多產(chǎn)品共用工藝及模具研究
2024-05-13 09:21:00李歡迎長(zhǎng)城汽車股份有限公司技術(shù)中心河北省汽車工程技術(shù)研究中心
鍛造與沖壓 2024年8期
關(guān)鍵詞:工藝結(jié)構(gòu)
文/李歡迎·長(zhǎng)城汽車股份有限公司技術(shù)中心,河北省汽車工程技術(shù)研究中心
在市場(chǎng)競(jìng)爭(zhēng)日趨激烈的今天,汽車多元化、多版本共同開發(fā)成為企業(yè)的焦點(diǎn)。如何在滿足汽車造型新穎的前提下,縮短模具制造周期、降低模具鉗工裝配調(diào)試周期、保證制件品質(zhì)、提高生產(chǎn)效率,使企業(yè)更具有競(jìng)爭(zhēng)優(yōu)勢(shì),是我們一直在研究探索的課題。采用技術(shù)革新和裝備改良升級(jí)降低生產(chǎn)成本,提高工作效率,是一種最直接、最有效的發(fā)展方向。在新產(chǎn)品開發(fā)過(guò)程中,模具的開發(fā)費(fèi)用所占的比例比較大,如何最大限度的節(jié)約模具開發(fā)成本對(duì)所有主機(jī)廠及模具供應(yīng)商都至關(guān)重要。
常規(guī)后背門所需模具及技術(shù)特點(diǎn)
常規(guī)后背門內(nèi)板所需模具
常規(guī)后背門內(nèi)板工藝為4 序或5 序,下面以5 序后背門內(nèi)板工藝及模具結(jié)構(gòu)為例進(jìn)行說(shuō)明。
⑴常規(guī)后背門內(nèi)板工藝OP10 為拉延工序,采用唯一特定拉延模具將預(yù)先準(zhǔn)備的板料拉深成形至唯一的拉延制件形態(tài),如圖1 所示。

圖1 拉延工序制件及模具
⑵常規(guī)后背門內(nèi)板工藝OP20 為修沖工序,采用唯一特定的OP20 修沖模具將拉延制件進(jìn)行修邊、沖孔得到唯一的OP20 階段制件,如圖2 所示。
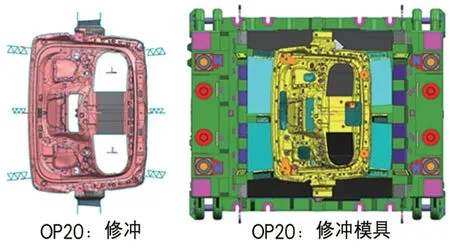
圖2 OP20 階段制件及模具
⑶常規(guī)后背門內(nèi)板工藝OP30 為修沖工序,采用唯一特定的OP30 模具將OP20 制件再次進(jìn)行修邊、沖孔而得到唯一的OP30 階段制件,如圖3 所示。
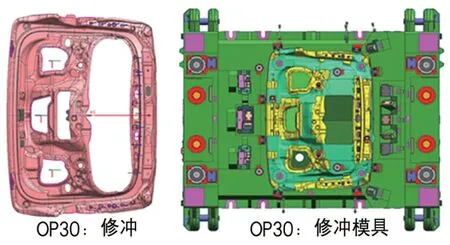
