高強化柴油機鋁活塞銷孔開裂分析及改進
2024-04-15 20:08:39李倩王志龍張俊青王世利王君劉世英
內燃機與動力裝置 2024年1期
關鍵詞:有限元
李倩 王志龍 張俊青 王世利 王君 劉世英


摘要: 基于失效機理分析某國六高強化柴油機鋁活塞耐久試驗中銷孔開裂問題,發現活塞失效的主要原因為活塞銷橢圓變形過大,導致銷孔部位水平方向受力較大,疲勞強度不足。通過將活塞銷孔由圓柱孔改為橢圓孔、在活塞銷孔部位預留空間、將活塞銷內孔喇叭口改為通孔等措施對銷孔結構進行改進,采用有限元分析軟件對改進方案進行模擬計算,并結合銷孔疲勞試驗和耐久試驗進行驗證。結果表明:改進后的活塞銷孔平均負載增加約6.5%,改進后未出現活塞銷孔開裂問題。
關鍵詞: 鋁活塞;銷孔開裂;有限元;試驗驗證
中圖分類號:TK422 文獻標志碼:A 文章編號:1673-6397(2024)01-0064-07
引用格式: ?李倩,王志龍,張俊青,等.高強化柴油機鋁活塞銷孔開裂分析及改進[J].內燃機與動力裝置,2024,41(1):64-70.
LI Qian, WANG Zhilong,ZHANG Junqing,et al. Analysis of cracking of aluminum piston pin hole for high-strength diesel and its improvement[J].Internal Combustion Engine & Powerplant, 2024,41(1):64-70.
0 引言
隨著國家排放標準升級,市場對內燃機動力需求不斷提高,發動機逐漸向高爆壓、高功率、高強化趨勢發展,活塞是發動機能量轉換過程中重要的零部件,承受更大的機械負荷和熱負荷[1-2],通過與活塞銷和連桿的配合完成化學能轉化為動能的能量傳遞,活塞銷孔在活塞工作過程中承受機械力最大,最易發生失效[3-4]。若活塞銷孔開裂,裂紋向燃燒室方向擴展,高溫燃氣沿裂紋下竄,造成活塞失效,導致發動機失效[5-7]。
針對某國六高強化柴油機鋁活塞耐久試驗中出現銷孔上方開裂問題,本文中基于活塞失效機理,從設計及工藝全面分析銷孔開裂原因,提出優化措施并進行疲勞及耐久試驗驗證。
1 失效分析
1.1 失效機理
某直列四缸、四沖程、增壓中冷柴油機,滿足國六排放標準,柴油機主要技術參數如表1所示。
該發動機進行1 000 h全速全負荷試驗后,對第3、4缸異常活塞進行著色探傷,活塞銷孔裂紋宏觀圖如圖1所示。由圖1可知:第3缸活塞前、后端(活塞前端為飛輪端)銷孔上方,第4缸活塞后端銷孔上方有異常痕跡,其余活塞銷孔正常;異常痕跡為裂紋,活塞與活塞銷均無卡滯現象,第4缸活塞銷表面有輕微磨損痕跡,第4缸活塞銷磨損如圖2所示。試驗過程符合操作要求,且發動機無異常現象發生,排除試驗操作不當因素。
