一種液驅冷軋機輥熱凸度動態SVR預測模型
2024-04-27 00:15:58車智峰張小菊王國強
機械設計與制造 2024年4期
關鍵詞:模型
車智峰,張小菊,王國強
(1.新鄉職業技術學院電子信息系,河南 新鄉 453000;2.河南理工大學計算機科學與技術學院,河南 鄭州 450000;3.河南英科傳感技術有限公司,河南 鄭州 450000)
1 引言
輥熱凸度指的是當軋件發生變形或因摩擦作用生成熱量而引起軋輥溫度上升并由此產生軋輥外形尺寸改變的現象[1-3]。當軋輥發生熱凸度時將會表現出二個變化特征,包括熱膨脹產生的徑向尺寸改變與熱膨脹引起軸向輥熱凸度的變化。受熱凸度與熱膨脹因素的綜合影響,將無法實現對板厚與板形尺寸的精確控制[4-6]。軋輥與軋件間相互摩擦產生熱量,同時經過熱傳遞過程將熱量傳輸至冷卻區。受各部位軋制速度的影響,其中,頭、尾區域的軋制速度較慢,而中間段的速度較快,從而形成了具有周期性的軋輥溫度場與熱凸度特征[7-8]。
為實現對板形結構與尺寸厚度的精確控制,需對輥熱凸度進行預測分析,這也是軋輥技術研究重點,為保證板帶產品質量發揮了重要作用,具有較大的理論參考價值[9-11]。綜合分析了輥熱凸度因素引起的變形效果差異性,選擇液驅軋機作為測試對象,從熱凸度作用原理方面考慮,同時根據實際獲得的監測參數探討了輥熱凸度情況受到外部因素的影響程度;通過時間序列分析的方式把熱凸度分成周期性和趨勢性共兩類,再對兩者疊加得到總熱凸度預測結果;再根據預測值計算得到均方根誤差RMSE與擬合優度R2,由此實現定量分析熱凸度預測精度的功能。
2 傳熱引起熱凸度機理
軋制階段的傳熱過程示意圖,如圖1所示。其中軋制區1軋輥圓心角α屬于咬入角,圓心角γ屬于前滑區。
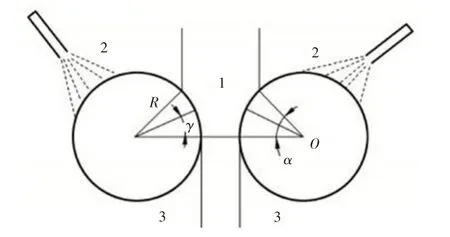
圖1 軋制中傳熱過程Fig.1 Heat Transfer Process in Rolling
冷軋階段的熱源來自軋制區摩擦產生的熱量以及軋件發生塑性變形時產生的熱量。在冷軋過程中會發生復雜的熱力學轉變,此時帶鋼在輥縫處快速運動,引起局部塑性變形并跟軋輥之間發生摩擦作用而產生大量熱,其中有部分熱量被帶鋼吸收,還有部分通過熱傳導的方式被傳輸到軋輥中[12]。
