基于等離子雙絲增材制造技術(shù)制備坡莫合金工藝探究
2024-04-07 09:02:54張伊諾陳祖強(qiáng)陳林波耿燕飛陳希章彭康王艷虎
金屬加工(熱加工) 2024年3期
關(guān)鍵詞:工藝
張伊諾,陳祖強(qiáng),陳林波,耿燕飛,陳希章,彭康,王艷虎
溫州大學(xué)機(jī)電工程學(xué)院 浙江溫州 325035
1 序言
坡莫合金(Fe-Ni合金)是最具代表性的軟磁材料之一,因其具有高磁導(dǎo)率、低矯頑力和低磁滯損耗,而被廣泛應(yīng)用于航空航天、汽車和精密電子設(shè)備等行業(yè)。隨著電子設(shè)備的多樣化和自動(dòng)化,迫切需要開發(fā)具有良好可靠性的高性能軟磁材料[1,2]。此外,傳統(tǒng)的加工工藝,如鑄造、沖壓或粉末冶金等加工方法,目前加工的零部件主要集中在微型、帶狀部件的制備上,對(duì)于大型尺寸磁屏蔽裝置尚未涉及[3]。因此,探索和開發(fā)新型軟磁合金制造技術(shù)的必要性是顯而易見的。
增材制造技術(shù)由于具有快速成形、節(jié)約材料等優(yōu)點(diǎn)而被認(rèn)為是“大型制樣”的優(yōu)選,廣泛應(yīng)用在各行業(yè)的各種金屬增材制造領(lǐng)域[4,5]。坡莫合金增材制造絕大多數(shù)是通過激光選區(qū)熔化來實(shí)現(xiàn)的,采用激光熱源對(duì)粉末進(jìn)行加熱熔化并逐層堆積,雖然具有可達(dá)微米級(jí)制造精度的顯著優(yōu)勢,但本質(zhì)上仍是粉末冶金過程,容易產(chǎn)生缺陷,且由于磁疇壁移動(dòng)受阻,因此表現(xiàn)為磁導(dǎo)率降低及矯頑力提高[6-12]。電弧熔絲增材制造技術(shù)使用絲材作為填充材料,具有沉積效率高、沉積金屬致密度高、原材料利用率高、成本低等優(yōu)點(diǎn)[13],由于熔敷能量高,因此其金屬堆積空隙率極低,從而也確保了構(gòu)件的結(jié)構(gòu)可靠性。雙絲電弧增材制造能夠解決現(xiàn)有方法難以制備復(fù)雜結(jié)構(gòu)零件和大型零件的問題,因此本論文選用等離子雙絲增材制造工藝制備坡莫合金。
2 材料與設(shè)備
制備坡莫合金的試驗(yàn)設(shè)備包含KUKA智能化焊接系統(tǒng),配備旁軸送雙絲的方式來實(shí)現(xiàn)等離子雙絲增材制造。該設(shè)備主要分為兩部分:焊接系統(tǒng)和機(jī)器人系統(tǒng)。焊接系統(tǒng)主要由以下設(shè)備組成:KUKA六軸機(jī)械臂、送絲機(jī)、工作臺(tái)、等離子弧焊槍與電源、數(shù)控設(shè)備、冷卻水循環(huán)設(shè)備和保護(hù)氣裝置。機(jī)器人及其控制系統(tǒng)為KUKA公司生產(chǎn)的KR20R1810-2和KRC4。該6軸機(jī)器人的額定負(fù)載為20kg,最大運(yùn)動(dòng)范圍為1813mm,位姿重復(fù)精度為±0.04mm。試驗(yàn)中采用的基板是國產(chǎn)304不銹鋼,尺寸為180mm×100mm×10mm,其化學(xué)成分為:wC≤0.08%、wSi≤1.0%、wMn≤2.0%,wNi=8%~15%、wCr=18%~20%,余量Fe。通過改變不同的工藝參數(shù),觀察不同沉積層的表面成形質(zhì)量,其制備原理如圖1所示。另外,采用OLYMPUS U-MSSP光學(xué)顯微鏡進(jìn)行顯微組織分析,HVS-1000A顯微硬度計(jì)檢測不同工藝下的顯微硬度。試驗(yàn)中用于顯微組織觀察的腐蝕液配比為:氫氟酸∶硝酸∶水=2∶6∶92。本試驗(yàn)中設(shè)定了13種等離子雙絲增材制造工藝參數(shù)。