隨著設計水平和機械加工水平的提高,在排除加工造成的影響外,造成活塞銷孔上方開裂的原因通常有2種:1)活塞銷座部位氧化皮、夾渣等鑄造缺陷造成的形貌不規則裂紋;2)結構強度不足導致形貌規則的疲勞裂紋[8]。
形貌規則的疲勞裂紋主要由以下原因造成:1)活塞銷孔比壓大,銷孔型線設計不合理,導致工作過程中銷孔表面局部應力過大;2)活塞銷孔與活塞銷配合間隙不合理,導致活塞銷孔與活塞銷連續撞擊;3)銷孔部位材料成分及金相不合格,導致疲勞強度不足;4)活塞銷剛性不足,橢圓變形和彎曲變形過大,導致銷孔表面局部應力過大[9-10]。
1.2 常規檢測
選取該發動機試驗后失效的第4缸活塞、未失效的第2缸活塞及對應的活塞銷,測量活塞銷孔在正常運行工況下的比壓,為71 MPa,滿足銷孔型線設計要求;測量活塞銷與活塞銷孔的間隙,均為0.009~0.021 mm,符合設計要求;試驗前第2、4缸活塞后端銷孔水平方向、豎直方向及前端銷孔水平方向、豎直方向對應的銷孔直徑均符合32+0.016 +0.009 mm的設計要求。
試驗后第4缸活塞后端銷孔水平方向、豎直方向及前端銷孔水平方向、豎直方向對應的銷孔直徑分別為32.025、32.014、32.020、32.014 mm,第2缸活塞后端銷孔水平方向、豎直方向及前端銷孔水平方向、豎直方向對應的銷孔直徑分別為32.020、32.017、32.020、32.017 mm,試驗后第4缸與第2缸活塞前、后端2個銷孔水平方向直徑變化較大,變化趨勢基本一致,排除加工質量因素導致的活塞失效。試驗后第4缸活塞后端測量角度約為0°、180°對應的銷孔型線及銷孔圓柱度檢測結果如圖3所示。
由圖3可知:試驗后第4缸活塞后端銷孔型線及圓柱度變形明顯。
1.3 裂紋斷面微觀金相分析
將試驗后失效活塞從裂紋處打開,利用電子掃描顯微鏡觀察裂紋斷面,試驗后失效活塞銷孔裂紋表面如圖4所示。由圖4可知:第3缸活塞和第4缸活塞裂紋源起始位置均靠近活塞內檔圓角(如圖中紅色橢圓標注所在),沿軸線方向向外擴展,裂紋形貌較規則。
對失效活塞銷孔裂紋附近進行金相分析如圖5所示。由圖5可知:裂紋附近活塞材料金相合格,活塞銷座內部無氧化皮夾渣等鑄造缺陷。結合活塞裂紋位置及形貌特征,判定此裂紋為疲勞導致。
利用金相顯微鏡觀測第2、4缸活塞銷孔部位材料顯微組織,試驗后活塞銷孔金相對比如圖6所示。
