考慮螺桿轉子表面質量與硬度的銑削參數優化*
2024-04-14 07:37:28林澤利孫興偉楊赫然趙泓荀
制造技術與機床 2024年4期
林澤利 孫興偉 楊赫然 劉 寅 趙泓荀
(①沈陽工業大學機械工程學院,遼寧 沈陽 110870;②遼寧省復雜曲面數控制造技術重點實驗室,遼寧 沈陽 110870)
螺桿轉子的重要性主要體現在螺桿機械的應用上。作為螺桿泵等重型螺桿機械的關鍵組成部件,其加工質量是影響螺桿機械設備的使用壽命以及其他使用性能的重要因素[1-2]。螺桿泵因其構造簡單、流量脈動小等優點被廣泛應用于石油開采、工程機械等領域。螺桿泵的工作過程中螺桿轉子與定子之間存在相對運動,使兩表面之間產生摩擦,表面越粗糙,接觸面積就越小,磨損就越快,螺桿轉子的耐磨性就越差;硬度對螺桿轉子的耐磨性也有一定影響,硬度的提高,在一定程度上可以提高螺桿轉子的耐磨性。因此,提高螺桿轉子的表面質量和硬度,延長螺桿轉子的使用壽命變得尤為重要[3]。
多年來一直有學者不斷對工件表面粗糙度和硬度進行研究。豆衛濤等[4]、王運等[5]均通過車削試驗,分析了工藝參數對零件的表面粗糙度的影響規律。Zhang H P 等[6]進行了300M 超強度鋼的高速車削試驗,分析了影響表面粗糙度的各種因素的先后順序,并正交切削實驗,得到了影響表面粗糙度的主要和次要影響因素。在硬度研究方面,張昌明等[7]研究了銑削工藝參數對A100 合金鋼的表面顯微硬度的影響,通過極差分析得出了工藝參數對硬度影響程度的大小順序。于英釗等[8]針對AISI 高強度鋼經過高速干銑削加工后的表面加工硬化進行了研究。Wang C G 等[9]對側銑加工ZK61M 鎂合金板材的表面硬度進行了簡要分析,發現銑削溫度對加工表面的硬度起主要作用。機加工后工件的表面質量對其各種性能都有一定影響。
