鉆井扶正工具斷裂失效分析及預防
2024-04-28 10:11:24孔學云李國華陳杰馮偉王曉松田飛康縣鋒李寶龍齊海濤王月張寶林崔麗穎
石油礦場機械 2024年2期
關鍵詞:焊接
孔學云 李國華 陳杰 馮偉 王曉松 田飛 康縣鋒 李寶龍 齊海濤 王月 張寶林 崔麗穎
摘要:通過對鉆井扶正工具斷裂事故進行調查,從斷口形貌、材質成分、金相組織、力學性能、焊接組織、裂紋擴展機理等方面進行綜合研究分析,結果表明:工具失效源于焊接部位出現的許多呈放射狀的微裂紋,基體內部出現多處疲勞弧線,原材料存在明顯的成分偏析和組織不均一性,使得材料性能降低等輔助原因,導致工具失效。通過對焊接工藝評審和優化改進,嚴控材料冶金和成型工藝等措施,解決了工具失效問題。
關鍵詞:鉆井;扶正工具;焊接;沖擊功
中圖分類號:TE951文獻標識碼:Adoi:10.3969/j.issn.1001-3482.2024.02.012
海洋石油開采具有高風險、高成本、高難度的特點,要求油氣井工具有高性能、高可靠性、長壽命。而油氣田開發中工具都是在數千米深的井中工作,環境惡劣,受力狀況復雜,通常情況下,工具既要承受拉應力、扭轉彎曲應力,也要承受強烈的摩擦和沖擊,同時工具也要耐高溫、高壓和環境的腐蝕。這就要求井下工具材料性能要具有優良的綜合機械性能,既要保證高的強度,也要保證優良的沖擊韌性,同時還要耐海水、泥漿的腐蝕。因此,工具材料的成型工藝、熱處理工藝、焊接工藝以及工具本身的結構和制造工藝都要合理并嚴格控制,才能保證工具性能滿足現場惡劣工況。
本文針對鉆井工具在鉆進的過程中,管柱中的扶正器斷裂造成事故和經濟損失,對斷裂的扶正器開展斷口宏觀和微觀形貌、化學成分、力學性能、金相組織等分析,從冶煉、成型和熱處理源頭和本質上把控原材料質量,提出改進和預防措施。
第53卷第2期孔學云,等:鉆井扶正工具斷裂失效分析及預防石油礦場機械2024年3月1作業工況
在渤海某井244.475 mm(9英寸)套管進行開窗作業,窗口深度480.0 ~485.5 m,開窗結束后,進行一開鉆井作業,組合一開鉆具,扶正器入井。當215.9 mm(8英寸)井眼旋轉鉆進至2 179 m。頻繁憋壓、蹩扭矩,機械鉆速慢,多次調整鉆井參數仍無效果。決定起鉆檢查底部鉆具,發現扶正器斷裂,扶正翼與浮閥、馬達和鉆頭落入井底,造成事故。
鉆具組合:215.9 mm(8英寸)PDC(水眼:16×7,16/32英寸,7個)+171.45 mm(6英寸)PDM(CN:2200050)+165.1 mm(6英寸)F/V +196.85 mm(7英寸)STB+171.45 mm(6英寸)DWPR171.45 mm(6英寸)(DIM2+DSM)+ 171.45 mm(6英寸)(ABC+BCPM2)+ 171.45 mm(6英寸)NMCSDP+171.45 mm(6英寸)Filter+165.1 mm(6英寸)JAR(CN:M190606)+127 mm(5英寸)HWDP×14根+171.45 mm(6英寸)徑向短節+127 mm(5英寸)DP。
