合金鋼自鎖螺母振動試驗失效分析及預防
2024-04-07 09:03:10徐家強程東松繩慧潔關悅金宏張玲玲
金屬加工(熱加工) 2024年3期
關鍵詞:裂紋
徐家強,程東松,繩慧潔,關悅,金宏,張玲玲
1.河南航天精工制造有限公司研究所 河南信陽 464000
2.河南省緊固連接技術重點實驗室 河南信陽 464000
1 序言
30CrMnSiA材料屬于調質鋼,具有較高的淬透性,經合適的熱處理后,顯微組織為索氏體、貝氏體或極細的珠光體,具有較高的抗拉強度、屈強比韌性和疲勞強度,被廣泛應用于航空航天、汽車和石油化工等領域[1,2]。然而,關于30CrMnSiA鋼自鎖螺母振動開裂研究相對較少[3,4]。本文通過合金鋼自鎖螺母裂紋和斷口分析來研究30CrMnSiA高強度鋼自鎖螺母裂紋形成機理,為其在工業領域的廣泛應用提供理論和經驗支持。
2 試驗過程及結果
2.1 外觀檢查
(1)螺母外觀檢查 在對某合金鋼鍍鎘鈍化自鎖螺母進行振動試驗時,螺母表面出現裂紋,部分螺母在試驗過程中出現脫落現象。對自鎖螺母振動試驗失效件外觀檢查發現,螺母外表面存在T字交叉裂紋,橫向裂紋位于螺母收口部位且與內螺紋螺旋線走向一致,如圖1所示。豎向裂紋與橫向裂紋垂直呈T字形,如圖2所示。

圖1 裂紋在螺母外表面形態
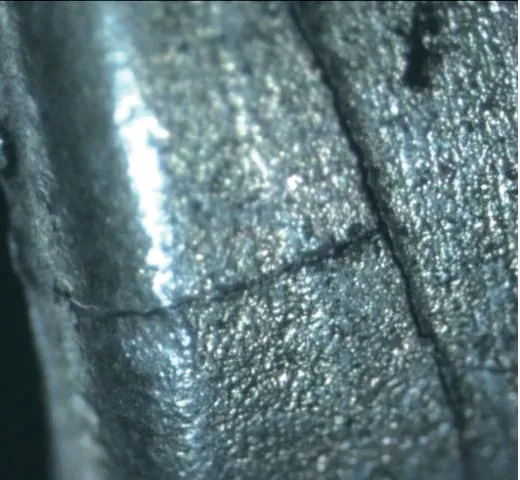
圖2 交叉裂紋外觀形態
觀察未進行振動試驗的完好件,螺母直口處存在兩處橫向臺階,分別位于距螺母端面兩倍螺距處及靠近直口與六方過渡圓半徑R處,如圖3所示。另外,振動試驗后的螺母過渡圓半徑R處也存在裂紋缺陷,如圖4所示。
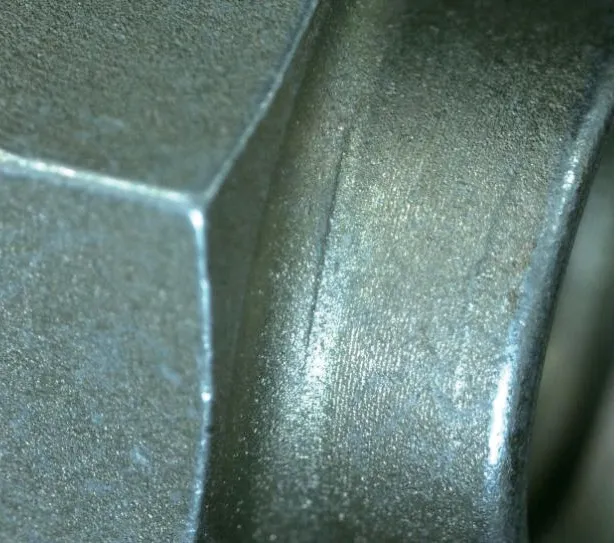