本文以多頭螺桿轉子為研究對象,通過螺桿轉子外包絡銑削加工試驗,對螺桿轉子的表面粗糙度和硬度進行研究,結合多目標原子軌道搜索優化算法,對工藝參數進行優化,尋找最優參數組合,為提高螺桿轉子的表面加工質量和服役可靠性提供支撐。
1 外包絡銑削加工原理
螺桿轉子外包絡銑削加工原理如圖1 所示。加工前,調整盤銑刀刀盤,使刀盤軸線與工件軸線形成夾角,該夾角大小等于螺桿轉子的螺旋角[10]。依靠盤銑刀的旋轉、盤銑刀沿工件軸向的進給、盤銑刀沿工件徑向的往復進給和工件的旋轉完成螺桿轉子的加工。圖1 中,盤銑刀的轉速為n,刀具沿工件軸向的進給運動為間歇進給運動,工件每旋轉一周完成一個端面輪廓的加工,一個端面輪廓加工結束,刀具沿工件軸向進給一次,進行下一個端面輪廓的加工,間歇進給量為f。刀具沿工件徑向往復進給運動和工件自身旋轉運動需要聯動配合,才能完成螺桿轉子的加工,往復進給速度和工件旋轉速度通過加工倍率F進行調整。
2 螺桿轉子加工試驗
2.1 試驗加工設備
螺桿轉子的銑削加工試驗用數控螺桿銑床LXK300G,如圖2 所示。加工刀具為盤銑刀,刀盤直徑290 mm,配備24 個菱形刀片,刀片材料為硬質合金,切削刃長16 mm。試件為圓柱形棒料,直徑100 mm,長度為1 200 mm,材料為45#鋼,其化學成分及物理屬性分別見表1 和表2。

表1 45#鋼化學成分(%)
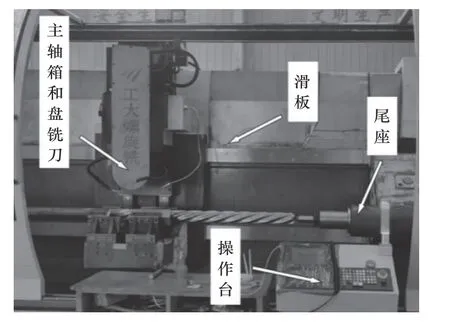
圖2 螺桿轉子加工現場
2.2 試驗方案設計與測量結果