圖3 OP30 階段制件及模具
⑷常規(guī)后背門內(nèi)板工藝OP40 為翻整修沖工序,采用唯一特定的OP40 模具將OP30 制件進(jìn)行翻整、沖孔而得到唯一的OP40 階段制件,如圖4 所示。
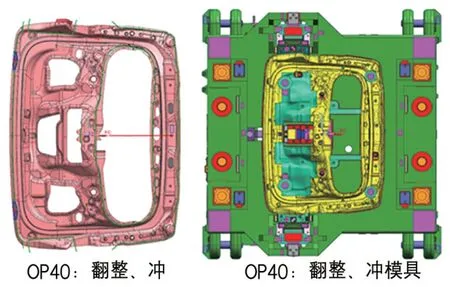
圖4 OP40 階段制件及模具
⑸常規(guī)后背門內(nèi)板工藝OP50 為修沖工序,采用唯一特定的OP50 模具將OP40 制件進(jìn)行沖孔而得到最終的唯一的后背門內(nèi)板產(chǎn)品,如圖5 所示。
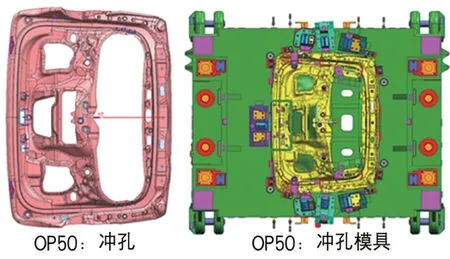
圖5 OP50 階段制件及模具
技術(shù)缺點(diǎn)及需解決的技術(shù)問(wèn)題
常規(guī)后背門內(nèi)板工藝及模具結(jié)構(gòu)技術(shù)具有以下缺點(diǎn):⑴只能實(shí)現(xiàn)產(chǎn)品單一功能,不能實(shí)現(xiàn)多產(chǎn)品功能;⑵不能實(shí)現(xiàn)側(cè)選勾修功能;⑶只能實(shí)現(xiàn)常規(guī)的正修、正沖、側(cè)沖、勾修功能;⑷模具套數(shù)多,開發(fā)成本高,模具功能單一。
針對(duì)上述技術(shù)背景和現(xiàn)有技術(shù)缺點(diǎn),急需發(fā)明創(chuàng)造一種新型后背門內(nèi)板工藝及可實(shí)現(xiàn)的模具結(jié)構(gòu)來(lái)解決現(xiàn)有技術(shù)問(wèn)題,此新型后背門內(nèi)板工藝及沖壓模具結(jié)構(gòu)要具備以下特點(diǎn):⑴此方法可實(shí)現(xiàn)局部大面積造型差異的不同產(chǎn)品生產(chǎn)功能;⑵可實(shí)現(xiàn)側(cè)勾修結(jié)構(gòu)自由切換的功能;⑶模具結(jié)構(gòu)緊湊,精簡(jiǎn)模具套數(shù),節(jié)約開發(fā)成本。
新型后背門工藝及沖壓模具
越野版后背門內(nèi)板下部造型為凸包造型;城市版后背門內(nèi)板下部造型為平緩型。越野版后背門內(nèi)板產(chǎn)品與城市版下部造型大不相同,長(zhǎng)度約550mm,高度落差約50mm,兩種產(chǎn)品對(duì)比如圖6 所示。
