冷藏半掛車合廂裝配生產(chǎn)線的設(shè)計與實施
2024-04-27 11:30:47馬門強(qiáng),徐浩然,李祥鵬
汽車工藝師 2024年3期
馬門強(qiáng),徐浩然,李祥鵬

摘要:研究了一種冷藏半掛車合廂裝配生產(chǎn)線的工藝流程、設(shè)計思路、布局、裝備要求等,形成了從物流轉(zhuǎn)運、底架組裝、合廂裝配、內(nèi)外飾安裝等操作于一體的機(jī)械化生產(chǎn)線。目前該生產(chǎn)線已投產(chǎn)應(yīng)用,有效提高了生產(chǎn)勞動效率、產(chǎn)品質(zhì)量的穩(wěn)定性及提升作業(yè)安全性。
關(guān)鍵詞:廂式車;冷藏半掛車;合廂;裝配;生產(chǎn)線設(shè)計
研究目的
目前國內(nèi)冷藏半掛車裝配生產(chǎn)線主要是側(cè)面夾緊合廂工裝、作業(yè)步梯、工藝臺車、行吊等構(gòu)成。行車吊運繁瑣、沒有流水線形式,生產(chǎn)節(jié)拍較慢,產(chǎn)品質(zhì)量一致性難以保障。
通過對公司冷藏半掛車產(chǎn)品結(jié)構(gòu)、合廂裝配生產(chǎn)工藝、物料流動、生產(chǎn)綱領(lǐng)進(jìn)行深入分析,結(jié)合專用車多品種小批量的生產(chǎn)特點,對生產(chǎn)線進(jìn)行詳細(xì)設(shè)計。選擇適宜的物流路線、高效的物流裝備,方便快捷的工裝夾具,實現(xiàn)各工序有序的流水化生產(chǎn)。有效降低勞動強(qiáng)度、錯誤發(fā)生率,提高生產(chǎn)效率和質(zhì)量穩(wěn)定性。
為改變傳統(tǒng)冷藏廂式半掛車長期的純手工操作、受人員能力水平影響大以及效率提升困難的現(xiàn)狀,本項目針對冷藏半掛車合廂裝配生產(chǎn)進(jìn)行研究,通過對冷藏半掛車生產(chǎn)線進(jìn)行創(chuàng)新設(shè)計,對物流、工裝夾具進(jìn)行深入研究,最終形成一條較為成熟的冷藏半掛車合廂裝配生產(chǎn)線,實現(xiàn)冷藏半掛車合廂裝配生產(chǎn)線流水化作業(yè)的提升。
生產(chǎn)線設(shè)計思路
著名的智能制造“三不要理論”,即“不要在落后的工藝基礎(chǔ)上搞自動化,不要在落后的管理基礎(chǔ)上搞信息化,不要在不具備數(shù)字化網(wǎng)絡(luò)化基礎(chǔ)時搞智能化。”在生產(chǎn)線規(guī)劃與建設(shè)時,注意工藝優(yōu)化、管理優(yōu)化等方面工作,不只盯著自動化、信息化、智能化。從現(xiàn)有的生產(chǎn)實際情況出發(fā),以聚焦生產(chǎn)過程中的痛點、降本提質(zhì)增效為目標(biāo),效益驅(qū)動,落地為王。