為研究外包絡銑削工藝參數對螺桿轉子的表面粗糙度值和顯微硬度值的影響,以主軸轉速n、間歇進給量f、加工倍率F作為影響因素,設計了三因素五水平正交試驗,根據實際加工條件確定工藝參數的各水平指標,見表3。試驗加工完成后,使用TR200 便攜式粗糙度儀和顯微維氏硬度計進行表面粗糙度和顯微硬度的測量,如圖3 所示。25 組正交試驗方案及測量結果見表4。
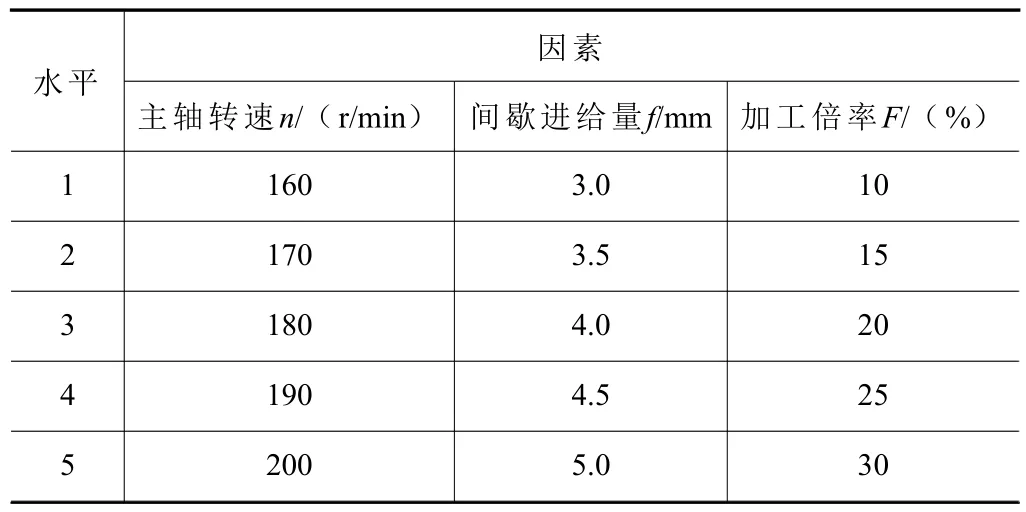
表3 正交試驗因素水平表
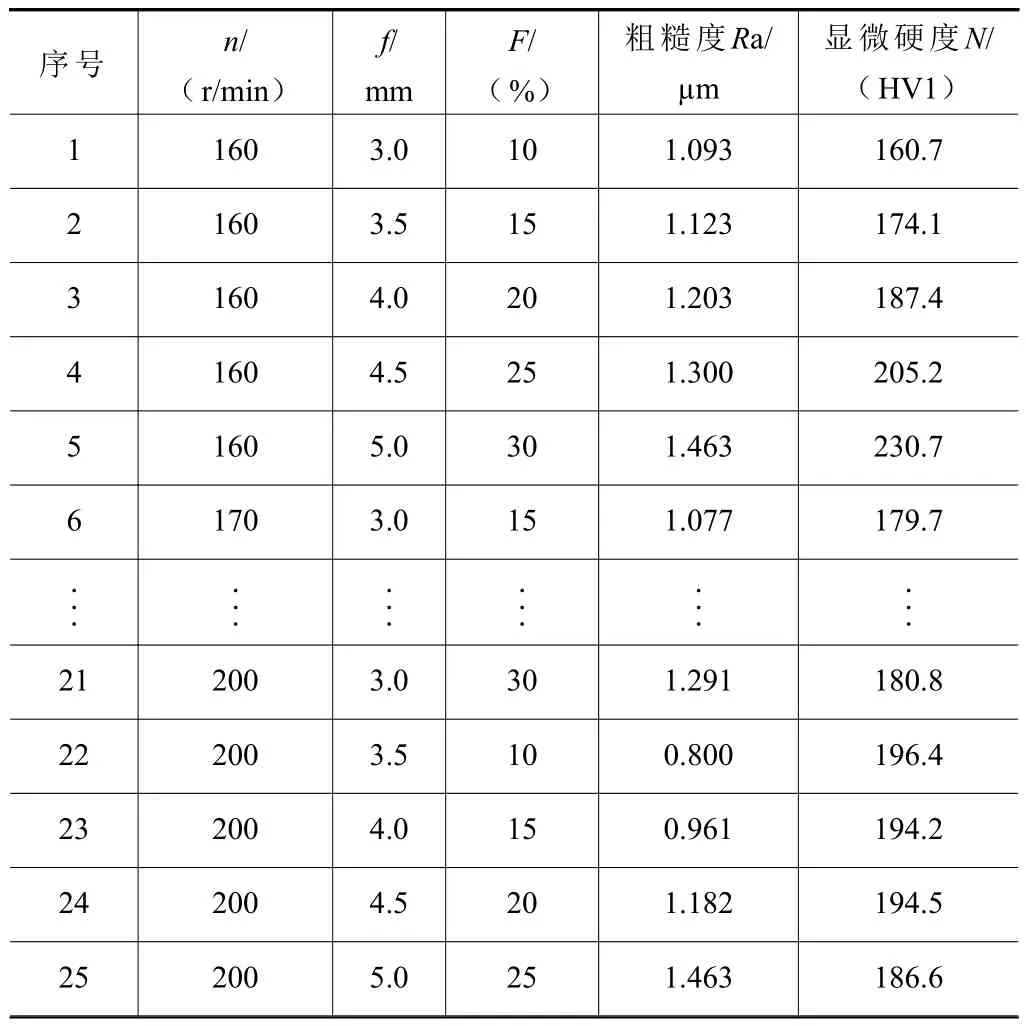
表4 正交試驗方案及結果
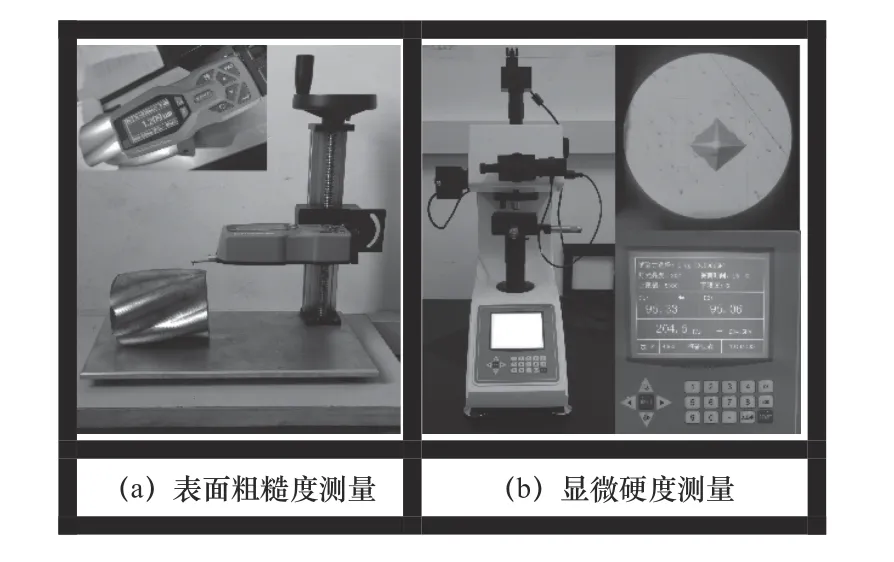
圖3 試驗結果測量
3 試驗結果分析及回歸模型建立
對表面粗糙度和顯微硬度數據進行方差分析,建立回歸方程。方差分析的作用是分析工藝參數及工藝參數的交互項對表面粗糙度值和顯微硬度值影響的顯著性,方差分析在0.05 顯著性水平下進行[11]。表5 是表面粗糙度值Ra 的方差分析結果,可以判斷工藝參數(n、F)、平方項(F×F)、交互項(n×f、n×F)對表面粗糙度值有顯著影響,因為這些項的P值均小于0.05。工藝參數對表面粗糙度的影響程度大小依次為:加工倍率、間歇進給量、主軸轉速。表6 是顯微硬度N的方差分析結果,可以分析出工藝參數(f)、平方項(n×n、f×f、F×F)、交互項(n×f、n×F)對顯微硬度N有顯著影響,因為這些項的P值均小于0.05。工藝參數對顯微硬度的影響程度大小依次為:間歇進給量、加工倍率、主軸轉速。
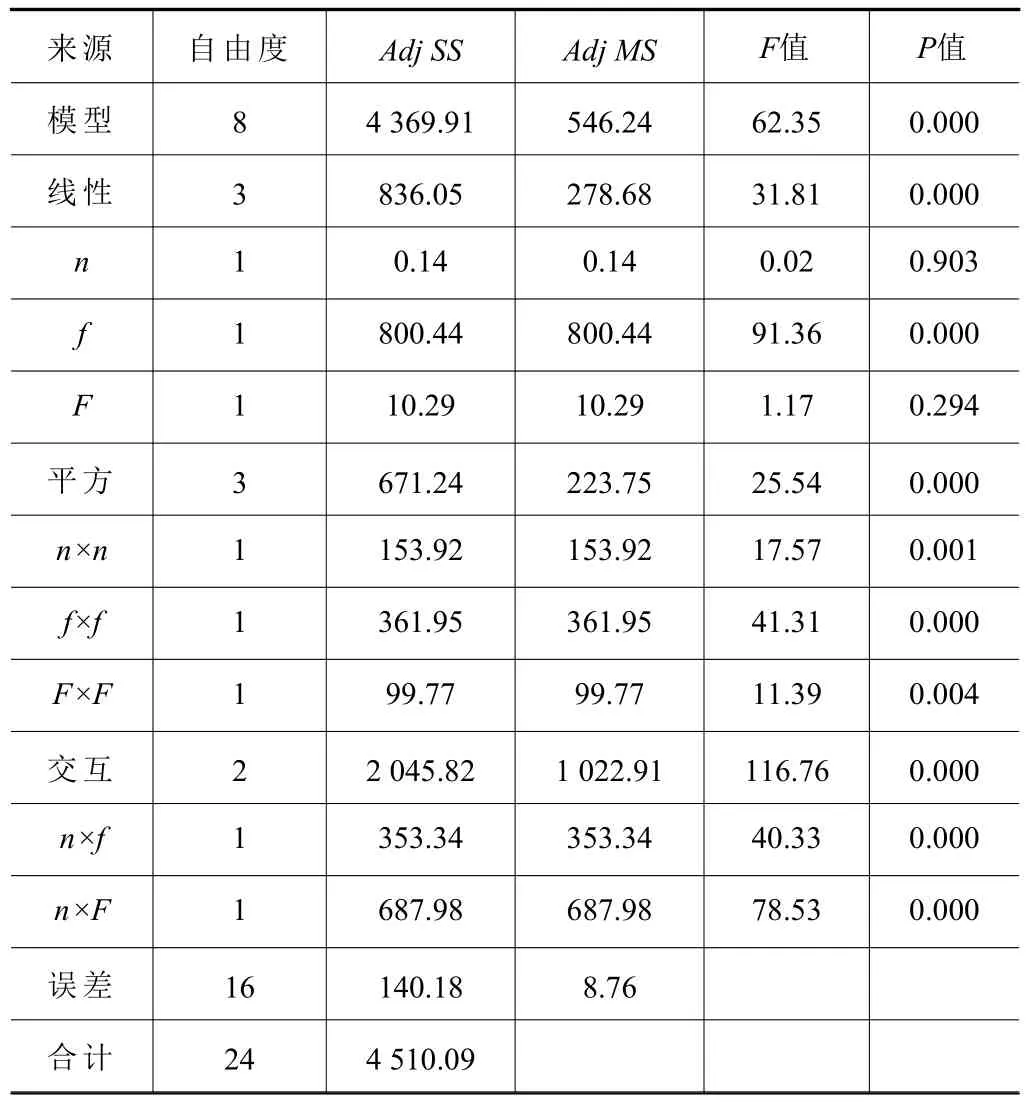
表6 N 方差分析結果
建立表面粗糙度值Ra 和顯微硬度值N與工藝參數之間關系的數學回歸模型,分別見式(1)和式(2)。