第2、4缸活塞銷孔部位α-固溶體較大,共晶硅呈條狀,初晶硅(邊長小于等于0.08 mm)呈塊狀,合金相較大,局部區域初晶硅、合金相偏聚,均符合基極三級的特征;少量點狀、細小塊狀、魚骨狀鐵相夾雜物,均符合鐵相二級的特征。第2、4缸活塞銷孔部位金相等級相同,均符合文獻[11]要求。
1.4 材料性能檢測
通過光譜儀檢測試驗后第2、4缸活塞銷孔部位材料化學成分的質量分數,結果如表2所示。對應企業銷孔加工要求,第2、4缸活塞銷孔部位材料化學成分的質量分數均符合規范。
在第2、4缸活塞頂面不同位置各取3個點,利用硬度測量儀檢測試驗后第2、4缸活塞HBW硬度,第2缸活塞3個點的HBW硬度分別為83.9、83.5、86.8;第4缸活塞3個點的HBW硬度分別為82.1、83.5、86.8。對比行業活塞硬度規定,活塞HBW硬度符合設計要求。
1.5 壓力分布分析
采用ANSYS對第4缸活塞銷孔部位表面壓力分布進行仿真,結果如圖7所示。由圖7可知:第4缸活塞銷孔表面接觸壓力分布均勻,最高壓力未超過120 MPa的限值規定,在正常范圍內。
根據發動機試驗工況、失效機理分析、檢測結果、仿真分析可知:1)活塞銷座部位無氧化皮夾渣等鑄造缺陷,排除鑄造缺陷導致的裂紋;2)銷孔部位材料成分及金相均合格;3)活塞銷孔水平方向直徑變化較大,活塞與活塞銷配合過程中,銷孔部位水平方向受力較大,疲勞強度不足,產生裂紋。
2 設計改進及有限元分析
2.1 改進方案
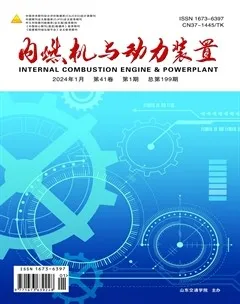
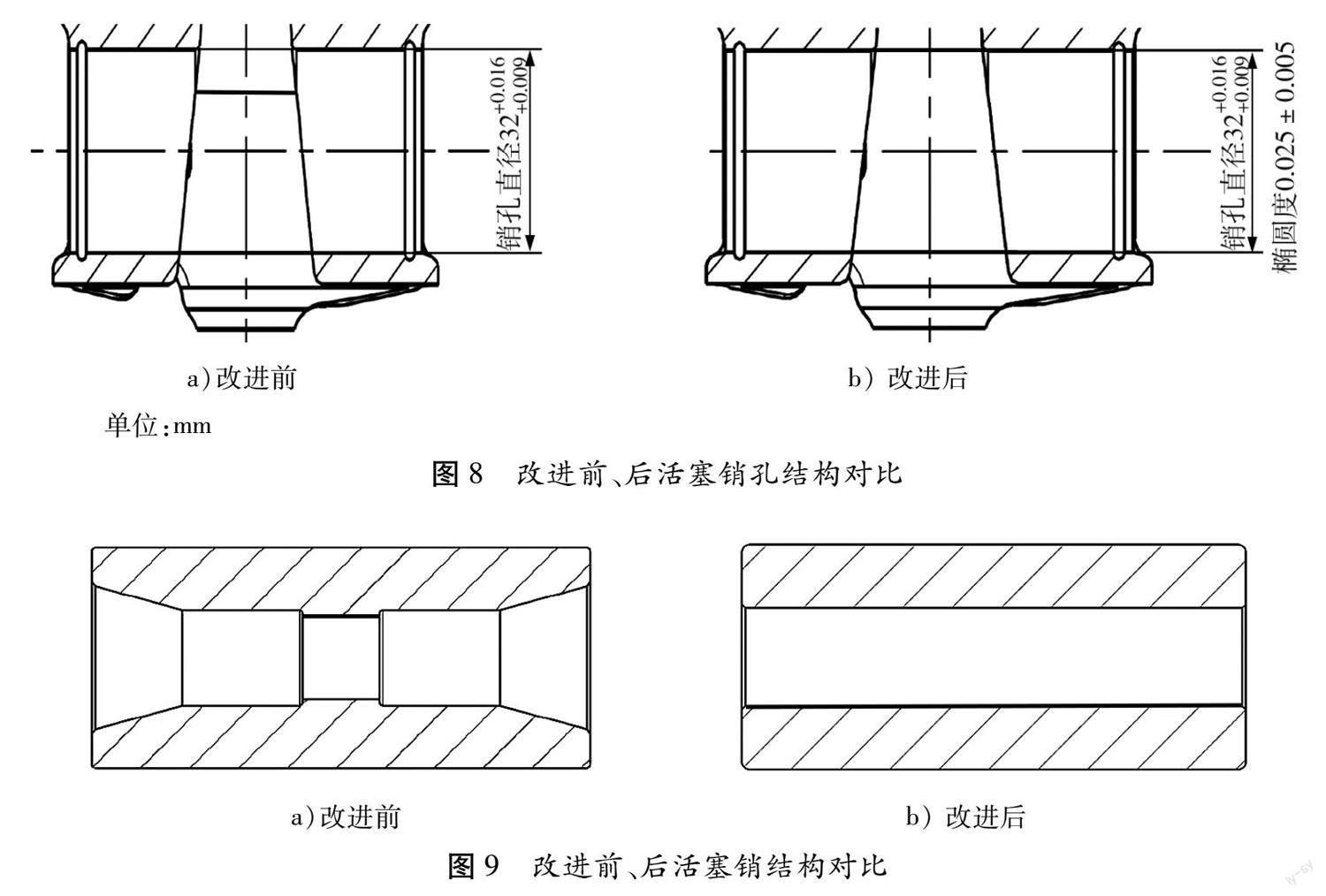
基于以上分析,改進活塞及活塞銷結構,減小活塞銷橢圓變形及銷孔上端應力。將活塞銷孔由圓柱孔改為橢圓孔,增強其適應變形的能力;在活塞銷孔部位預留空間,減小拉應力的影響;將活塞銷內孔喇叭口改為通孔,增強剛性,減小橢圓變形及彎曲變形。改進前、后活塞銷孔及活塞銷結構對比如圖8、9所示。
2.2 有限元分析
利用UG軟件建立活塞、活塞銷和連桿的三維實體模型,導入ANSYS有限元分析軟件中進行網格劃分,基于活塞組的對稱性,選取活塞、活塞銷和連桿模型的二分之一作為有限元分析計算模型,在不影響計算精度的情況下忽略有限元模型的微小特征[12-14]。
采用二階四面體對活塞進行網格劃分,對溫度梯度較大位置的網格進行加密處理,共劃分為385 593個單元和552 891個節點,其他組件采用四面體和六面體網格劃分,活塞組共劃分為421 406個單元和645 676個節點,活塞組網格模型如圖10所示。