圖4 振動試驗后過渡圓半徑R處裂紋形貌
(2)模具外觀檢查 對該批次產品收口用模具清洗后進行外觀檢查發現,收口用模具的一端內孔因長期擠壓螺母直口面而造成磨損,生成臺階狀磨痕,如圖5所示。另外,將存在兩處橫向臺階的失效螺母與模具進行對比發現,模具磨損區域的高度與失效自鎖螺母兩處橫向臺階的間距相同。
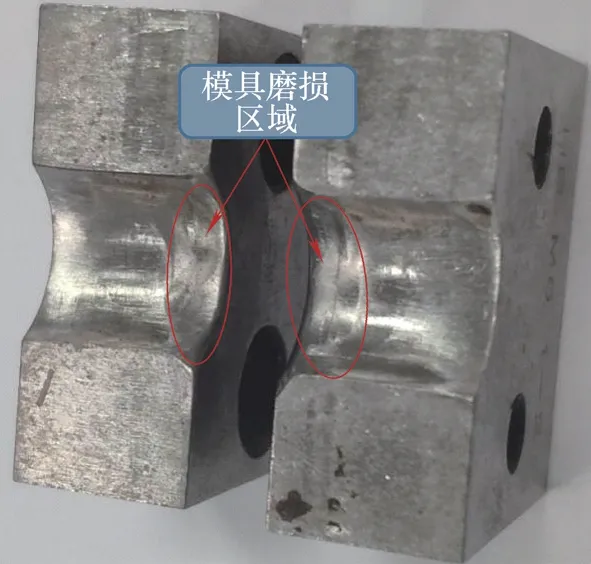
圖5 臺階狀磨痕
(3)微觀檢查 采用線切割將失效件臨近豎向裂紋處豎向剖開,裂紋處基體材料自然脫落。對產品進行超聲波清洗后,采用掃描電鏡觀察裂紋斷口處形貌,發現斷口表面未見明顯腐蝕形貌和塑性變形,但斷口處材料存在疲勞裂紋特征。
采用掃描電鏡觀察脫落區橫向斷口形貌,橫向斷裂處未見明顯的塑性變形,裂紋從螺母收口處螺紋內側根部產生(見圖6),呈線性多源特征且斷口上可見明顯的疲勞裂紋擴展臺階(見圖7),棱線粗大,擴展區面積較大。同時,在斷口擴展區上可見明顯二次裂紋特征,如圖8所示。
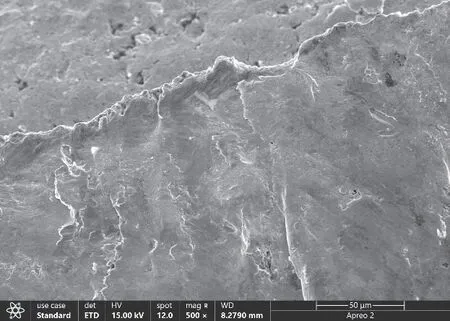
圖6 橫向斷裂源區形貌

圖7 橫向斷裂區局部形貌
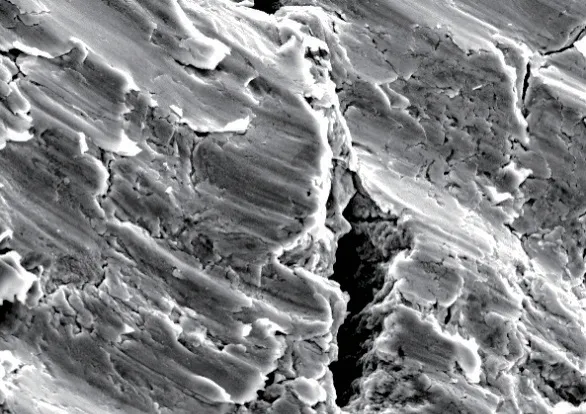
圖8 橫向裂紋擴展區
采用掃描電鏡觀察豎向脫落區斷口形貌,裂紋呈點源疲勞特征,如圖9所示。豎向裂紋疲勞源位于內螺紋孔口內側并沿螺母軸向擴展,擴展區可見犁溝狀擠壓磨損痕跡及疲勞條帶(見圖10),且在交變載荷作用下,裂紋不斷擴展,最終與橫向裂紋交匯形成T字形裂紋。

圖9 縱向裂紋源區
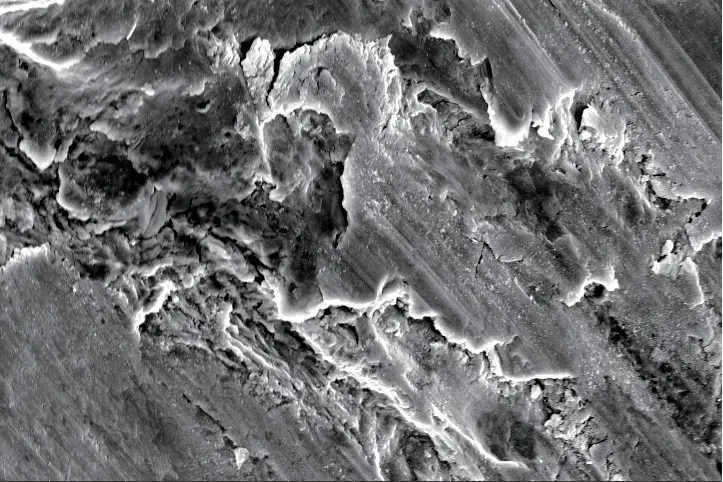