通過對上述數學模型分析可知,表面粗糙度值Ra 數學模型的R-sq為96.11%,R-sq(調整)為94.17%,R-sq(預測)為90.91%;顯微硬度N數學模型的R-sq為96.89%,R-sq(調整)為95.34%,Rsq(預測)為90.13%,說明上述數學模型的擬合程度良好,可用于預測給定的工藝參數對應的粗糙度值和顯微硬度值。
4 基于多目標原子軌道搜索優化算法工藝參數尋優
4.1 原子軌道搜索優化算法
原子軌道搜索(atomic orbital search,AOS)算法是2021 年Azizi M 提出的,其靈感來自于量子原子理論所考慮的電子密度構型和原子對能量的吸收或發射的基本原理[12]。該算法具有較強的全局搜索能力,能夠避免陷入局部最優,同時也具有較快的搜索速度。在該算法中,每個電子代表一個可行解X,搜索空間為圍繞原子核的電子云,其物理模型可分成不同半徑的薄球殼層。
其中:i=1,2,···,m;j=1,2,···,d;m為候選解數量;d為問題維度。電子初始位置可由式(4)確定:
在每層中最佳目標函數值的候選解為該層中最低能級的電子。為了從數學上表示光子對原子核周圍電子的作用,在(0,1)范圍內為每個電子生成一個均勻分布的隨機數φ。此外,光子速率PR被確定為光子對電子作用的概率的參數。如果φ>PR,光子對電子的作用是可能的,需要再判斷光子的發射和吸收,如果,則考慮光子的發射,候選解位置更新方式見式(5);如果,則考慮光子的吸收,候選解的位置更新方式見式(6)。如果φ<PR,光子對電子的作用是不可能的,不同層電子的運動可能是其他因素導致的,候選解的位置更新方式見式(7)。
4.2 確定優化目標