旋轉鉆進參數:鉆壓30~70 kN,排量2 100 L/min,泵壓14.9~16.5 MPa,轉速 60 r/min,扭矩22.7~27.4 kN·m。
倒劃眼參數:排量1 800~2 200 L/min,泵壓13.2~14.9 MPa,轉速60 r/min,扭矩18.3~21.1 kN·m。
2檢測與分析
2.1取樣及斷口分析
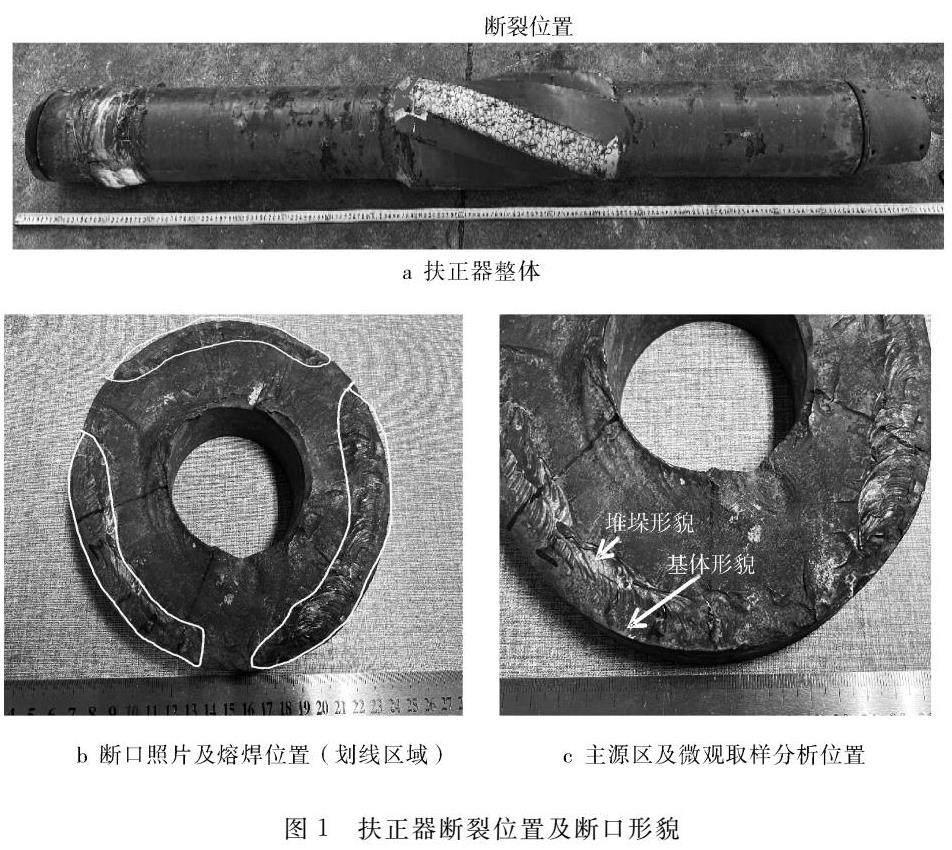
開展對斷裂扶正器(如圖1)的斷口宏觀分析、微觀形貌及能譜微區分析、化學成分、拉伸測試、沖擊測試、硬度、顯微組織、夾雜物等分析,查找扶正器斷裂的原因。
圖1扶正器斷裂位置及斷口形貌
斷口表面明顯生銹,斷口較平整,未見明顯變形。斷口經過除銹清理后發現,斷口圓周方向存在3處等間距的有別于扶正器本體的區域,如圖1b中劃線區域,該區域存在2種形貌,如圖1c,一種為最外側與基體形貌相近,另一種位于中間位置與基體相連呈層狀堆垛排列形貌符合熔焊特征,推測該斷裂的扶正器經過熔焊。
對斷口進行低倍分析,該斷口裂紋源為多源起裂,扶正器斷口的多處裂紋源均起始于熔焊位置與基材的交界位置并沿徑向逐漸向內擴展直至斷裂位置,斷口上疲勞臺階數目較多,且部分區域低倍下可以觀察到明顯的疲勞弧線,斷口呈現疲勞特征。
2.2化學成分檢測分析
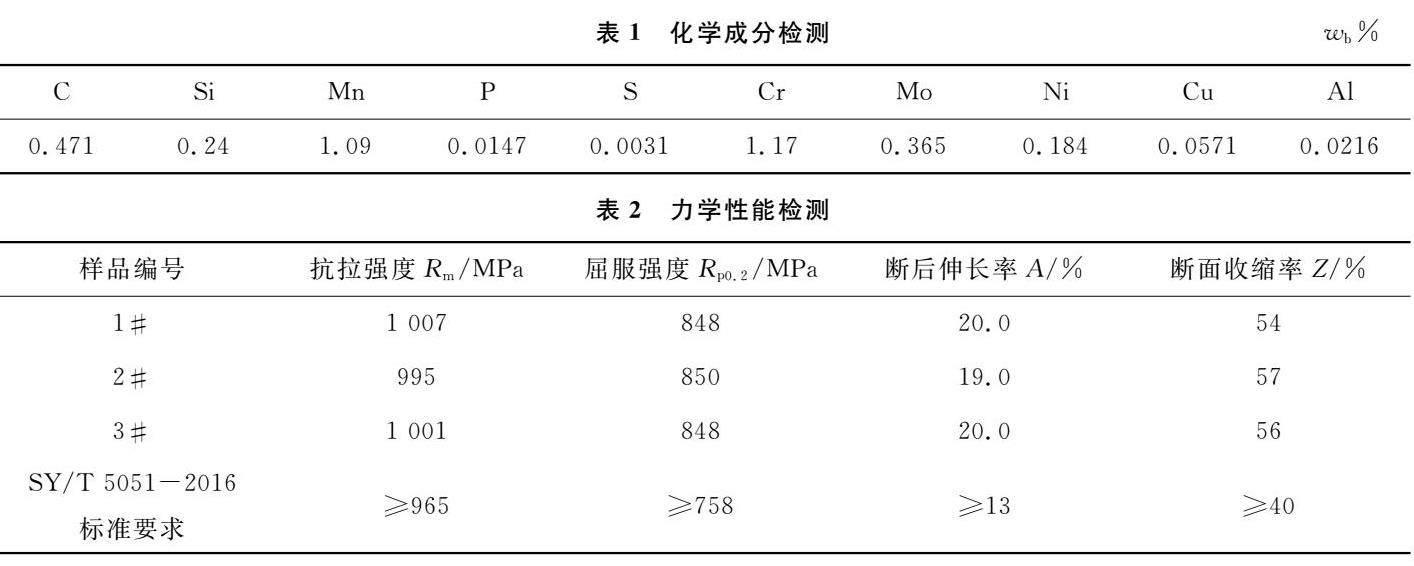
采用SPECTRO LAB M11直讀光譜儀,按照GB/T 4336—2016進行化學成分分析,檢測結果符合SY/T 5051—2016標準要求,如表1所示。
2.3力學性能測試分析
根據GB/T 228.1—2021標準,使用萬能材料試驗機,對扶正器進行拉伸測試,拉伸測試結果符合SY/T 5051—2016要求標準要求,如表2所示。表2力學性能檢測
樣品編號抗拉強度Rm/MPa屈服強度Rp0.2/MPa斷后伸長率A/%斷面收縮率Z/%1#1 00784820.0542#99585019.0573#1 00184820.056SY/T 5051-2016
標準要求≥965≥758≥13≥40
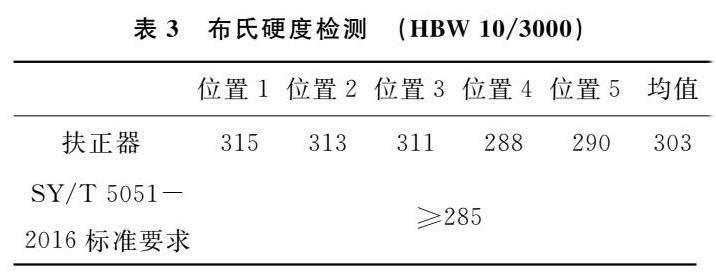
根據GB/T 231.1—2018標準,使用布氏硬度計,對扶正器徑向不同位置進行布氏硬度測試,測試取樣如圖2,測試結果如表3所示。