以企業(yè)戰(zhàn)略目標(biāo)為先導(dǎo),進(jìn)行戰(zhàn)略目標(biāo)分解,建立量化目標(biāo)體系,并根據(jù)企業(yè)業(yè)務(wù)鏈、信息化水平現(xiàn)狀,制定符合企業(yè)實際的競爭力目標(biāo)。從企業(yè)實際經(jīng)營目標(biāo)和生產(chǎn)綱領(lǐng),在已經(jīng)確定的空間場所內(nèi),將人員、設(shè)備、物料所需要的空間做最適當(dāng)?shù)姆峙浜妥钣行У慕M合,以獲得最大的生產(chǎn)經(jīng)濟(jì)效益。
1.生產(chǎn)類型
冷藏半掛車是專用汽車的一個細(xì)分領(lǐng)域,近年來年新增2000輛左右,年平均增長率保持在20%以上。國內(nèi)市場上的冷藏半掛車車輛技術(shù)流派較多,結(jié)構(gòu)差異性較大,用戶個性化需求較多。在計劃周期內(nèi)要同時生產(chǎn)若干品種的產(chǎn)品,不能實現(xiàn)大批量生產(chǎn)的模式。根據(jù)生產(chǎn)綱領(lǐng)設(shè)計規(guī)劃,生產(chǎn)線設(shè)計采用成批生產(chǎn)的模式設(shè)計。
根據(jù)不同結(jié)構(gòu)的冷藏半掛車合廂裝配生產(chǎn)工藝相似性、差異性,對作業(yè)工序進(jìn)行分類,采用自動設(shè)備、半自動設(shè)備和專用工裝設(shè)備,搭建柔性制造單元,組成冷藏半掛車合廂裝配生產(chǎn)線。
2.布置類型與流動模式
雖然冷藏廂式半掛車是小批量多品種,但仍能根據(jù)其產(chǎn)品結(jié)構(gòu)對合廂裝配生產(chǎn)工藝特點進(jìn)行相似性分類。找到相同的加工工藝,采用既具有產(chǎn)品原則布置的高生產(chǎn)效率,又具有工藝原則布置的柔性特點的成組單元布置生產(chǎn)線。
冷藏半掛車長度13.6m、寬度2.6m、高度4m,在專用車生產(chǎn)中屬較大體積的車輛。其大型零部件及廂體的轉(zhuǎn)運較為不便,尤其是換向轉(zhuǎn)運,轉(zhuǎn)向時占據(jù)較大空間。根據(jù)車間廠房基本情況,合廂裝配采用L形布置。
3.物流方式
生產(chǎn)過程的實質(zhì)是將各個生產(chǎn)加工過程“串”起來的物流過程,可以說“工藝是龍頭,物流是支柱”。一個合理的生產(chǎn)物流過程應(yīng)具有連續(xù)、平行、均衡和柔性的基本特征。
(1)精益化布局設(shè)計? 生產(chǎn)車間精益化布局設(shè)計、精益化布局改進(jìn)、分區(qū)劃分及模組化單元化工作站設(shè)計,提升物料流轉(zhuǎn)率。
(2)配套自動化物流? 傳輸系統(tǒng)、自動配送液壓升降車RGV,齊套配送,結(jié)合現(xiàn)代化手段把人機(jī)結(jié)合起來,最大化提升生產(chǎn)效率。