為消除軋輥旋轉摩擦過程產生的熱量,針對軋制區外部設置了乳化液降溫區2以及空冷區3,以對流方式使熱量通過冷卻液與空氣完成散失過程。隨著熱量持續傳入與散失,軋輥的溫度場也發生相應的變化,尤其是在換輥的過渡階段,會引起不穩定的軋制現象。
在不同的軋輥溫度下,軋輥的熱凸度程度也存在一定的差異,主要表現為在徑向上形成均勻的熱凸度,同時在軸向上形成相應的徑向熱凸度分布。其中,徑向變形會對板厚參數造成影響,而軸向則會對板型造成直接影響。受實際工作條件的制約,通常難以實現輥熱凸度過程的在線檢測。但可以對厚差因素進行溯源,從而實現對軋輥熱膨脹與熱凸度進行離線分析的效果。
3 軋制過程熱凸度模型
在軋機工作區域設置了二個支承輥與二個工作輥。電機經齒輪箱帶動工作輥轉動,支承輥和工作輥之間發生緊密接觸而引起摩擦轉動的情況。通過設置軋輥位置參數來獲得相應空載輥縫,同時在液壓缸體和上支撐輥軸承座之間設置了球面墊,通過控制活塞桿位移使液壓缸到達不同的豎直位置,下支撐輥通過軸承座進行固定,此時工作輥和支承輥之間形成輥面接觸狀態,豎直方向通過支承輥進行定位。軋機工作原理示意圖,如圖2所示。進行軋制處理時,利用支撐輥軸承座為上支撐輥與上工作輥提供驅動力,由此獲得相應的工作輥輥縫尺寸,通過下式計算出口板厚:
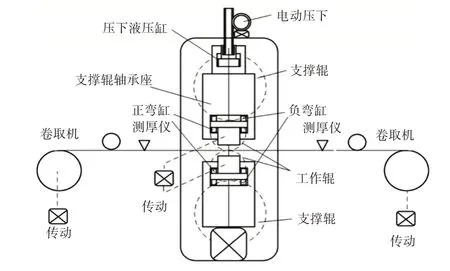
圖2 軋機工作原理簡圖Fig.2 Schematic Diagram of Working Principle of Rolling Mill
式中:h—帶鋼出口厚度;
M—軋機縱向剛度;
P—軋制力;
P∕M—軋機機架受到軋制力作用發生彈性變形的程度;
xp—伺服液壓缸的位移;
c—取決于軋機結構的一個常數;
xe—軋輥偏心參數;
xt—軋輥熱膨脹量;
xm—軋輥磨損參數。從表達式兩邊提取增量得到:
各項增量都可以通過對現場數據進行作差的方式進行計算得到。Δxr屬于評價軋制效果的一個綜合量,表示輥系沿徑向發生的變形程度。軋輥發生磨損緩慢改變,可以將軋輥偏心視為高頻擾動,利用低通濾波的方法將其除去,Δxe≈0,Δxm≈0。對式(2)進行簡化得到以下表達式:
根據上式構建軋輥熱膨脹在線模型。同時需注意,采用該方法計算獲得的軋輥熱膨脹量屬于輥系整體熱膨脹量。測厚儀被安裝于軋機的出口中心區域,按照圖3的方法在帶鋼的邊部設置一臺測厚儀可以獲得輥熱凸度的離線數據。