由硬度測試結果可知,硬度值出從外表面至內表面呈現遞減的趨勢,平均硬度值為303 HBW,滿足SY/T 5051—2016標準中對布氏硬度的要求。
跟據GB/T 229—2020標準,使用擺錘式沖擊試驗機,對扶正器進行沖擊測試。由于硬度呈現梯度變化,故沿著徑向外表面、壁厚中心、內表面三個位置取樣,取樣位置如圖3所示。沖擊性能檢測如表4。表3布氏硬度檢測(HBW 10/3000)
位置1位置2位置3位置4位置5均值扶正器315313311288290303SY/T 5051-
2016標準要求≥285SY/T 5051—2016標準中要求沖擊性能測試距離外表面至少25 cm或壁厚中心位置,取二者中距離表面較近者的沖擊性能,故按照壁厚中心位置(距離外表面約23.5 cm)的測試結果判定,壁厚中心位置沖擊試驗結果平均值為50.4 J,低于SY/T 5051—2016標準要求;同時沖擊性能由外表面向內表面呈逐漸降低的趨勢,與硬度變化趨勢一致。
根據沖擊和硬度測試結果,沖擊性能和硬度由外表面向內表面呈降低趨勢,因此,金相研究的取樣位置為工件的外表面位置、壁厚中心位置、近內表面位置,分別命名為Ⅰ、Ⅱ、Ⅲ位置。取Ⅰ位置、Ⅲ位置沖擊試樣進行斷口、金相分析,以查找沖擊性能差異的原因。金相測試取樣如圖4所示,金相組織如圖5所示。
由圖5金相組織可知,Ⅰ位置(近外表面位置,沖擊吸收能高)橫向、縱向組織均為回火索氏體,縱向存在成分帶狀偏析。Ⅲ位置(近內表面位置,沖擊吸收能低)橫向、縱向組織均為回火索氏體,縱向存在明顯成分帶狀偏析以及明顯的微區組織差異,部分晶粒內部由于C含量較少,整體呈現顏色較淺特征。
對于金相組織顏色不一的區域進行顯微硬度分析,如圖5f,顏色較淺處金相的維氏硬度值約324 HV0.01明顯低于顏色較深位置的顯微硬度431 HV0.01;而圖5e圖中的組織顏色差別不大,顯微硬度檢測差別也不大。據此推斷:造成材料不同區域的沖擊功性能差別大的原因就是材料的成分帶狀偏析和組織不均勻。這與材料的冶金和成型以及后期的熱處理工藝有關。
2.5斷口分析
對扶正器斷口進行取樣,選擇在肉眼能夠看得見的微裂紋以及具有明顯斷裂特征處進行取樣,如圖6所示I和II區域。采用Zeiss EVO 掃描電子顯微鏡對斷口進行微觀形貌分析。如圖7所示。
使用掃描電鏡對I和II試樣進行斷口形貌分析,結果表明:I和II區域斷口均存在明顯的疲勞弧線,多為放射棱線狀,起源于熔焊與基體交界位置,且存在小氣孔;I區域存在瞬斷的韌窩形貌;II區域存在平行狀的二次裂紋形貌,進一步分析,裂紋從肉眼可見的焊接處的裂紋向內部擴展,在基體材料中形成的二次平行裂紋。由此推斷,裂紋源起始于熔焊區與本體基材的交界位置,失效機理為疲勞斷裂。