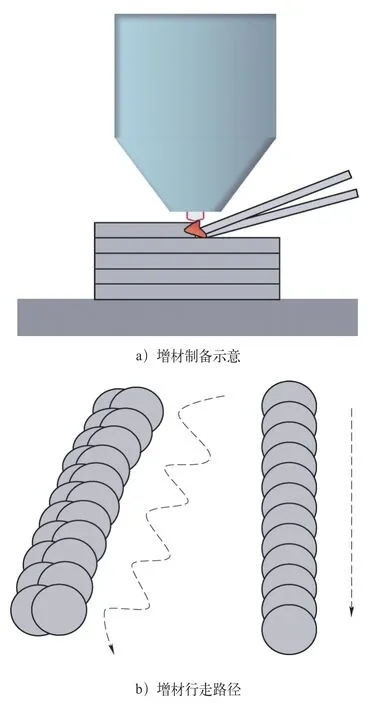
圖1 等離子雙絲制備坡莫合金原理
3 試驗(yàn)結(jié)果與討論
3.1 不同焊接工藝條件下表面成形狀態(tài)
初步設(shè)定坡莫合金等離子雙絲增材制造工藝見表1。增材制造過程中產(chǎn)生大量飛濺,并且試樣表面存在較多的氣孔,起弧點(diǎn)堆積嚴(yán)重,由于第一層和第二層氣孔等缺陷的存在,導(dǎo)致第三層中間部分出現(xiàn)塌陷。外加堆積過程中焊接電流過大,熔池凝固過程中大量的氣泡逸出,導(dǎo)致液態(tài)熔池極不穩(wěn)定,凝固過程中部分較大氣泡來不及逸出,形成較大氣孔。另外,堆積層尚未經(jīng)過角磨機(jī)打磨,表面存在較多的氧化物,且每層堆積完后停留時(shí)間太短,新的一層堆積過程中就會(huì)導(dǎo)致熱量堆積,熱應(yīng)力較大。最終導(dǎo)致試樣①含有大量氣孔,成形質(zhì)量極差,并伴有較多氧化物存在表面,形成的波紋狀結(jié)構(gòu)不明顯。

表1 第一次采用等離子雙絲增材制造工藝制備坡莫合金
為改善上述現(xiàn)象,第二次增材制造工藝采取降低焊接電流,進(jìn)而降低熱輸入、減少起始點(diǎn)的停留時(shí)間來避免堆積,并且對(duì)每一堆積層進(jìn)行打磨。改善后的等離子增材制造工藝參數(shù)見表2,表面成形狀態(tài)如圖2所示。由圖2可看出,當(dāng)焊接電流降低到110A時(shí),表面仍然存在大量氣孔,但是開始形成固定的波紋形狀,并且打印過程中飛濺減少,熔池整體穩(wěn)定性相對(duì)有所提高。為了進(jìn)一步改善表面成形質(zhì)量,再次將焊接電流降低到80A,發(fā)現(xiàn)焊絲易熔融,且容易熄弧。然后又再次將焊接電流升高到125A,此時(shí)可看出表面成形質(zhì)量提高。表面成形質(zhì)量和基板的預(yù)熱溫度及冷卻速度相關(guān)度很大,且與熔池、等離子弧的穩(wěn)定性密切相關(guān)。初步分析,形成氣孔的原因與形成的未熔物質(zhì)有關(guān),且與工藝參數(shù)不適合,與H、O等雜質(zhì)元素相關(guān)。產(chǎn)生飛濺的原因初步推測是當(dāng)焊接電流較大時(shí),溫度較高,熔池流動(dòng)性較強(qiáng),等離子弧有很強(qiáng)的垂直于基板的沖力,從而導(dǎo)致飛濺。產(chǎn)生塌陷的問題主要是因?yàn)槭讓赢a(chǎn)生的氣孔,液態(tài)熔池會(huì)填充第一層的氣孔,導(dǎo)致熔滴從側(cè)邊滑出。

表2 第二次采用等離子增材制造工藝制備坡莫合金
