,保證產品和焊接設備一一對應。
3.3 焊接后管控
攪拌摩擦焊后,需要針對產品焊接質量進行管控。攪拌摩擦焊有效焊接深度指焊縫位置的有效深度,不是指焊接熔池的深度。有效焊接深度需要每班進行監控,推薦殼體類焊接深度檢測方法為焊接端面銑削加工至被要求的焊接深度后進行密封檢測,若無泄漏,可視為合格。此款三合一電機殼體焊接面機加工時,向下銑削加工焊接有效深度4 mm后進行水密測試。焊接位置解剖后打磨至鏡面,使用氫氧化鈉溶液腐蝕,在金相顯微鏡下觀察測量焊縫位置的實際焊接深度,檢測焊縫位置和熔池位置偏移量。攪拌摩擦焊應對焊接強度進行確認,要求對焊接薄弱區域進行解剖試塊,并對焊接處撕開,檢查斷面,不允許斷面有黑斑、未熔融合狀態。攪拌摩擦焊存在熔池和產品本體分層風險,需對焊接端面分別加工,向下銑削加工焊接存放深度2 mm、3 mm,對加工端面進行著色顯影檢查,不允許有分層。攪拌摩擦焊應對焊接內部質量進行確認,推薦使用超聲波無損探傷,對焊道進行檢查,不允許有隧道式氣孔,應制訂標準缺陷樣件或圖譜。攪拌摩擦焊應對退刀孔進行檢查,退刀孔內壁應無氣孔,退刀孔應無易掉落毛刺。
4 結束語
筆者針對水冷型三合一電機殼體攪拌摩擦焊工藝進行研究,總結如下:
(1) 在攪拌摩擦焊之前,需針對鑄件攪拌摩擦焊相關區域的內部質量、鑄件攪拌摩擦焊的關聯尺寸、鑄件焊接前清潔度進行管控;
(2) 在攪拌摩擦焊過程中,需針對工裝設計、焊頭規格、焊接方向、關鍵過程特性參數等進行管控,關鍵過程特性參數包括主軸傾角、進給速度、主軸轉速、焊頭壓入量、設備對中性、恒壓或者恒定位置控制;
(3) 在攪拌摩擦焊后,需對產品焊接質量進行管控,主要包括焊接有效深度、熔池位置偏移量、焊接銑削加工區域焊接有效深度后工件氣密性、焊接斷口外觀、焊接內部質量、退刀孔內外觀等。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
制造業自動化(2017年2期)2017-03-20 14:26:13
Coco薇(2015年1期)2015-08-13 02:23:50
設備管理與維修(2015年12期)2015-04-09 06:57:24
玩具(2009年10期)2009-11-04 02:33:14
