軋制壓縮比對特厚板心部組織影響分析
2024-05-20 09:54:49王曉森楊作然甄新剛
中國冶金文摘 2024年2期
王曉森 楊作然 甄新剛
摘要:通過同材質復合軋制試驗,對比不同軋制策略下特厚規(guī)格鋼板心部組織形態(tài),確認了在累計壓下率達到60%,單道次壓下率≥10%的情況下,特厚板心部復合面出現(xiàn)組織交叉,氧化物呈彌散分布,實現(xiàn)了軋制力有效滲透,對特厚板軋制規(guī)范的建立有良好指導意義。
關鍵詞:特厚板;壓縮比;心部;組織交叉
0 引言
特厚鋼板一般是指厚度規(guī)格≥100 mm的鋼板,單重往往在20 t以上。主要用于鍋爐壓力容器、海洋、工程核電、風電、軍工、高層建筑、重型機械、模具制造等重大技術裝備制造領域。隨著高層建筑、跨海橋梁、深海采油平臺、大型水電站等基礎建設的蓬勃興起以及設備制造大型化的發(fā)展趨勢,特厚鋼板的需求量越來越大,對鋼板的高強度、高韌性、低屈強比、抗層狀撕裂、易焊接、耐火、耐候、耐腐蝕性等多樣化的性能要求也越來越高。如何通過合理的軋制工藝設計來改善特厚板心部組織,成為特厚板開發(fā)關鍵控制要點。通常情況下,特厚板心部組織受鑄坯偏析、疏松的影響,無法有效觀察到軋制規(guī)程對心部組織影響;日鋼營口中板有限公司基于“特厚板復合軋制的金屬界面結合作用機理”,通過同材質疊軋試驗,對比不同壓下率對特厚板心部(復合面)組織影響,尋找能夠實現(xiàn)軋制力有效滲透的特厚板軋制工藝窗口。
1 試驗理論基礎
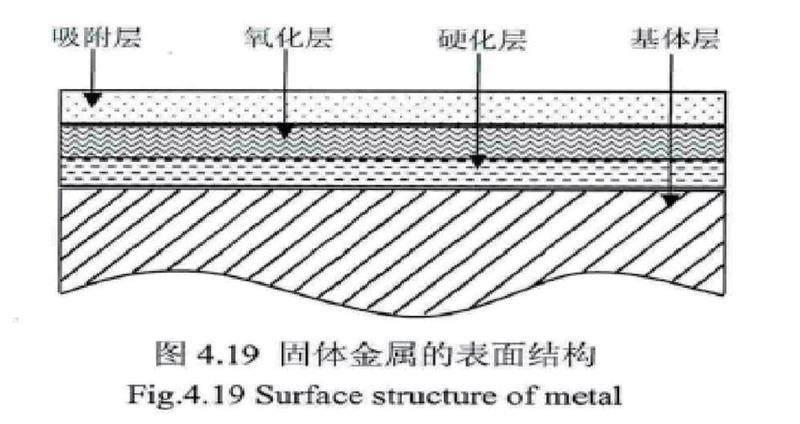
特厚板復合軋制的金屬界面結合作用機理主要是機械作用機制和再結晶理論,根據(jù)這些理論,認為復合板在軋制過程中,在軋制力的作用下,心部產生塑性金屬流動,使界面處的氧化膜產生破裂,露出內層新鮮金屬,在界面處發(fā)生初結合,根據(jù)三階段理論,此時為物理結合階段,還未發(fā)生金屬鍵的結合,也就說只提供了金屬粘合的條件,但還未能達到結合的效果,復合的效果與界面處結合點的數(shù)量具有最直接的關系,當上下層金屬流動比較激烈的情況下,會產生更多的裂紋,提供了金屬相互鑲嵌的前提,并且可以對界面處的表面氧化膜達到充分的碾碎,降低其對產品機械性能的影響;由于軋制過程都是處于金屬再結晶溫度以上,復合的兩塊板又是同種金屬,不存在異種金屬復合時變形不協(xié)調的情況,處于界面處的上下層金屬的應變值和應變速率基本是一致的,只要在界面處存在結合點,上下層金屬在加溫至再結晶溫度以上進行軋制時,在界面處可發(fā)生再結晶形成新的晶粒,此時只要整個厚度方向的變形速率保持一致,軋件接近表面的金屬不會對內層的金屬產生內部的拉應力,就可以完成良好的復合,使復合后的產品具有良好的機械性能。所以復合的效果主要取決于初結合時結合面表層破裂的程度,生成結合點的數(shù)量,以及在形成初結合后,整個軋件的厚度方向上處于協(xié)調的變形狀態(tài),可以總結出復合界面達到良好的復合狀態(tài),應滿足的條件如下:
a.作用與心部結合面處的等效應力達到或超過其屈服應力,使其處于塑性狀態(tài),并產生一定程度的塑性變形;
b.在界面處發(fā)生復合后,整個軋件厚度方向上的變形協(xié)調性良好,不存在內部的變形不均,導致的表面變形速率大于心部變形速率,使心部受到表面金屬的拉應力而影響復合的現(xiàn)象。
2 特厚板軋制壓縮比試驗
2.1 試驗流程