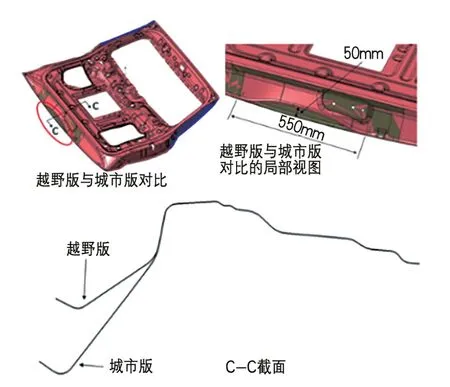
圖6 兩種造型對(duì)比
后背門內(nèi)板多產(chǎn)品新工藝及模具
由于兩種產(chǎn)品的造型差異性過(guò)大,常規(guī)工藝周圈整修無(wú)法實(shí)現(xiàn),后序模具共用生產(chǎn)兩種產(chǎn)品,常規(guī)工藝無(wú)法同時(shí)實(shí)現(xiàn)上下模具均為活動(dòng)機(jī)構(gòu)來(lái)實(shí)現(xiàn)不同產(chǎn)品的生產(chǎn)。因此,采用如下工藝及新模具結(jié)構(gòu)可實(shí)現(xiàn)OP10 分別設(shè)計(jì)2 套模具,OP20、OP30、OP40 只要設(shè)計(jì)3 套模具即可滿足此兩種產(chǎn)品互換的自動(dòng)化生產(chǎn),較常規(guī)方法節(jié)省5 套模具,有效縮短了模具開發(fā)周期。
⑴OP10 工藝及模具結(jié)構(gòu)。
為越野版和城市版后背門內(nèi)板分別開發(fā)一套拉延模具,如圖7 所示。
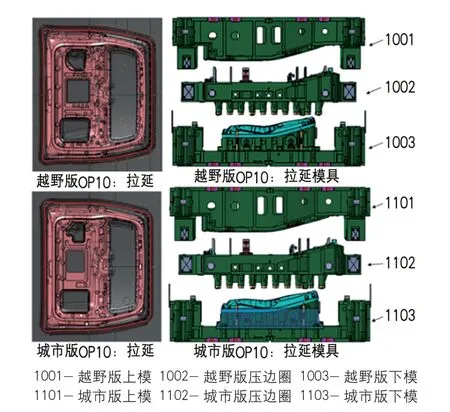
圖7 OP10 工藝及模具結(jié)構(gòu)
⑵OP20 工藝及模具結(jié)構(gòu)。
OP20 工藝分序修沖拉延產(chǎn)品,將越野版與城市版后背門內(nèi)板造型差異區(qū)550mm 留至后序勾修。設(shè)計(jì)下部側(cè)沖孔及下部?jī)蓚?cè)勾修及其他部位修沖工序,以達(dá)到OP20 模具結(jié)構(gòu)同時(shí)生產(chǎn)越野版與城市版兩種產(chǎn)品,工藝及模具結(jié)構(gòu)如圖8 所示。
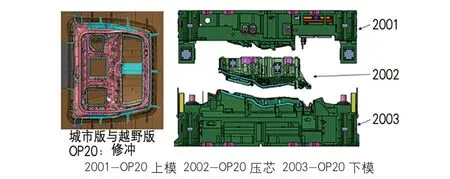
圖8 OP20 工藝及模具結(jié)構(gòu)
若想實(shí)現(xiàn)兩種制件在OP20 一套模具上生產(chǎn),排布造型差異區(qū)無(wú)工作內(nèi)容,并結(jié)合越野版比城市版造型高,故下模造型差異區(qū)需要按照城市版產(chǎn)品進(jìn)行備空處理,如圖9 所示。上模可以完全共用,壓芯需要按照越野版產(chǎn)品進(jìn)行備空處理,如圖10 所示。