(3)裝配模式革新,實現(xiàn)標(biāo)準(zhǔn)作業(yè)? 降低工藝難度,減少人工,提升生產(chǎn)效率由單人一站到底轉(zhuǎn)換為多人協(xié)同作業(yè),節(jié)拍化設(shè)計,提升生產(chǎn)效率。
(4)生產(chǎn)管理信息化提升? 通過ERP與工位終端的聯(lián)通,實現(xiàn)排產(chǎn)、技術(shù)圖樣、SOP的實時傳輸,避免信息傳遞的延誤、錯誤。
生產(chǎn)線布局
生產(chǎn)線布置的好壞直接影響整個系統(tǒng)的物流、信息流、生產(chǎn)經(jīng)營能力、工藝過程、效率、成本和安全等方面,并反映一個組織的工作質(zhì)量,影響顧客印象及企業(yè)形象。
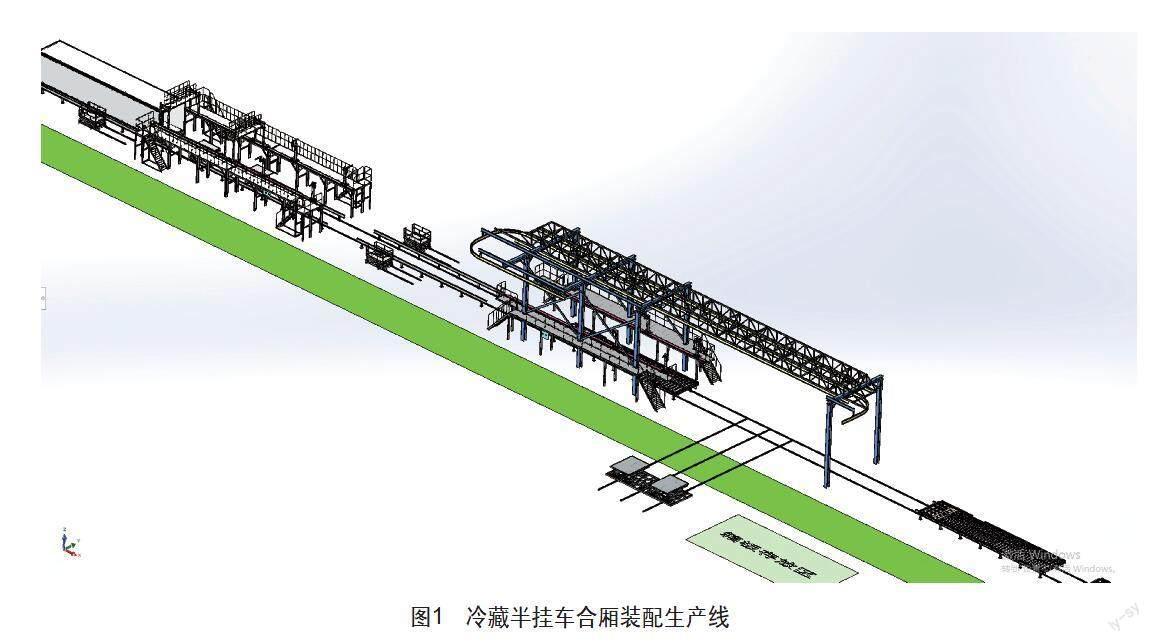
遵循移動距離最短原則、空間利用原則、流動性原則、柔性原則、安全原則及整體綜合原則等,對設(shè)施布置有影響的因素綜合考慮折中取舍。規(guī)劃布置如圖1 所示。
設(shè)計選用成熟、可靠、先進(jìn)的生產(chǎn)工藝及設(shè)備。做到人、物流分開,并注意工藝合理、運輸方便,路線短捷。
生產(chǎn)線工藝流程
生產(chǎn)線設(shè)置12個大工序,覆蓋從箱體底架組裝至箱體清潔下線全流程作業(yè)。底架組裝→導(dǎo)軌安裝→導(dǎo)軌焊接→U形轉(zhuǎn)運進(jìn)入KBK合廂→立鉚→外飾及密封→內(nèi)飾及密封→裙板焊接→行走機(jī)構(gòu)安裝→附件安裝→制冷機(jī)組安裝→廂體清潔檢驗等作業(yè)工位。
1.底架組裝
(1)工藝裝備提升? 設(shè)計制作小縱梁組焊工裝、底架組裝工裝、底板安裝工裝等,部件總成快速定位、邊梁氣動夾緊定位,實現(xiàn)底架快速組裝。在線邊布置數(shù)控打孔倒角一體鉆對邊梁進(jìn)行連接孔加工。
(2)工序優(yōu)化? 牽引銷總成、前橫梁總成、支腿橫梁總成及懸架總成等總成組焊制作、涂裝完成后再轉(zhuǎn)入底架組裝工位進(jìn)行組裝。
(3)物料及工具控制? ?通過數(shù)控裝備、工裝夾具保障產(chǎn)品加工質(zhì)量。
2.合廂裝配
(1)工藝裝備提升? 設(shè)計制作KBK吊裝合廂工裝,完成廂體5大片的合對定位組裝作業(yè)。合廂工裝KBK吊裝輸送部件,合廂工裝壓緊機(jī)構(gòu)壓緊廂板定位,橫移雙起液壓升降車對廂板進(jìn)行來料輸送,雙起液壓升降車在線輸送功能。
(2)工序優(yōu)化? 廂板燈線及開關(guān)穿線前置在廂板加工處完成,門框穿線前置在門框制作時排線,導(dǎo)風(fēng)布前置在廂板加工時安裝。
(3)物料及工具控制? 真空吸盤、F形棘輪扳手和C形大力鉗應(yīng)用等。