發動機穩定運行過程中,活塞的熱量交換基本達到平衡,采用第三類邊界條件,即通過給定周圍介質溫度和換熱系數模擬活塞溫度場分布,施加燃氣壓力,考慮慣性力及活塞側向力,進行迭代計算,得到相關參數[15]。改進前、后活塞銷孔接觸壓力、疲勞系數、活塞銷彎曲變形及橢圓變形如圖11、12所示。
由圖11可知:改進前活塞銷孔最大接觸壓力為93.00 MPa,最小疲勞系數為1.45,活塞銷彎曲變形為0.073 9 mm,端面外圓變形為0.055 1 mm,端面內孔變形為0.057 6 mm。
由圖12可知:改進活塞及活塞銷結構后,活塞銷孔最大接觸壓力為95.00 MPa,最小疲勞系數為1.52,活塞銷彎曲變形為0.071 3 mm,比原方案減小了3.52%,端面外圓變形為0.029 1 mm,比原方案減小了47.19%,端面內孔變形為0.030 4 mm,比原方案減小了40.97%。
改進后,活塞銷孔最大接觸壓力變化不大,但銷孔最小疲勞系數增大,活塞銷彎曲變形、端面外圓變形及端面內孔變形明顯降低。
3 試驗驗證
3.1 銷孔疲勞試驗
銷孔疲勞試驗采用重復加載方法對活塞頂部和底部施加液壓負荷模擬燃氣負荷及零部件慣性負荷,檢測活塞銷座部位結構強度和承載能力,判定發動機活塞銷孔疲勞強度和循環壽命。
試驗前檢測活塞銷孔直徑、探傷檢測活塞外觀,保證質量合格。根據發動機所承受的爆發壓力或發動機示功圖、額定轉速、活塞慣性力等參數確定試驗爆壓為19 MPa、檢測頻率為15 Hz、檢測循環次數為106,對同款發動機的多個活塞銷孔進行疲勞試驗,直至出現3個負載波峰或3個負載波谷為止。改進前、后活塞銷孔疲勞試驗結果如圖13所示。由圖13可知:改進前平均負載為22.3 MPa,改進后平均負載為23.75 MPa,提高了6.5%,改進后,活塞銷孔承受的最大負載明顯提高。
3.2 耐久試驗
根據改進方案重新加工活塞及活塞銷,進行1 000 h耐久試驗,發動機運行過程中未出現異常情況,拆機后觀察各活塞表面狀態,銷孔表面接觸狀況均良好。對各銷孔表面進行著色探傷,未發現裂紋。
將改進后的活塞及活塞銷孔批量裝機運行后,未出現活塞銷孔開裂問題。
4 結論
1)引起活塞銷孔規則形貌疲勞裂紋產生的原因較多,需結合零部件檢測結果、斷面觀察、金相分析、壓力分析等多種方法進行確定。
2)活塞銷孔部位改為橢圓孔,活塞銷內孔改為通孔后,活塞銷孔的平均負載提高6.5%左右;銷孔接觸狀態良好,無開裂現象,改進方案為高強化柴油機鋁活塞的設計及失效改進提供參考。
參考文獻:
[1] ?劉暢,張衛正,劉雨薇.高強化柴油機活塞異型銷孔結構設計與試驗研究[J].車用發動機,2011,196(5):18-23.