表面粗糙度和顯微硬度是影響螺桿轉子使用性能的兩個重要因素[13]。表面粗糙度值越小表明工件的表面質量越好,故第一個優化目標函數見式(8);顯微硬度的增加可以提高轉子的耐磨性,故第二個優化目標函數見式(9)。
通過式(1)、式(2)、式(8)、式(9)可以看出優化目標主要與工藝參數有關,故將主軸轉速、間歇進給量、加工倍率設置為優化變量。優化變量的求解范圍根據實際加工條件設定,本次將正交試驗的參數范圍作為優化變量的約束條件,具體如下:
(1)主軸轉速:160~200 r/min。
(2)間歇進給量:3~5 mm。
(3)加工倍率:10%~30%。
將表面粗糙度值和顯微硬度作為優化算法的目標,多目標優化流程如圖4 所示。
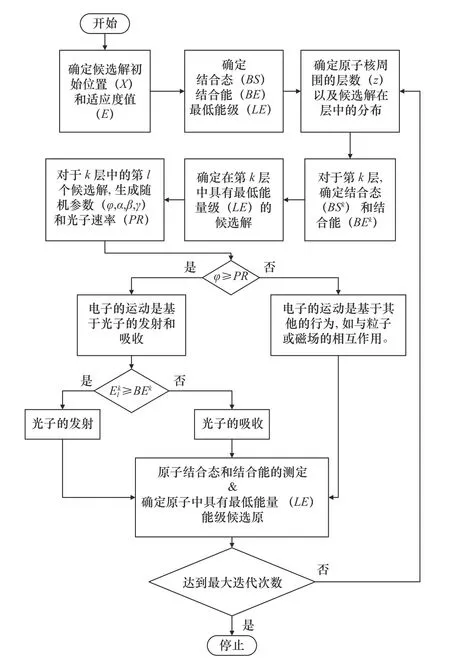
圖4 多目標優化流程圖
由于該算法具有較強的搜索能力和較快的搜索速度,故設置迭代次數為100。當完成100 次迭代過程后多目標優化算法停止迭代,可以得到Pareto解集。
4.3 Pareto 解集選優
采用多目標優化算法得到的一系列非支配解,即為Pareto 最優解集[14]。優化結果要從該解集中選取,通常的選擇方式是根據經驗選擇,但是這樣選擇隨機性較大。因此,采用基于模糊集合理論在Pareto 最優解集中選取最優解[15]。
定義支配函數 ξr,第r個解的支配值為
式中:h為解的數量,g為優化目標個數。
根據支配函數 ξr計算公式,可以計算Pareto 解集中所有解的支配值,計算結果能夠很好地反映該解的綜合性能,數值越大說明解的性能越好,故選擇支配值最大的解作為最優解。
4.4 優化結果分析
根據式(11)計算出Pareto 解集中所有解的支配值,結果如圖5 所示。
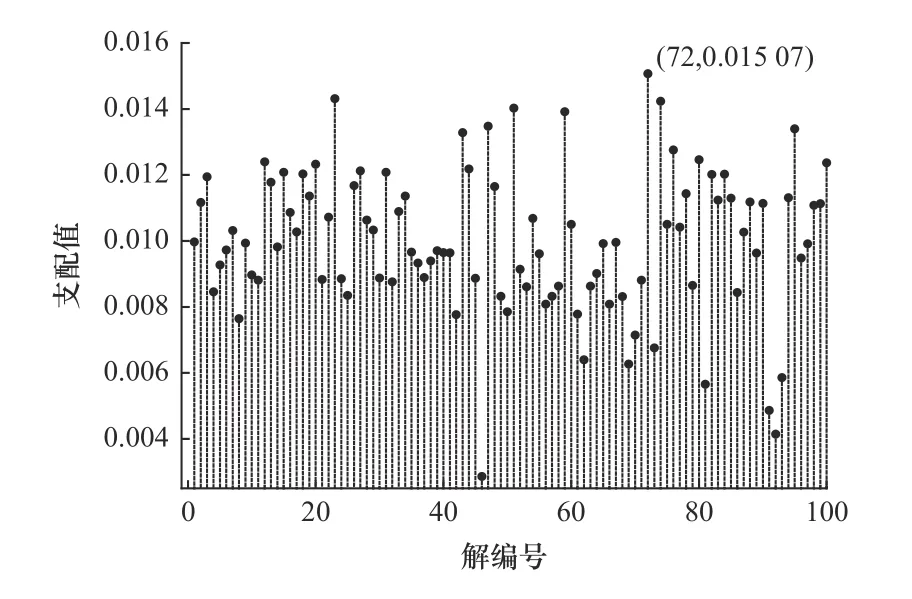
圖5 最優解集的支配值