再次調(diào)整工藝參數(shù)(見表3),焊接電流選擇了110A,干伸長還是8mm,氬氣流量是15L/min,此時(shí)提高了約10min層間等待時(shí)間,所獲得的表面成形狀態(tài)如圖3所示。由圖3a、b可看出,表面成形質(zhì)量有所提高,并且每一層都采用打磨機(jī)對(duì)表面進(jìn)行打磨拋光處理。每完成一次沉積后,立刻采用水冷進(jìn)行降溫處理,然后等待10min后再進(jìn)行下一層的沉積。在頭部和尾部均看到成形較差的現(xiàn)象,為了進(jìn)一步分析,對(duì)圖3c中A、B、C3個(gè)部位進(jìn)行切割,較系統(tǒng)地分別觀察試樣③的各個(gè)部位成形質(zhì)量。由圖3d~f可看出,在頭部和尾部均含有大量的氣孔,尤其是在堆積層的頭部(見圖3d),可看到較大的氣孔。但是在中間部位(見圖3e),僅頂部含有一些少量的微型氣孔,在靠近尾部區(qū)域仍有一些尺寸較大的氣孔出現(xiàn)(見圖3f)。綜合分析,試樣③整體成形質(zhì)量相對(duì)有所提高,收弧點(diǎn)熱量堆積較大,加上形成較多氣孔在熔池為液態(tài)時(shí)未來得及逸出,容易出現(xiàn)塌陷或材料堆積過高的現(xiàn)象,表面看似氣孔較少,實(shí)際內(nèi)部存在尺寸較大且數(shù)量較多的不均勻氣孔。

表3 第三次采用等離子增材制造工藝制備坡莫合金

圖3 試樣③的宏觀表面成形質(zhì)量和截面形貌
對(duì)比3組試樣分析可得,通過調(diào)節(jié)焊接電流、焊槍行進(jìn)速度,可有效消除未熔合現(xiàn)象,減少大部分氣孔。此外,保護(hù)氣流量的增加同樣有助于減少表面氣孔的形成。影響氣孔生成的主要原因,不僅與增材制造工藝的各項(xiàng)參數(shù)有關(guān),還與熔池表面張力,以及等離子弧和保護(hù)氣向下的機(jī)械力等因素有關(guān)。送絲速度與焊接電流直接影響焊絲的熔融速度,如果送絲速度過快,則會(huì)導(dǎo)致Fe絲和Ni絲不能按設(shè)定元素比例進(jìn)行制造,會(huì)造成嚴(yán)重的偏析。干伸長和焊槍行進(jìn)速度,與每一層堆積的厚度和高度及熱量堆積或散失程度相關(guān),這與第二層是否會(huì)形成裂紋或氣孔也相關(guān)。目前看來,氣孔是采用等離子雙絲增材制造坡莫合金的最核心問題,消除氣孔是探究增材制造工藝的重要目標(biāo)。
3.2 顯微組織
從試樣③中選取平行于基板方向(Building Direction,BD)的試樣進(jìn)行顯微組織觀察,其結(jié)果如圖4所示。由圖4可看出,在平行于基板方向,存在較多的等軸晶及超大尺寸的晶粒(見圖4a)。對(duì)比采用激光選區(qū)熔化增材制造技術(shù)(SLM)制備的坡莫合金獲得的顯微組織,其晶粒尺寸相對(duì)較大[1],且在平行于基板方向的晶粒尺寸極其不均勻,每個(gè)細(xì)小的晶粒內(nèi)部都有多種類型的胞狀晶,如圖4b所示。在晶界處還可以看到形狀為圓形的物質(zhì),并且在胞狀晶的邊界處同樣發(fā)現(xiàn)類似的物質(zhì)析出,如圖4c所示。液態(tài)熔池凝固過程中受到等離子電弧的電磁力和保護(hù)氣的吹力,外加Fe-Ni傳熱速度較快,可以使部分晶粒沿散熱方向的反方向快速長大,部分殘余熔融液態(tài)金屬受到體積和散熱的限制,致使形成尺寸較小的晶粒。從圖3b可看出,在不同的晶粒中存在不同形態(tài)的胞狀晶,在不同晶粒中的胞狀晶與晶體取向無關(guān),但與散熱方向(定向凝固方向)相關(guān),與其平行,說明該坡莫合金在增材制造過程中,由于較大的過冷度和成分過冷而發(fā)生了定向凝固。