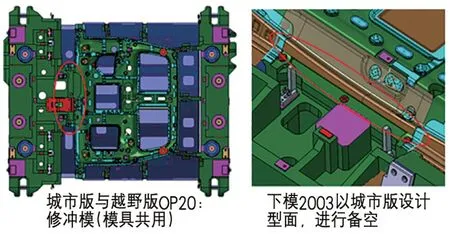
圖9 OP20 下模2003 進(jìn)行備空處理
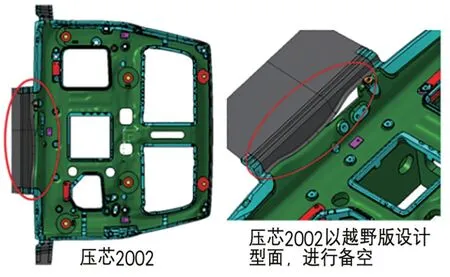
圖10 壓芯2002 進(jìn)行備空處理
⑶OP30 工藝及模具結(jié)構(gòu)。
本序結(jié)構(gòu)是此新模具結(jié)構(gòu)的核心內(nèi)容。本序進(jìn)行側(cè)修城市版,為了實(shí)現(xiàn)共用生產(chǎn)越野版,需將避讓側(cè)修城市版斜楔及壓芯局部造型回退避讓越野版產(chǎn)品造型。如圖11 所示,黑色圈內(nèi)為造型差異區(qū),OP30 工序進(jìn)行城市版造型差異區(qū)側(cè)修工作內(nèi)容,而越野版造型后背門內(nèi)板本序此區(qū)域不進(jìn)行修邊設(shè)置。將滑塊組件安裝在上模內(nèi),小壓芯組件安裝在斜楔組件3400內(nèi),然后再將其一起安裝在大壓芯內(nèi),然后將其整體安裝到上模內(nèi)。OP30 模具上模結(jié)構(gòu)如圖12 所示,大壓芯如圖13 所示,斜楔組件如圖14 所示,下模結(jié)構(gòu)如圖15 所示。
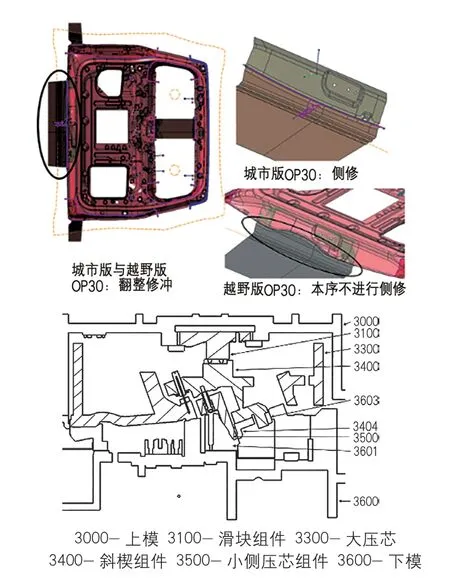
圖11 OP30 工藝及模具結(jié)構(gòu)
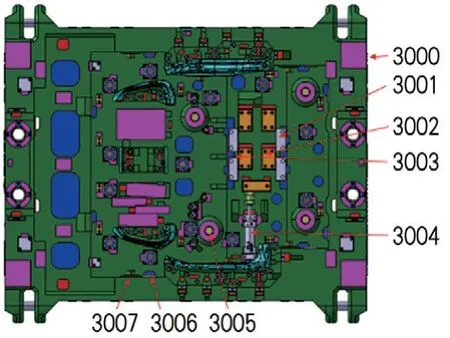
圖12 OP30 模具上模結(jié)構(gòu)

圖13 大壓芯
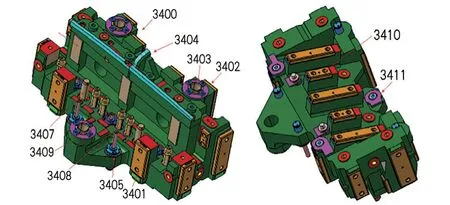
圖14 斜楔組件
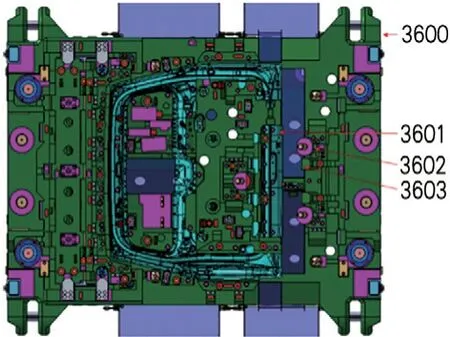
圖15 下模結(jié)構(gòu)
通過(guò)滑塊組件作用于斜楔組件,并且整個(gè)小側(cè)壓芯組件與斜楔組件完全在大壓芯內(nèi),通過(guò)斜楔組件先導(dǎo)導(dǎo)板與斜楔組件先導(dǎo)滑面配合導(dǎo)入,并在斜楔組件導(dǎo)柱與斜楔組件導(dǎo)套配合下,城市版?zhèn)刃掼倝K與凸模修邊鑲塊相配合工作將城市版后背門內(nèi)板下部進(jìn)行側(cè)修至需要的產(chǎn)品造型,越野版后背門內(nèi)板造型不作處理。