原始板坯——表面處理——密封焊接——抽真空——復合板坯——加熱——軋制——檢驗
2.2 復合板坯加工
每塊原始板坯首先進行表面銑削,去除表面氧化層,露出金屬界面;而后將兩塊銑削完成的原始板坯疊放在一起(金屬界面向內),邊部采用埋弧焊焊接,并抽真空,形成一塊復合板坯。
2.3 軋制工藝設計
兩塊試驗復合坯(Q355B材質)采用相同的加熱工藝、熱軋不控溫軋制,軋制工藝設計以粗軋60%累計壓下率為基礎(精軋均為4道次,平均分配壓下率),分別采用大多數(shù)道次壓下率不足10%(策略A)及道次壓下率大于10%(策略B)的軋制方案進行對比試驗:
2.4 軋制試驗
現(xiàn)場實際軋制道次基本滿足設計需要,具體如下:
3 檢驗結果
3.1 超聲波探傷
對軋后兩塊鋼板按照《GB/T 2970-2016 厚鋼板超聲檢測方法》中I級探傷標準分別進行超聲波探傷,兩種方案下鋼板體部整板面區(qū)域存在密集缺陷,深度均為鋼板厚度1/2位置,其中方案A回波波高超過40%(探傷不合,分層),方案B回波波高10%(存在缺陷,但探傷合格)。
3.2 力學取樣
根據(jù)超聲波探傷結果,對探傷合格的方案B鋼板采用階梯式取樣方式取樣,查看頭部至體部延伸時的內部質量變化趨勢。針對探傷不合的方案A,僅在5#、6#(備樣)位置進行取樣,作為試驗對比項。
1)1#、2#(備樣)試樣,寬度300 mm(含圓頭),探傷不合格區(qū)域;
2)3#、4#(備樣)試樣,寬度200 mm,探傷不合格與合格交匯區(qū)域;
3)5#、6#(備樣)試樣,寬度200 mm,探傷合格區(qū)域。
3.3 剪切試驗
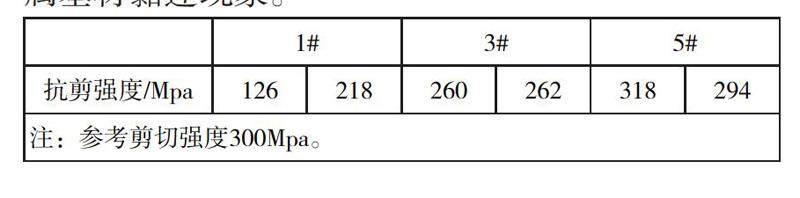
參考復合板檢驗標準,對方案B進行抗剪試驗,探傷不合區(qū)域1#試樣抗剪強度明顯低于2#及3#試樣,且1#抗剪126Mpa試樣無明顯的金屬基材黏連現(xiàn)象。
3.4 金相檢驗
對方案A和方案B在5#試樣位置分別取樣進行復合界面金相檢驗,在100倍視角下方案A依然可以看到“復合界面線”(推測為原板坯表面氧化物形成),而方案B已無法觀察到“復合界面線”。同時在500倍視角下,可以看到方案A中“復合界面線”為黑色點狀物連續(xù)形成,且穿過晶界;而方案B中黑色點狀物彌散分布在復合界面周圍。
3.5 電鏡檢驗
在方案A的“復合界面線”上取點(方案B準確取點難度較大),進行掃描電鏡檢驗,經檢驗其組成主要成分為Si、Al等氧化物。
4 結論
1)在累計壓下率達到60%基礎上,采用單道次壓下率10%以上軋制策略生產的150 mm復合板探傷合格,復合界面強度達到300Mpa,且復合界面組織出現(xiàn)明顯交叉,界面氧化物呈彌散分布。
2)在累計壓下率達到60%基礎上,采用單道次壓下率10%以下軋制策略生產的150 mm復合板探傷不合,復合界面氧化物呈線性分布且穿過晶界。
3)通過150 mm同材質復合板壓下率對比試驗,驗證了在累計壓下率達到60%時,單道次壓下率>10%的軋制策略可以對心部組織產生有利影響,更有利于特厚板軋制生產。
參考文獻
[1] 鄧偉,趙德文,秦小梅等.特厚板軋制缺陷壓合模擬研究[J].鋼鐵,2009,44(09):58-62.
[2] 余偉,張燁銘,何春雨等.軋制復合生產特厚板工藝[J].北京科技大學學報,2011,33(11):1391-1395.
[3] 劉紀源.特厚板復合軋制變形規(guī)律的研究[D].東北大學,2013