滾輪型線加工工藝研究
2024-05-21 12:05:02焦?jié)赦x宋代驕黎大勇李東斌
機(jī)械制造 2024年4期
關(guān)鍵詞:結(jié)構(gòu)檢測(cè)
□ 焦?jié)赦x □ 宋代驕 □ 甘 勇 □ 唐 松 □ 黎大勇 □ 李東斌
重慶紅江機(jī)械有限責(zé)任公司 重慶 402162
1 滾輪概述
滾輪作為船用柴油機(jī)及機(jī)車上與凸輪磨合的運(yùn)動(dòng)件,主要結(jié)構(gòu)如圖1所示。滾輪結(jié)構(gòu)主要由中孔、外圓及兩側(cè)面構(gòu)成,四面均作為工作面,尺寸公差一般要求在0.05 mm以內(nèi),形位公差在0.015 mm以內(nèi)。
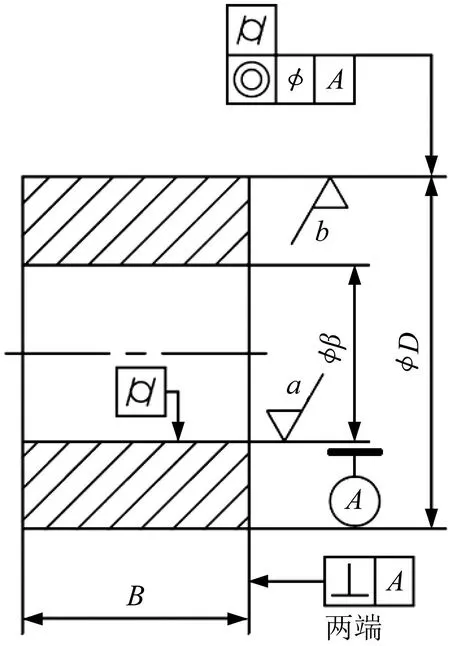
圖1 滾輪結(jié)構(gòu)
滾輪外圓直接與凸輪接觸,為避免磨合時(shí)產(chǎn)生咬卡現(xiàn)象,滾輪外圓一般要求中凸10 μm左右,稱為Pt值,即定長(zhǎng)距離上單側(cè)外表面的落差,從而使接觸時(shí)為點(diǎn)接觸,避免運(yùn)動(dòng)中咬卡,傷及滾輪及凸輪表面。中孔根據(jù)工作方式的不同,大致有三種類型。
(1) 接觸式。中孔直接與滾輪銷接觸、磨合,此種滾輪中孔與外圓表面相似,設(shè)計(jì)為中凸式,粗糙度要求小于Ra0.2 μm或Rz1.6 μm,以降低咬卡概率。
(2) 分體式。滾輪中孔與滾輪襯套接觸,襯套與滾輪銷接觸,襯套一般以合金鋼作為材料,三者相互轉(zhuǎn)動(dòng),三者的形位要求及粗糙度要求均較高,此類滾輪中孔常使用中凸或整體圓柱形設(shè)計(jì)。
(3) 整體式。滾輪中孔過盈裝配嵌入銅合金襯套后作為整體與滾輪銷接觸,此類滾輪中孔常采用圓柱式設(shè)計(jì),以增大與襯套的接觸面積,同時(shí)中孔粗糙度多要求不大于Ra0.8 μm。稍大的粗糙度值能夠帶來更好的摩擦效果,從而避免襯套從滾輪中脫出,造成運(yùn)行失控咬卡。
2 形狀特征
根據(jù)滾輪結(jié)構(gòu)特征進(jìn)行形狀上的分類,將含有中凸結(jié)構(gòu)的表面稱為有型面,外形大體可分為無型面和有型面兩種。無型面即外圓或中孔表面為圓柱面,有型面即外圓或中孔表面為曲面或含有曲面。
無型面結(jié)構(gòu)簡(jiǎn)單,為圓柱形外圓或中孔,基本結(jié)構(gòu)如圖2所示。兩柱面圓柱度要求一般在0.003 mm以內(nèi),不允許中凹。