3開裂原因分析討論與解決方案
3.1從裂紋形貌和焊接工藝上分析
觀察扶正工具裂紋形貌,屬于多源起裂,放射狀裂紋,存在于焊接和基體交接處,堆焊條存在明顯的厚度不均一性,在外界鉆井作業交變的應力載荷下,裂紋進一步向內擴展,在基體內部出現多處疲勞弧線,進一步形成二次裂紋,裂紋深入擴展,不斷地交變載荷,最終導致工具疲勞斷裂。
鉆井扶正工具比較特殊,需要在工具外表面要敷焊硬質合金,達到扶正和耐磨的作用。由于焊接工藝溫度高達1 000 ℃,工件比較大,焊接后,基體材料容易造成金粒長大,有的會發生組織轉變,在材料內部形成組織應力和熱應力,使得材料形成微裂紋,同時,焊接熱影響區控制不好,也會出現金相組織的變化,導致基體材料性能下降。
3.2從原材料成分、性能和金相組織上分析
鉆井扶正工具原材料成分不均一性和C元素的帶狀偏析造成材料本身沖擊功存在較大偏差,部分區域沖擊功低于標準要求,使得工具在鉆進過程中,承受拉力、壓力和交變應力載荷,超過工具性能極限,造成工具斷裂。
相關文獻[2]指出,由于鋼液在鑄錠結晶過程中選擇性結晶形成化學成分呈不均勻分布的枝晶組織,鑄錠中的粗大枝晶在軋制或鍛造時沿變形方向被拉長,并逐漸與變形方向一致,從而形成碳及合金元素的貧化帶(實際上是條)和貧化帶彼此交替堆疊,在緩冷條件下,先在碳及合金元素貧化帶(過冷奧氏體穩定性較低)析出先共析鐵素體,并將多余的碳排入兩側的富化帶,最終形成以鐵素體為主的帶;碳及合金元素富化帶,其過冷奧氏體穩定性較高,在其后形成以珠光體為主的帶,因而形成了以鐵素體為主的帶與以珠光體為主的帶彼此交替。最終使得材料本身形成成分不均一性,導致材料基體性能不均勻,出現了基體材料沖擊功和硬度有高有低的主要原因。
3.3解決方案
通過以上鉆井扶正工具斷裂失效原因分析,首先在焊接工藝上進行改進,尤其是對焊接后工具整體的保溫和冷卻工藝進行優化,并采用多種探傷方法(超聲、滲透和磁粉)確保焊接后,焊接材料和基體材料連接牢固,不出現裂紋。同時,加強原材料冶煉和成型過程性能穩定性的管控,要求提供隨爐試樣,進行第三方性能和成分檢測驗證。
通過上述解決方案,目前,使用的鉆井扶正工具斷裂失效率較前兩年下降8%。
4結論及建議
1)分析的扶正工具的失效機理為疲勞斷裂,斷口呈現多源起裂,裂紋起始于圓周方向熔焊位置與基體交界處,在交界處存在小氣孔優先成為疲勞主裂紋源,在鉆進過程中受交變載荷作用裂紋向內部擴展,直至斷裂。
2)斷裂的扶正工具基體材料的化學成分、硬度、拉伸性能均符合SY/T 5051—2016標準要求,沖擊性能低于標準要求,金相夾雜物未見異常。