圖3 熱凸度測試方法Fig.3 Thermal Crown Measurement Method
4 SVR預測模型
輥熱凸度受到主軋制參數和輔助軋制參數的綜合影響。進行軋制的時候,溫度會發生持續上升,熱凸度與時間呈現接近單調遞增的變化規律;同時受道次間與鋼卷間發生周期性加減速的影響,形成了具有周期性的輥熱凸度現象,形成了與軋制速度具有相同特征的周期性函數[13]。采用支持向量回歸機模型(SVR)進行分析的過程是先把樣本數據分成訓練與測試樣本共兩種,通過樣本數據完成訓練過程,構建擬合效果最優的決策模型,再通過該模型完成預測過程。以{,yj}表示樣本數據特征向量,其中,xj={xj1,xj2,…,xjk}表示yj影響因子,k表示影響因子的數量。由此得到以下所示的支持向量機回歸估計函數:
式中:φ(x)—樣本數據與特征空間非線性映射函數;
b—偏置量;
wT—自變函數系數。按照下式最小化的方法計算得到wT和b:
式中:D(f)—廣義最優分類面函數;
‖w‖2—模型復雜度;
C—懲罰因子;
Rε—ε不敏感損失函數。因此將優化問題表示成:
式中:ε—不可置信風險;
ζj,—松弛因子。
根據Lagrange 方程以及對偶理論,令w,b,ζj偏導數都等于0,由此獲得下式對偶優化結果:
式中:K(xi,x)j—核函數,選擇sigmod核函數建立核函數;
ai,,aj—拉格朗日乘子。
上述模型的顯著特征是以采用統計學理論作為依據,構建小樣本學習方法與統計方法,該模型結構較簡單,并且可以獲得優異的性能。對于輥熱凸度的預測表現出明顯的優勢。
5 輥熱凸度預測
本實驗選擇液壓曲冷帶軋機作為測試對象,總共完成3道次軋制,各項軋制參數,如表1所示。
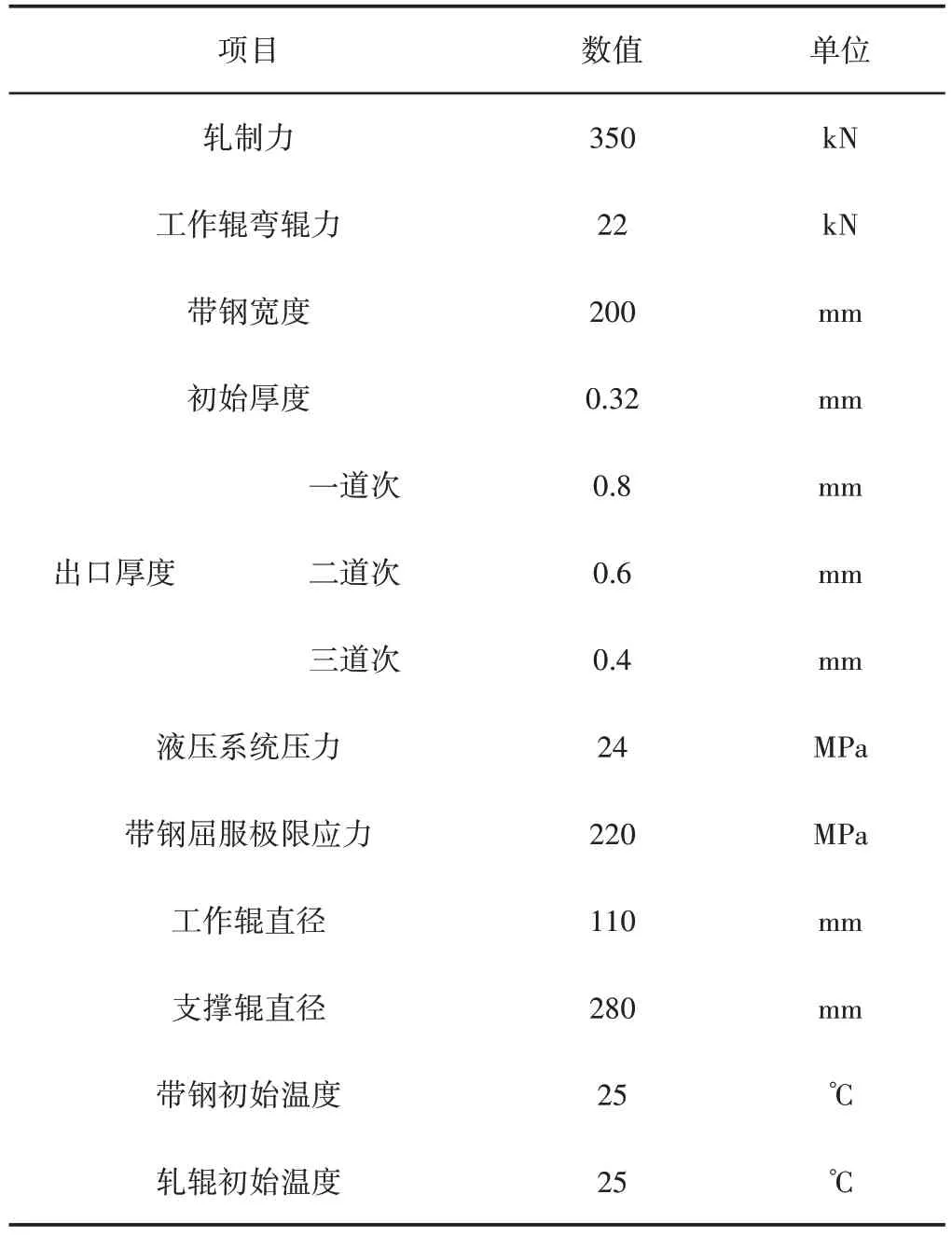
表1 主要實驗參數Tab.1 Main Experimental Parameters
將采集得到的壓下位移、軋制力、出口厚度參數進行預處理,通過式(3)計算出輥系熱凸度過程的基礎參數。同時利用指數平滑的方式充分去除噪聲:
yt—本期實際值;
經過平滑處理的熱凸度曲線,如圖4所示。之后根據熱凸度轉變機制構建反映熱凸度規律的函數。