[2] ?白峭峰,樊文欣,梁海龍,等.發動機活塞銷孔結構強度分析及改善對策研究[J].機械制造與研究,2012,41(1):38-42.
[3] ?范淑果,郝宏偉.活塞銷與活塞銷孔配合的工作可靠性分析[J].內燃機配件,1998(3):15-19.
[4] ?王世利,劉小斌,丁文開,等.活塞銷孔結構對銷孔承載能力影響的研究[J].內燃機與動力裝置,2013,30(1):1-3.
[5] ?王世利,吳義民,劉小斌.重型車用柴油機活塞銷孔可靠性分析[J].內燃機與動力裝置,2011(6):17-21.
[6] ?張利敏,盧士勇,韓琦,等.柴油機活塞銷孔型線對比分析研究[J].車用發動機,2017(3):78-81.
[7] ?王亮,吳國棟,趙文斌,等.高強化柴油機活塞銷孔型線設計及試驗研究[J].內燃機與動力裝置,2018,35(1):40-43.
[8] ?王星全,吳義民,王志龍,等.柴油機活塞頭部斷裂失效分析[J].內燃機與動力裝置,2018,35(1):82-87.
[9] ?田小青,劉世英,張文利,等.柴油機活塞異形銷孔結構設計與疲勞的綜合性研究[J].內燃機工程,2008(1):52-55.
[10] ?劉世英.內燃機活塞機械疲勞損傷與可靠性研究[D].濟南:山東大學,2007.
[11] ?中華人民共和國工業和信息化部.內燃機 鑄造鋁活塞 金相檢驗:JB/T 6289—2019[S].北京:機械工業出版社,2019.
[12] ?張軍.汽車零件表面疲勞磨損機理分析及預防措施[J].科學咨詢(決策管理),2008(12):62.
[13] ?楊振宇.高強化內燃機活塞的摩擦磨損設計[D].北京:北京理工大學,2015.
[14] ?王俊玲.汽車零件磨損類型及成因[J].科技咨詢導報,2007(2):63.
[15] ?王星全,劉濤,王占宜,等.高強化柴油機鋁活塞銷孔失效分析[J].內燃機與動力裝置,2020,37(3):52-56.
Analysis of cracking of aluminum piston pin hole for high-strength
diesel and its improvement
LI Qian1,2, WANG Zhilong1,2, ZHANG Junqing1,2, WANG Shili1,2,
WANG Jun1,2, LIU Shiying1,2
1. Binzhou Bohai Piston Co. , Ltd. , Binzhou 256602, China;
2. Shandong Province Key Laboratory of Engine Piston Cylinder Kits, Binzhou 256602, China
Abstract: Based on the analysis of the failure mechanism on the problem of pin hole cracking in the endurance test of aluminum piston of high-strength diesel engine,the main reason of piston failure is that the elliptical deformation of piston pin is too large, which makes the horizontal force on the pin hole position greater, which brings insufficient fatigue strength.The optimize structure of the piston pin hole is improved by changing the cylindrical hole into the elliptical hole, reserving the space in the piston pin hole position, changing the piston pin inner hole bell mouth to the through hole, the finite element analysis software is then used to simulate and calculate the optimization scheme, and the results are verified by fatigue test and durability test. The results show that the average load of the piston pin hole increases by about 6.5%, and the piston pin hole does not crack.
Keywords: aluminum piston; pin bore cracking; finite element; test verification
(責任編輯:胡曉燕)
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18