⑷OP40 工藝及模具結(jié)構(gòu)。
OP40 采用勾修及下模轉(zhuǎn)換型面來(lái)實(shí)現(xiàn)越野版及城市版后背門內(nèi)板共用。如圖16 所示,黑色圈內(nèi)為造型差異區(qū),OP40 工序進(jìn)行城市版、越野版造型差異區(qū)勾修工作內(nèi)容。因OP30 已經(jīng)對(duì)城市版進(jìn)行了修邊,故本序只要下模凸模設(shè)計(jì)成活動(dòng)凸模進(jìn)行與城市版造型差異區(qū)避讓干涉的結(jié)構(gòu)設(shè)計(jì)。上模及壓芯結(jié)構(gòu)如圖17 所示,上模采用勾修斜楔及常規(guī)壓芯設(shè)計(jì),城市版及越野版上模均工作。下模結(jié)構(gòu)如圖18 所示,下模采用驅(qū)動(dòng)組件氣缸驅(qū)動(dòng)驅(qū)動(dòng)組件工作,來(lái)實(shí)現(xiàn)勾修斜楔下模組件工作及回退非工作狀態(tài),滿足生產(chǎn)后背門內(nèi)板越野版及城市版避讓問(wèn)題,達(dá)到OP40 模具共用的理念。
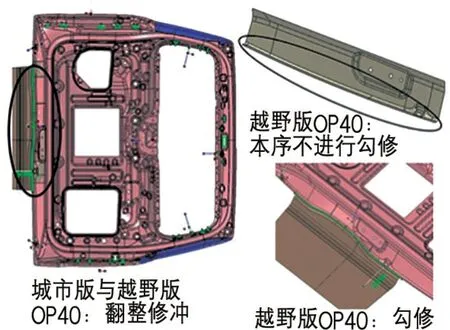
圖16 OP40 工藝及模具結(jié)構(gòu)
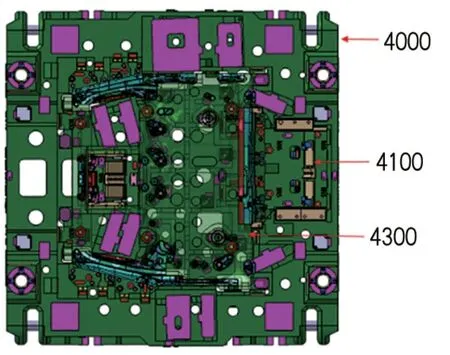
圖17 OP40 上模及壓芯結(jié)構(gòu)
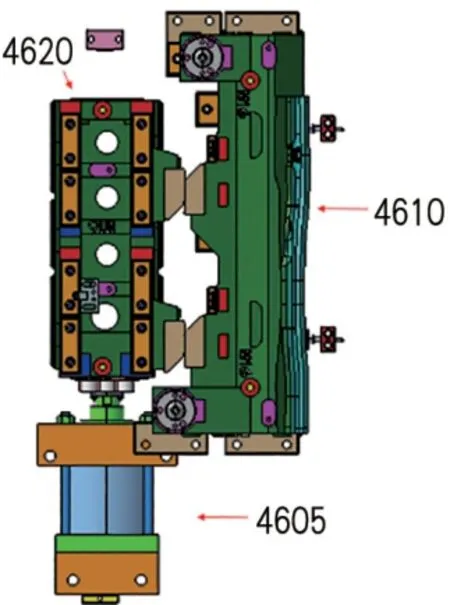
圖18 OP40 下模結(jié)構(gòu)
結(jié)束語(yǔ)
此種新型后背門工藝及復(fù)合模具結(jié)構(gòu)實(shí)現(xiàn)包含但不限于側(cè)勾修邊、側(cè)勾沖孔、側(cè)勾翻邊、側(cè)勾整形以及相互組合的復(fù)合工作內(nèi)容,此模具結(jié)構(gòu)緊湊,實(shí)現(xiàn)了一模多產(chǎn)品的功能,此種新型工藝及模具結(jié)構(gòu)的構(gòu)想實(shí)現(xiàn)了模具結(jié)構(gòu)精簡(jiǎn)的理念,此案例為后期項(xiàng)目或變形車項(xiàng)目后背門造型提供了可借鑒的成功案例。
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03