圖10 縱向裂紋擴展區
2.2 能譜檢查
采用掃描電鏡對橫向斷口區域進行能譜檢查(見圖11),發現橫向裂紋斷口區域存在較多Cd元素(見圖12),且從分布區域可看出,距離內螺紋牙底1~3mm附近的Cd元素較多,遠離內螺紋則Cd元素逐漸減少。但是,距離牙底1mm以內區域Cd元素極少。這是由于自鎖螺母表面處理方式為鍍鎘鈍化,螺母鍍鎘之后進行3s左右的鈍化,由于鈍化時間較短,因此鈍化液沿牙底微裂紋深入基體,導致螺母牙底附近Cd元素消失。
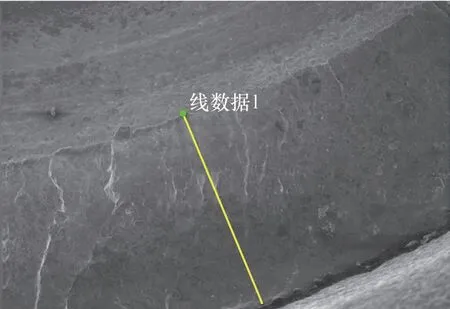
圖11 橫向斷口能譜檢查線
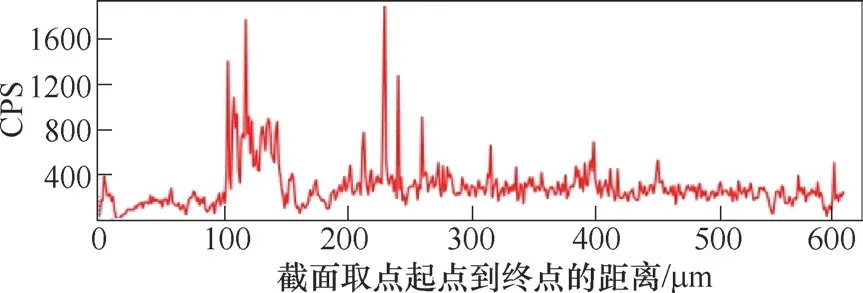
圖12 橫向斷口鎘元素分布曲線
利用掃描電鏡對豎向斷口區域采用十字交叉法進行能譜檢查(見圖13、圖14),發現豎向裂紋區域中心及內螺紋牙底附近Cd元素較多,靠近橫向斷面及內螺紋孔口處Cd元素較少(見圖15、圖16),特別是內螺紋孔口處幾乎無Cd元素。
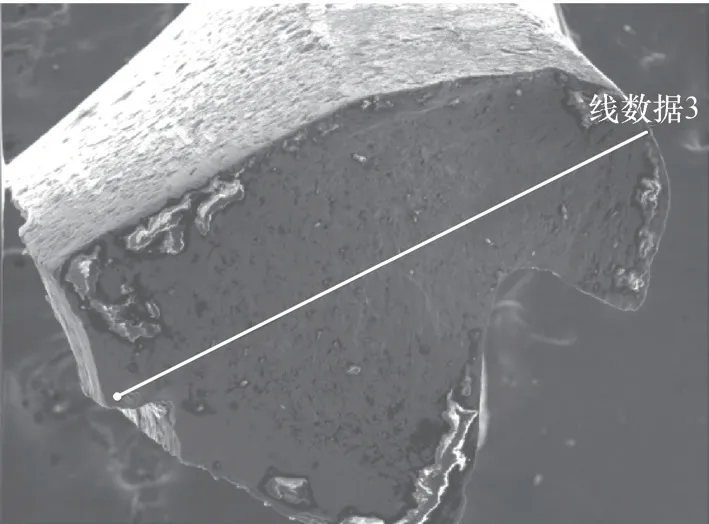
圖13 縱向裂紋豎直方向能譜檢查線
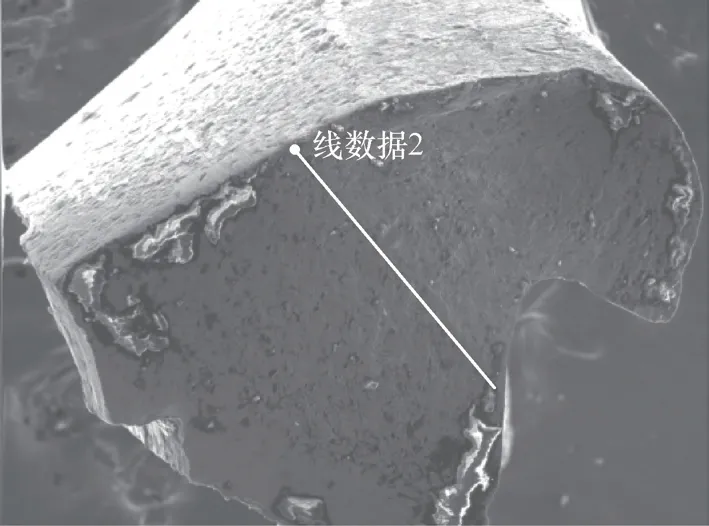
圖14 縱向裂紋水平方向能譜檢查線
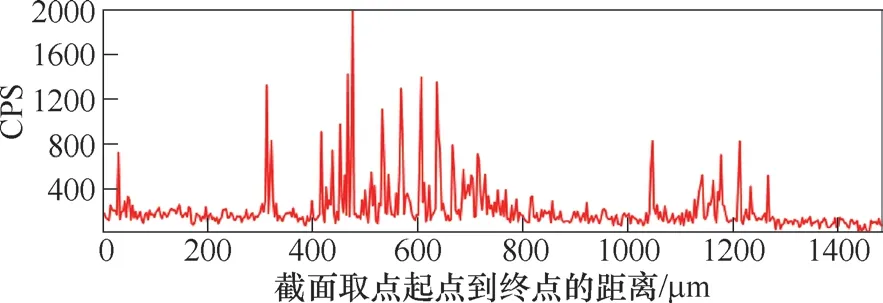
圖15 縱向裂紋豎直方向Cd元素分布
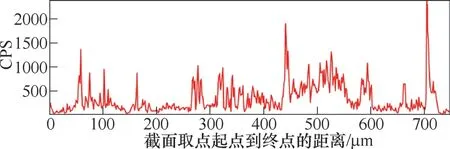
圖16 縱向裂紋水平方向Cd元素分布
2.3 顯微硬度檢測