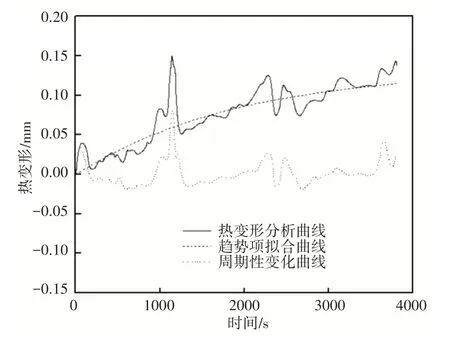
圖4 輥熱凸度預測趨勢回歸Fig.4 Regression Trend of Roll Thermal Crown Prediction
選擇前2800s 數據作為分析依據,通過MATLAB 非線性擬合指令完成函數擬合過程,計算得到各參數構成的數組a=[0.131,-35.494,1786],獲得圖4所示的擬合曲線。得到預測值擬合優度為R2=0.79,同時計算均方根誤差為RMSE=0.0175。沿時間軸對回歸分析表達式進行延伸,以此預測未來時間段中的熱凸度變化規律。
在圖4中以曲線3進行表示。構建得到訓練與預測樣本集,再通過下式完成樣本數據的歸一化過程:
輸入是對應時刻下的軋制力與速度,輸出是周期性熱凸度,如圖5所示。
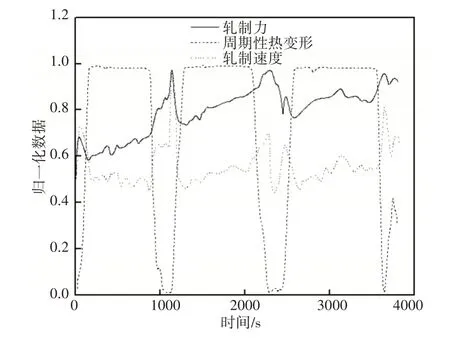
圖5 熱凸度測試數據Fig.5 Thermal Crown Test Data
曲線1表示軋制力,曲線2表示周期熱凸度參數,曲線3表示軋制速度。以最初2800s數據組成訓練集,再以后續1000s數據組成測試集。利用SVR模型以及交叉驗證的方式確定參數,以下為sigmod核函數:
式中:v=0.045,c=8,設定交叉驗證數等于3。
通過訓練獲得SVR 預測模型。預測所得的結果,如圖6所示。根據曲線進行比較的結果可知,形成了一致的變化趨勢與周期性特征。擬合優度與均方根誤差分別為0.84與0.0153,獲得了較理想的預測性能。
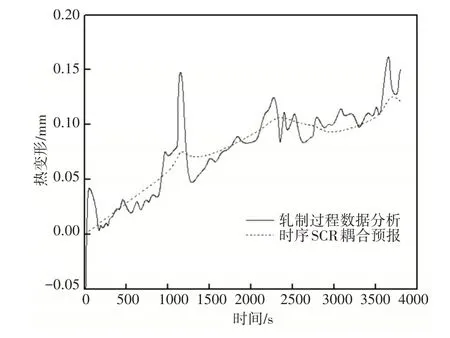
圖6 累計熱凸度預測Fig.6 Prediction of Cumulative Thermal Crown
6 結論
(1)從熱凸度作用原理方面考慮,根據實際獲得的監測參數出發,建立基于支持向量機的液驅冷帶軋機輥熱凸度動態預測模型。該模型結構較簡單,并且可以獲得優異的性能。對于輥熱凸度的預測表現出了明顯的優勢。
(2)利用SVR模型以及交叉驗證的方式確定參數,結果形成了一致的變化趨勢與周期性特征。擬合優度與均方根誤差分別為0.84與0.0153,獲得了較理想的預測性能。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19