3)硬度、沖擊性能表現為從外表面至內表面逐漸降低,沖擊性能最大相差近一倍,源于成分偏析和組織差異。
4)針對承受復雜交變應力和不確定工況的鉆井工具,建議后續開展工具在不同工況下使用壽命數據的收集,并進行統計和分析,提取數學模型,建立使用壽命的“狀態管理”模式,而不是單一的時間壽命管理模式。
參考文獻:
[1]崔忠圻.金屬學與熱處理[M].北京:機械工業出版社,1988:296-297.
[2]劉云旭.低碳合金鋼中帶狀組織的成因、危害和消除[J].金屬熱處理,2000,25(12):1-3.
[3]王菲,張鵬.42CrMo鋼螺桿開裂原因分析及改進措施[J].金屬熱處理,2008,33(4):105-108.
[4]上海市機械制造工藝研究所.金相分析技術[M].上海:科學技術文獻出版社,1987.
[5]劉傳剛,孔學云,馬認琦,等.導向器吊裝斷裂原因與改進措施[J].石油礦場機械,2012,41(10):37-39.
[6]孔學云,劉金山,馬認琦,等.鉆桿接頭斷裂失效原因分析與預防[J].石油礦場機械,2012, 41(8):40-42.
[7]孔學云,馬認琦,于海永.40CrMnMo鋼軸心管淬火開裂原因分析與預防措施[J].金屬熱處理,2010,35(2):91-94.
[8]李耀忠, 王存山, 李婷,等. 納米 SiC 顆粒對激光熔覆 NiFeBSi 合金涂層組織性能影響[J]. 中國激光,2010 (5): 1356-1360.
[9]Masanta M, Ganesh P, Kaul R et al.Development of a hard nano-structured multi-component ceramic coating by laser cladding[J]. Materials Science and Engineering: A, 2009, 508(1):134-140.
[10]U.R.Evans 金屬腐蝕與氧化[M].華保定,譯 .北京:機械工業出版社,1976.
[11]Shreir ,L L .Corrosion[M].John Wiley & Sons, Ltd,2011.
[12]黃振東.鋼鐵金相圖譜[M].北京:中國科技文化出版社,2005.
[13]毛衛民.金屬材料的晶體學織構與各向異性[M].北京:科學出版社,2002.
[14]華瑛.材料的熱膨脹性能及其影響因素[J].上海鋼研,2005(2):60-63.
[15]王澤華.等溫淬火球鐵(ADI)的研究和應用[J].機車車輛工藝,2003,8(4):1-5.
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
