焊絲成分對5454-H32鋁合金焊縫組織與性能的影響
2024-05-18 13:01:04劉山李彥青李策李娟王洋
科技創新與應用 2024年14期
劉山 李彥青 李策 李娟 王洋


摘 ?要:以使用脈沖弧熔化極氣體保護焊焊接的3.2 mm厚5454-H32鋁合金對接接頭為研究對象,使用光學顯微鏡、SEM、EDS和顯微硬度計,分析2種接頭的顯微組織、析出相形態、分布和成分及顯微硬度,測試接頭的力學性能。分析結果表明,使用ER5356焊絲焊接的接頭各項性能均優于使用ER4043焊絲焊接的接頭性能。
關鍵詞:5454-H32鋁合金;脈沖弧熔化極氣體保護焊;ER5356焊絲;力學性能;焊絲成分
中圖分類號:TG422.3 ? ? ?文獻標志碼:A ? ? ? ? ?文章編號:2095-2945(2024)14-0050-04
Abstract: Taking the butt joint of 3.2 mm 5454-H32 aluminum alloy welded by pulsed arc gas shielded welding as the research object, the microstructure, precipitated phase morphology, distribution and composition and microhardness of the two kinds of joints were analyzed by means of optical microscope, SEM, EDS and microhardness tester. The mechanical properties of the joint were tested. The results show that the properties of joints welded with ER5356 wire are better than those welded with ER4043 wire.
Keywords: 5454-H32 aluminum alloy; pulsed arc gas shielded welding; ER5356 wire; mechanical properties; wire composition
鋁和鋁合金在力學性能及物理屬性方面具有顯著優勢,主要表現為耐蝕性強、熱導率高、比強度高和密度較低等。現階段,此種材料在汽車、船舶、航天、化工及機械等領域已有大量運用[1]。
第三代核電某產品采用美標鋁合金材料ASTM B209M 5454-H32作為主要材料制造,這在核電行業尚屬首次。其焊接強度對核電安全運行極為重要。
本文研究了使用ER4043和ER5356兩種焊絲,采用單一氬氣作為保護氣體的GMAW-P(脈沖弧熔化極氣體保護焊)焊接的5454-H32鋁合金焊接接頭的力學性能、顯微硬度、金相組織和能譜分析,為該產品的焊接提供理論與工藝基礎。
1 ?試驗
1.1 ?材料的選擇
母材牌號是ASTM B209M 5454-H32,厚度3.2 mm。冷加工后進行穩定化退火處理至1/4硬度[2]。化學成分及力學性能見表1。
1.2 焊接方法、焊絲和保護氣體的選擇
采用GMAW-P焊接方法,選擇直徑1.2 mm,ER4043和ER5356兩種不同型號的焊絲。ER4043鋁硅焊絲和ER5356鋁鎂焊絲的化學成分及力學性能見表2。保護氣體選用純度為99.999%的單一氬氣。
1.3 試件的焊接
試件坡口為60°的V形,鈍邊0.4 mm。在單一氬氣保護下,分別采用ER4043和ER5356焊絲進行單面對接焊接,優化的焊接工藝參數:I=110 A,U=13.3 V,v=45 m/min,q=13 L/min。
2 ?試驗結果與分析
2.1 ?拉伸試驗
拉伸試樣受試部分寬度13 mm,長度20 mm。母材和焊接接頭力學性能試驗結果見表3。
通過力學性能數值的對比可以看出,采用ER5356焊絲焊接5454-H32鋁合金時焊接接頭的力學性能數值高于采用ER4043焊絲時的數值。此外,拉伸試驗時,試樣的斷裂位置處在焊縫熱影響區靠近中心熔合線的一側。
2.2 ?彎曲試驗
試樣寬度38 mm,厚度3.2 mm。壓頭直徑為10 mm,彎曲角度為180°。按照ISO 15614-2-2005《金屬材料焊接工藝規程及資格評定 焊接工藝試驗 第2部分 鋁和鋁合金的弧焊》要求進行試驗,試驗結果均合格。
2.3 ?金相組織