從圖5 中可以看出,72 號解的支配值最大,說明該解的綜合性能最好,故將其確定為最優解,對應工藝參數優化前后見表7。
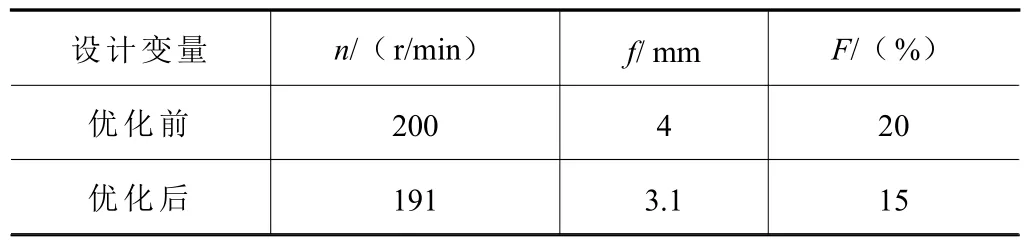
表7 設計變量優化結果
采用優化前的工藝參數進行試驗加工,得到的表面粗糙度值為1.102 μm,顯微硬度為188.2 HV1。根據實際加工與試驗設備條件情況,無法精確達到最優工藝參數,在保證其他加工條件不變的情況下,需要對尋優得到的工藝參數進行調整。調整后主軸轉速為191 r/min,間歇進給量為3.1 mm,加工倍率為15%。使用最優參數組合進行試驗,得到工件表面粗糙度值為0.913 μm,顯微硬度為202.5 HV1,優化后表面粗糙度值降低了17.15%,顯微硬度提高了7.60%,使螺桿轉子加工后的表面質量得到提高。
5 結語
本文針對螺桿轉子的表面粗糙度和硬度進行研究,通過外包絡銑削正交試驗,得到結論如下。
(1)工藝參數對表面粗糙度影響的主次順序依次為:加工倍率、間歇進給量、主軸轉速。對顯微硬度影響的主次順序依次為:間歇進給量、加工倍率、主軸轉速。根據試驗數據建立表面粗糙度和顯微硬度的數學回歸建模,通過分析表明模型擬合程度良好,可用于工藝參數尋優。
(2)利用多目標原子軌道搜索優化算法進行工藝參數優化,得到最優工藝參數組合為:主軸轉速為191 r/min,間歇進給量為3.1 mm,加工倍率為15%。采用該參數組合進行銑削加工試驗,與優化前進行對比,發現螺桿轉子的表面粗糙度值降低了17.15%,顯微硬度提高了7.60%,使得螺桿轉子的加工質量得到提高。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09