分別對打斷樣件的收口處及非收口部位,沿豎直方向由上到下直至直口與六方過渡圓半徑R處進行顯微硬度檢測。豎直方向不同距離處的顯微硬度變化曲線如圖17所示,其中產品標準硬度為268~329HV。由圖17可看出,雖然失效試樣硬度在標準范圍內,但豎直方向收口處顯微硬度明顯高于非收口部位。距離上端面1.5mm處及3.0mm處(六方與直口過渡過渡圓R附近)的顯微硬度明顯高于非收口部位。
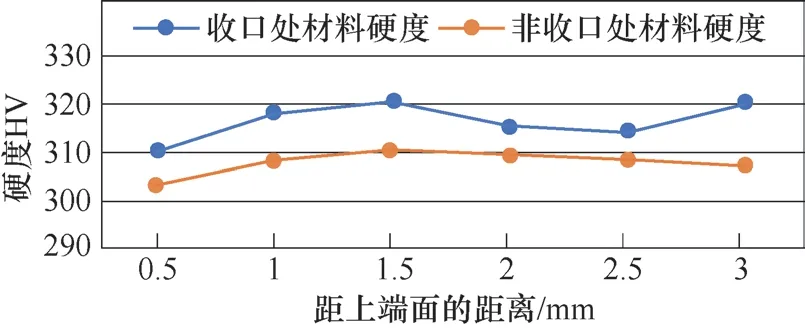
圖17 顯微硬度變化曲線
2.4 金相組織分析
如圖18、圖19所示,螺母顯微組織為回火索氏體+未溶鐵素體,螺紋牙側表面雖然存在脫碳現象,但經檢測,該脫碳層深度符合HB 7595—2011《使用溫度不高于425℃的MJ螺紋自鎖螺母通用規范》規定的相關要求。
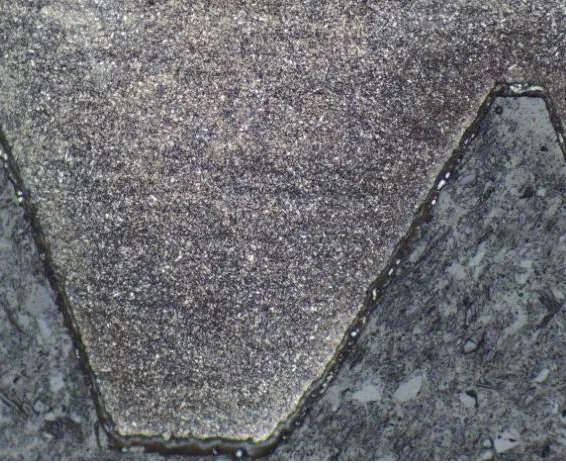
圖18 螺母金相組織
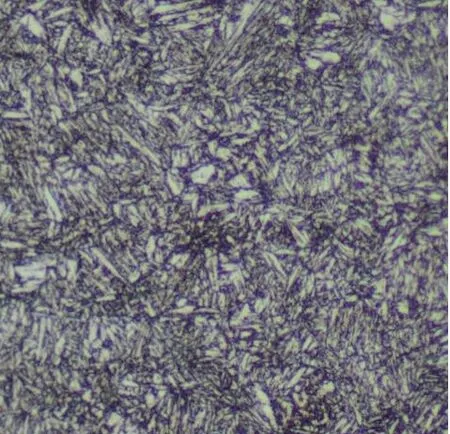
圖19 螺母顯微組織
3 裂紋成因分析
3.1 材質及熱處理分析
對螺母的金相組織分析表明,材料的組織正常,無偏析現象,螺母金相組織為回火索氏體+未溶鐵素體,脫碳層深度符合相關技術條件要求。同時,螺母斷口處未發現材質缺陷,因該批次螺母失效與產品的材質及冶金質量無直接關系。
3.2 裂紋成因分析
螺母直口處外表面存在兩處明顯橫向臺階,分別位于距螺母端面兩倍螺距及靠近直口與六方過渡圓半徑R處,顯微硬度檢測表明,收口處特別是橫向臺階處硬度明顯偏高。復查產品加工記錄發現以下現象。
1)收口加工時定位銷高度不合適,導致沖床收口時模具相對于螺母收口區域擠壓高度增大至過渡圓半徑R附近。