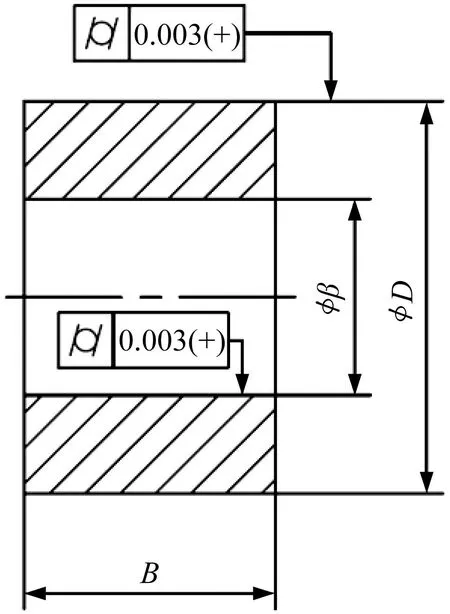
圖2 無型面結(jié)構(gòu)
有型面基本結(jié)構(gòu)如圖3所示,外圓或中孔設(shè)計(jì)為整圓弧面、圓弧與直線相切面、斜線與直線相接等,整體呈現(xiàn)為中凸?fàn)睢T擃悵L輪多要求弧面的面輪廓度在0.008 mm以內(nèi),型面粗糙度一般會(huì)同時(shí)要求Rz與Rpk指標(biāo)。

圖3 有型面結(jié)構(gòu)
3 加工方案
筆者對(duì)兩種結(jié)構(gòu)滾輪的典型加工方案進(jìn)行探討和總結(jié)。
滾輪外圓為有型面,中孔為有型面,典型加工工序?yàn)橄铝?粗車外形,熱處理,精車外形,磨中孔型面,磨外圓型面。
機(jī)加工要點(diǎn)在于外圓及中孔的磨削。外圓可采用切磨的方式加工,即在磨床上將砂輪進(jìn)行成型修磨,再將滾輪調(diào)整至砂輪中部或端面,定位準(zhǔn)確后進(jìn)行切磨成型加工。在兩側(cè)Pt值較大的情況下,應(yīng)在精車工序中進(jìn)行去余量處理,避免磨削時(shí)磨削量過大,砂輪磨損過快,導(dǎo)致邊緣處Pt值達(dá)不到要求。同時(shí),磨削量大會(huì)產(chǎn)生大量磨削熱,輕則會(huì)燒損零件,降低使用性能,嚴(yán)重時(shí)會(huì)產(chǎn)生磨削裂紋,造成零件報(bào)廢。中孔可采用主軸連續(xù)轉(zhuǎn)動(dòng)的設(shè)備進(jìn)行加工,使磨頭轉(zhuǎn)速配合磨頭進(jìn)給速度,即磨頭母線始終處于圓弧切線方向,從而形成弧面。在無該設(shè)備時(shí),可采用將普通磨床主軸偏置并同時(shí)固定磨頭進(jìn)給速度的方式形成雙曲線,從而進(jìn)行特定半徑曲線的磨削。
在擁有高精度車床的情況下,可采用精車外形方案,重點(diǎn)在于車削外圓中孔型線工序。如采用三爪卡盤裝夾進(jìn)行加工,則對(duì)夾緊力的把控要求很高,且在安全加工的情況下,中孔會(huì)出現(xiàn)4 μm左右三棱形狀的輕微變形,無法消除。通過調(diào)整車削參數(shù),可以將粗糙度控制在Ra0.2 μm以內(nèi),再通過拋光手段達(dá)到圖紙要求。此方式對(duì)刀具的要求較高,因直接對(duì)淬火工件進(jìn)行精加工,為了保證粗糙度及型線輪廓,刀片更換頻率高,損耗大。
滾輪外圓為有型面,中孔為無型面,如圖4所示,典型加工工序?yàn)橄铝?粗車外形,熱處理,精車外形,磨外圓型面,精加工中孔。