3.立鉚
(1)工藝裝備提升 配置立鉚升降車,完成前豎護(hù)板及門框鉚接安裝。立鉚升降車自動前后移動、按鈕式自動升降,方便作業(yè)。
(2)工序優(yōu)化 將合廂工位作業(yè)項目進(jìn)行分解,合廂工裝處為廂板組合定位鉚接安裝,在立鉚工位進(jìn)行前后豎向鉚釘鉚接。分解作業(yè)項目,平衡各工位作業(yè)節(jié)拍,提升整體效率。
4.頂部作業(yè)
(1)工藝裝備提升 設(shè)計制作頂部作業(yè)工裝,實現(xiàn)頂板的定位、安裝鉚接及頂部外飾密封作業(yè)。頂部作業(yè)工裝上布置作業(yè)平臺的同時,也具有定位壓緊頂板機(jī)構(gòu),實現(xiàn)頂板安裝;橫向作業(yè)提升機(jī)構(gòu),實現(xiàn)人員前后站立作業(yè)的同時,也可向上升起實現(xiàn)RGV托舉廂體在線前后移動。
(2)工序優(yōu)化 將合廂工裝位置作業(yè)項目進(jìn)行分解,將頂板安裝調(diào)整至頂部作業(yè)工位。優(yōu)化作業(yè)流程,提升勞動效率。
5. 廂體物流轉(zhuǎn)運系統(tǒng)
工藝裝備提升:設(shè)計制作雙起液壓升降車,在線輸送廂體;設(shè)計制作廂體支撐定位裝置,能適應(yīng)冷藏半掛及冷藏單車的應(yīng)用;在合廂工位橫移雙起液壓升降車對廂體左右?guī)暹M(jìn)行來料輸送。
實施方案
1.“地攤式”作業(yè)向裝配線體轉(zhuǎn)變
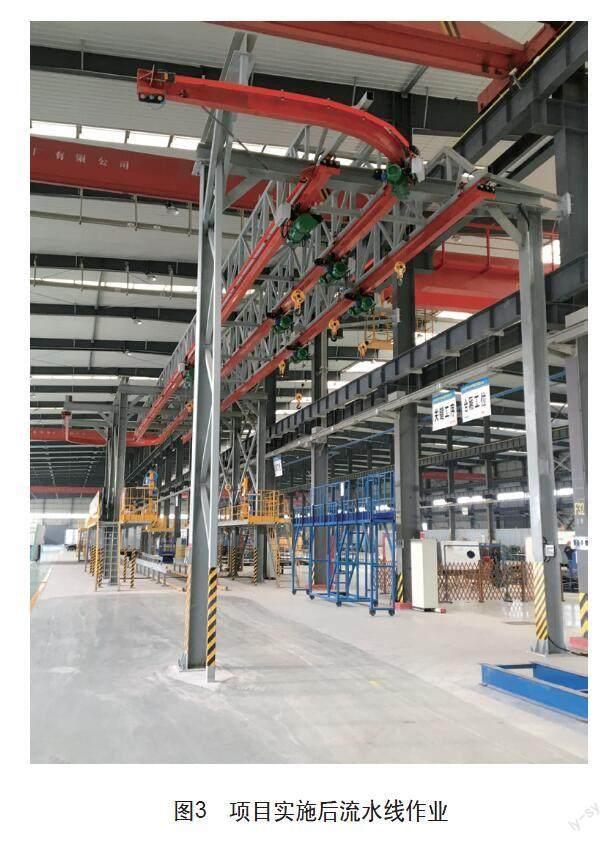
由原冷藏半掛單工位“地攤式”作業(yè)現(xiàn)狀,形成200m的U形裝配線。項目實施前為單工位臺架作業(yè),項目實施前單工位作業(yè)如圖2所示。項目實施后,按工序分工位流水化作業(yè)(見圖3)。
2.“純手工打造”向機(jī)械化轉(zhuǎn)變
合廂工裝由原來的“地攤式”作業(yè)模式升級到桁架KBK輸送部件、壓緊機(jī)構(gòu)壓緊定位、雙起液壓升降車輸送作業(yè)的流水線模式。
廂體6大片從不同的物流路線轉(zhuǎn)入到合廂工裝進(jìn)行作業(yè),底板通過RGV小車在線托運至合廂工位,前板在工位前側(cè)位置通過KBK吊具轉(zhuǎn)運至合廂指定位置作業(yè),后門框在工位后側(cè)位置過KBK吊具轉(zhuǎn)運至合廂指定位置作業(yè),側(cè)板從側(cè)面位置輸送至合廂上料位置。從不同位置對部件進(jìn)行上料、定位、壓緊作業(yè)如圖4所示。解決物流上的時間干涉問題,提升生產(chǎn)效率。
3.行車吊轉(zhuǎn)方式向自動化物流轉(zhuǎn)變