由圖1(a)和圖1(b)可見,2種焊絲焊接的接頭金相組織均呈現為鑄態組織,主要是由典型的樹枝狀晶所構成。與此同時,其也表現出很大的不同,ER5356焊絲的枝晶較小、ER4043焊絲的枝晶較大,如圖1(a)、(c)所示。用ER4043焊絲進行焊接時,在α(Al)的枝晶與晶界間存在Si+α(Al)的共晶組織;用ER5356焊絲進行焊接時,在α(Al)的枝晶與晶界間存在Mg+α(Al)的共晶組織,同時伴有Mg2Si質點的析出。
選擇ER4043焊絲進行焊接,焊縫內有粗大的柱狀晶,枝晶表現得較為發達。正常情形下,二次相表現得越細小,其分布也就會越彌散,該合金也就具備更高的硬度和強度。
選擇ER5356焊絲進行焊接,與ER4043焊絲相比,其接頭具有更高的抗拉及屈服強度,此或許取決于Mg造成的強化效用[3]。在ER5356焊絲進行焊接的過程中,在淬火區可以得到更加細小的、均勻分布的二次相,會提升接頭的塑性、硬度及強度。由此可見,通過ER5356焊絲進行焊接能夠得到更高強度的接頭。
2.4 ?焊接接頭的顯微硬度分布
通過硬度試驗,可以對接頭硬化程度進行評定,對接頭的脆化程度進行檢測,以此測試接頭的顯微硬度。將焊縫中心當作起點,分別對母材區和熱影響區的硬度實施測試。測試參數為:加載載荷0.5 N,加載時間為10 s。圖2為檢測部位及顯微硬度分布曲線。
根據圖2能夠發現,接頭的顯微硬度基本上呈軸對稱分布。如果選擇ER5356焊絲進行焊接,焊縫中心的最小硬度值是87 HV,與母材硬度相比較低,主要是因為Mg發生燒損而導致Mg元素的固溶強化作用減弱所致。伴隨與焊縫中心間距離的不斷變大,其硬度有著不同程度的提升,最大值是116.5 HV,其主要取決于測試位置的組織晶粒細化。然而,熱影響區與焊縫中心間的距離為2.5 mm,其顯微硬度為96 HV,受熱循環影響而導致熱影響區發生軟化[4]。在距離繼續變大以后,硬度則會同步升高;在達到母材以后,硬度保持在104.2~106.2 HV范圍內。整體而言,接頭硬度不會發生顯著變化,硬度處于87~106.2 HV范圍內。
對比可知,ER5356焊絲焊接的焊接接頭的硬度值均超過ER4043焊絲。
2.5 ?能譜分析
通過TESCAN VEGA Ⅱ掃描電鏡對焊縫的組織形態進行觀察,如圖3(a)所示。該焊縫區為鑄態組織,由熔化的5454鋁鎂合金和ER5356鋁鎂焊絲冷卻結晶而成。根據二元合金相圖(圖4)分析可以看出,在5454鋁合金冷卻結晶時,因為鋁合金具備較高的熱導率,可以快速冷卻,焊縫組織內依然存在少許的Al3Mg2相;由此可知,室溫時,α(Al)+(Al3Mg2)是焊縫的主要組織。
為了驗證α相、Al3Mg2相的產生和分布狀況,放大觀察圖4當中的A范圍,同時對于特殊點實施能譜(EDS)分析,最后的結果見表4和圖3(b)。
根據EDS分析結果可知,圖3(b)中灰色范圍的Al含量為94.49 at%,所以其是富Al的α固溶體,白亮范圍的組織是Al3Mg2相。
如果選擇ER4043焊絲進行焊接,因為此種焊絲包含大量的Si元素,Si的固溶度非常低,所以焊縫中大多數Si與Mg會通過反應而產生Mg2Si鎂硅化合物(圖5)。
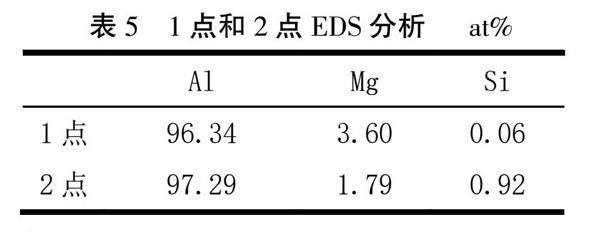
放大觀察圖6(a) 當中的B范圍,如圖6(b)所示,同時對于特殊點實施能譜(EDS)分析,最后的結果見表5。
根據SEM照片和EDS分析可以發現,黑色相是Mg2Si相。
結合2張SEM圖片可以看出,與ER4043焊絲接頭相比,ER5356焊絲的Al3Mg2相分布更加密集,彌散強化效應超過前者,同時在強化相間分布的晶粒更加細小,晶粒也具有更強的細晶強化效應,所以,ER5356焊絲的抗拉強度高于ER4043。
3 ?結論
1)使用ER5356焊絲焊接5454-H32,其接頭斷后伸長率、抗拉強度、屈服強度和焊縫系數都高于使用ER4043焊絲的數值。
2)使用ER5356焊絲焊接5454-H32,焊縫組織為細小的鑄態組織,枝晶更加細小;使用ER4043焊絲焊接,鑄態組織較為粗大,枝晶也較為發達。對于2種焊絲,熔合區靠近焊縫的一側為柱狀晶,對比母材,熱影響區存在著粗化程度不同的晶粒。
3)相較于ER4043焊絲,ER5356焊絲因為添加了Mg元素,使用ER5356焊絲進行焊接時能夠得到更高強度的焊縫接頭。
參考文獻:
[1] 中國機械工程學會焊接學會.焊接手冊:第2卷[M].北京:機械工業出版社,2008.
[2] 王斌.ASTM材料B209在三代核電安全殼非能動冷卻系統中的應用[J].核電技術,2012(2):10-21.
[3] 周慶波,張宏偉,冷金鳳,等.化學成分對5083鋁合金性能的影響[J].輕合金加工術,2007,35(10):33-34.
[4] 周振豐.焊接冶金學(金屬焊接性)[M].北京:機械工業出版社,1995.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53