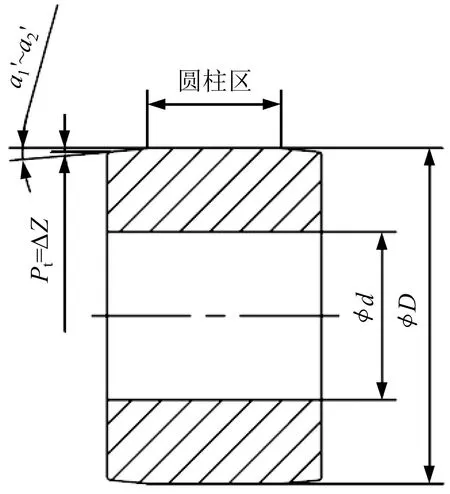
圖4 外圓有型面、中孔無型面結(jié)構(gòu)
機(jī)加工要點(diǎn)同有型面結(jié)構(gòu),同時(shí)也可采用車削方式,但受制于車床的精度,調(diào)整零件的錐度難度較大,且車削時(shí)錐度的影響較大,不能很好地保證中孔圓柱度。因此,車床的精度需要進(jìn)一步提高,成本亦會(huì)再次提高。
4 滾輪型線檢測(cè)
(1) 兩側(cè)Pt值檢測(cè)。可以使用粗糙度儀的未濾波功能,去除滾輪外表面兩側(cè)倒圓之后,直接檢測(cè)出數(shù)據(jù),如圖5所示。
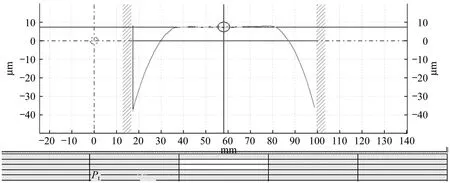
圖5 粗糙度儀未濾波功能測(cè)量
(2) 定距Pt值檢測(cè)。同樣可以使用粗糙度儀的未濾波功能,確定對(duì)稱中心后,拖動(dòng)ΔX至理論位置,記錄ΔZ值,即為Pt值。也可以使用輪廓儀進(jìn)行檢測(cè),方法同上述,標(biāo)定對(duì)稱中心之后,檢測(cè)相對(duì)位置處的落差值。
(3) 面輪廓檢測(cè)。在三坐標(biāo)測(cè)量?jī)x上導(dǎo)入數(shù)據(jù)模型后可以進(jìn)行輪廓評(píng)價(jià),在沒有三坐標(biāo)測(cè)量?jī)x的情況下,可以采用未濾波功能或輪廓儀進(jìn)行理論定距Pt值檢測(cè),然后根據(jù)公式計(jì)算最大差值,近似檢測(cè)面輪廓,如圖6所示。經(jīng)多次檢測(cè)實(shí)踐,兩者誤差在1 μm內(nèi)。
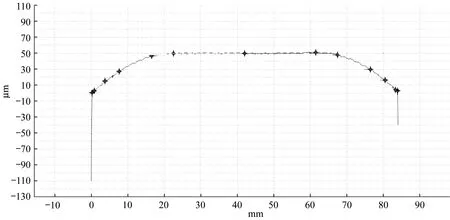
圖6 面輪廓檢測(cè)
5 結(jié)束語
船用柴油機(jī)及機(jī)車上使用的滾輪,在經(jīng)過多年的發(fā)展及使用實(shí)踐后,已基本成型。筆者對(duì)滾輪型線加工工藝進(jìn)行研究。受加工設(shè)備優(yōu)化的進(jìn)程推動(dòng),滾輪整體車削化水平將提高。同時(shí),滾輪大部分結(jié)構(gòu)相對(duì)簡(jiǎn)單,自動(dòng)化加工流水線作業(yè)形式將更快地應(yīng)用于滾輪加工,在現(xiàn)有的基礎(chǔ)上解放人工,提高生產(chǎn)力,實(shí)現(xiàn)滾輪的加工技術(shù)變革。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