2)模具孔口存在一定磨損(見圖5),定位銷高度不合適,磨損區域對應的螺母材料受壓后六方過渡區域產生壓痕。在對螺母進行收口加工時,模具磨損區域與未磨損區域的過渡處造成距螺母端面2倍螺距處產生橫向臺階。
3)定位銷高度不合適,導致在相同收壓量情況下距螺母孔口端面2倍螺距處收口壓力更大。
橫向裂紋斷口處存在疲勞裂紋,均呈線源特征和臺階形貌。裂紋萌生于內螺紋牙底,逐漸向試樣內部擴展,并在試樣內部與豎向裂紋交叉。產品工藝路線為:數控車削→攻螺紋→收口→熱處理→鍍鎘。能譜分析發現斷口處存在較多Cd元素,即產品在收口加工時因定位銷高度不合適承受較大應力,導致內螺紋牙底存在微裂紋現象,經過電鍍加工時Cd元素沿牙底微裂紋滲入基體內。
受定位銷高度影響,在相同收壓量情況下,螺母孔口處所受壓力會更大,再加上螺母孔口存在倒角,即此處基體較薄,造成因內螺紋孔口處應力集中而形成疲勞源。裝配試驗螺栓時此處材料存在被脹大現象,隨著振動試驗持續進行不斷承受交變載荷,導致螺母孔口處疲勞源產生豎向微裂紋。隨著振動試驗持續進行,微裂紋不斷擴展,最終導致自鎖螺母發生疲勞斷裂失效。
4 結束語
定位銷高度不合適導致螺母直口部位產生臺階,從而產生應力集中現象,致使螺紋牙底形成裂紋源,而后經過振動試驗產生橫向疲勞裂紋。受定位銷高度及收口模具影響,在相同收壓量情況下,螺母孔口處收口壓力會更大,振動試驗時因螺母孔口處形成疲勞裂紋源而萌生微裂紋,且在交變載荷作用下形成豎向裂紋。
鈍化液沿著微裂紋深入基體,導致螺母外表面裂紋附近Cd元素消失。因此,選用合適的定位銷高度,采用正確加工工藝,能夠有效地預防此類問題發生。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