應(yīng)用地面托舉雙起液壓升降車轉(zhuǎn)運代替空中行車起吊轉(zhuǎn)運,安全性能提升。RGV在箱體支撐裝置內(nèi)往復(fù)傳送,一車在多工位使用,同時又效解決工藝臺車回程問題。項目實施前廂體在總裝線各工位的使用空中行車起吊轉(zhuǎn)運,空中行車起吊轉(zhuǎn)架(見圖5)。項目實施后應(yīng)用地面托舉雙起液壓升降車廂體在總裝線各工位的縱向移動前進(jìn)后退、遙控控制,雙起液壓升降車如圖6所示。
4.作業(yè)空間動態(tài)三維應(yīng)用
立鉚升降車改變了側(cè)面高度方向作業(yè),人員頻繁上下工作梯的繁瑣,根據(jù)需要按鍵式升降;外飾及密封工位通過式提升機(jī)構(gòu),一鍵遙控自動升降,具有雙重安全防護(hù)反饋系統(tǒng)。項目實施前,移動手推登高梯及墊登鉚接前后立鉚接位置,費時且不方便,移動手推登高梯(見圖7)。項目實施后,立鉚升降車可以縱向移動以適應(yīng)不同長度廂體立鉚的工作要求,一鍵升降功能,工作臺面舉升一定的距離,隨時安全停止在不同的高度位置,以適應(yīng)不同高度廂型的立鉚工作要求,立鉚升降車(見圖8)。
生產(chǎn)線應(yīng)用情況分析
1.本質(zhì)安全的提升
裝配線通過設(shè)計手段使生產(chǎn)設(shè)備及生產(chǎn)系統(tǒng)本身具有安全性。轉(zhuǎn)運移動實現(xiàn)聲光提示報警,作業(yè)平臺安全護(hù)欄、踢腳擋板、安全繩掛鉤等一應(yīng)俱全。從本質(zhì)上改變以往移動臺架手工作業(yè)的安全隱患,提升作業(yè)安全性。
2.適應(yīng)性強(qiáng)
該冷藏半掛裝配生產(chǎn)線不僅適應(yīng)一體式冷藏半掛車生產(chǎn),也可實現(xiàn)分體式冷藏集裝箱的生產(chǎn),經(jīng)過不斷的升級優(yōu)化,大型冷藏單車也在線順利生產(chǎn)。
3. 提升勞動效率
現(xiàn)場針對一批相同規(guī)格的冷藏半掛車產(chǎn)品,分別采用傳統(tǒng)生產(chǎn)方法和改善后的生產(chǎn)線兩種方式進(jìn)行效率對比分析,主要包括底架組對、合廂、立鉚、頂板安裝等方面分析改善后生產(chǎn)線效率提升40%,作業(yè)人員減少36%。
通過該項目的實施,冷藏半掛車產(chǎn)品質(zhì)量、生產(chǎn)效率高都得到提升,產(chǎn)能達(dá)到預(yù)期效果,成本進(jìn)一步下降,操作安全性也得到提高。
結(jié)語
冷藏半掛車作為干線運輸?shù)闹髁姡陙戆l(fā)展迅速。促進(jìn)了各大專用車生產(chǎn)企業(yè)對冷藏半掛車產(chǎn)品與生產(chǎn)線的深入研究。目前該生產(chǎn)線已投產(chǎn)應(yīng)用,有效提高了生產(chǎn)勞動效率、產(chǎn)品質(zhì)量的穩(wěn)定性及作業(yè)安全性。