為了探究增材制造過程中不同方向顯微組織形貌的區(qū)別,選取了垂直于基板方向的試樣進(jìn)行了OM顯微組織觀察,其結(jié)果如圖5所示。從圖5a可看出,大部分晶粒呈柱狀晶形態(tài),生長方向與散熱方向平行,很少發(fā)現(xiàn)等軸晶的出現(xiàn),并且在柱狀晶內(nèi)部可明顯觀察到不同形態(tài)的包狀晶(見圖5b、c),有的呈長條狀,有的呈菱形,與平行于基板平面形成蜂窩狀胞狀晶有所不同。從圖5a可看出明顯的晶界,長條狀胞狀晶垂直于晶界方向生長。對(duì)比圖5b、c與圖4b、c,在胞狀晶的晶界和晶內(nèi)均有點(diǎn)狀或圓形物質(zhì)析出,且分布較為均勻。

圖5 垂直于基板不同放大倍數(shù)條件下的OM顯微組織形貌
為確定這些物質(zhì),做EDS和SEM分析,其結(jié)果如圖6所示。SEM結(jié)果只能顯示出晶界,不能清晰地看到胞狀晶結(jié)構(gòu),可明顯看到不同沉積層的界線。從圖6的SEM結(jié)果可看出,不同沉積層的晶粒可延續(xù)生長到新的沉積層,穿過熔池邊界。然而,EDS元素分析結(jié)果顯示,該部位并未存在Fe和Ni的偏析,分布較為均勻,不能準(zhǔn)確地判定其構(gòu)成。相關(guān)文獻(xiàn)顯示,在SLM制備的Ni-Fe-Mo坡莫合金的顯微組織中仍有一些點(diǎn)狀或圓形物質(zhì)均勻地分布在晶粒內(nèi)部和晶界處[14]。

圖6 垂直于基板的SEM顯微組織和不同元素分布情況
3.3 顯微硬度
從基板到沉積層頂部不同位置顯微硬度分布情況如圖7所示。由圖7可知,顯微硬度變化曲線隨距離的變化具有一定的波動(dòng)性,并未呈現(xiàn)出逐漸上升或者逐漸下降的趨勢。通過計(jì)算得到其平均硬度為197.5HV,采用SLM制備的坡莫合金顯微硬度為170HV左右,相比之下,采用等離子雙絲制備的坡莫合金硬度值較高[15]。
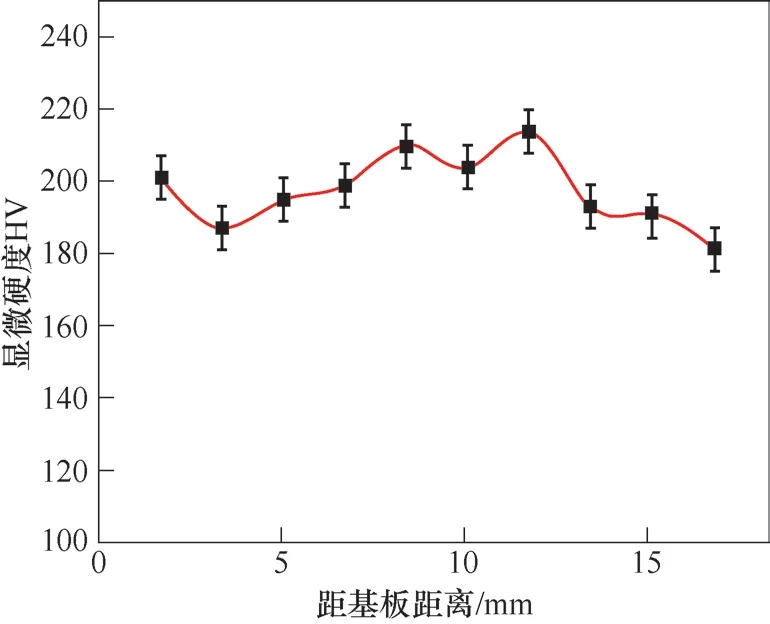
圖7 垂直于基板方向從靠近基板到沉積層頂部的硬度分布情況
同時(shí),由圖7可看出,硬度的波動(dòng)范圍不是很大,在垂直于基板方向,顯微硬度的大小與晶粒尺寸的大小相關(guān)。結(jié)合圖5可看出,該方向的晶粒普遍呈較為粗大的柱狀晶,并且內(nèi)部有較多的胞狀晶結(jié)構(gòu),可有效地提高其硬度。
4 結(jié)束語
采用等離子雙絲增材制造技術(shù)可以制備出晶粒較為粗大的坡莫合金,垂直于基板方向的顯微組織主要以柱狀晶為主,平行于基板方向的顯微組織主要由不均勻尺寸的等軸晶組成,兩者均存在不同形態(tài)的胞狀晶結(jié)構(gòu),前者含有規(guī)則菱形狀胞狀晶,后者含有蜂窩狀結(jié)構(gòu)胞狀晶,且都存在長條狀結(jié)構(gòu)的胞狀晶。元素分析結(jié)果表明,晶界與晶內(nèi)的元素分布均勻,并且無偏析現(xiàn)象出現(xiàn)。從基板處到沉積層頂部顯微硬度在一定范圍內(nèi)波動(dòng),且整體檢測結(jié)果高于SLM制備的試樣。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
