UOE焊管機組銑邊機刀盤轉速計算模型及銑削參數分析
2024-04-01 07:11:24徐根濤
焊管 2024年3期
黃 杰,徐根濤
(寶山鋼鐵股份有限公司,上海 201900)
1 概 述
寶山鋼鐵股份有限公司鋼管條鋼事業部UOE焊管生產線于2007 年投產,是國內首套現代化大直徑直縫埋弧焊管機組。成型關鍵設備由德國MEER 公司設計制造,設計直徑508~1 422 mm,厚度6~40 mm,最大長度18 300 mm,設計年產能50萬t[1-4]。焊管生產線主要設備包括引弧板焊接機器人、板探設備、銑邊機、CUO成型機等設備。其中,銑邊機布置在引弧板焊接之后、預彎邊之前,是UOE 生產線鋼板成型前的一道重要工序,其作用是加工出精確的板寬和滿足焊接工藝的坡口形狀。銑邊機的組成包括銑削單元主驅動、主銑頭裝置、夾鉗小車、精對中裝置、輸送機輔助設備等,鋼板由夾鉗小車輸送及固定[5],銑削單元有4 個主銑頭裝置,安裝了4 個刀盤,如圖1所示。其中,一對鈍邊刀盤將鋼板兩側加工成帶一定角度的直邊,保證精確板寬;另一對刀盤加工坡口的鈍角,形成不同的上下坡口,滿足后續內焊、外焊的坡口要求[6]。
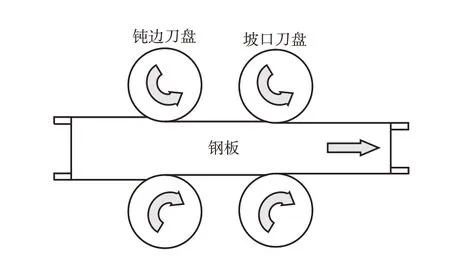
圖1 銑邊機刀盤結構示意圖
銑邊機銑削工藝參數主要有刀盤實際尺寸(直徑)、銑削線速度、銑削厚度、刀盤轉速和夾鉗小車速度等。銑削參數的合理匹配對保證鋼板質量和刀具耐用度、提高生產效率和經濟效益都具有十分積極的意義。銑削參數匹配不當,會導致切削力增大、切削溫度升高、刀具壽命降低等問題,或不能充分發揮銑邊機的性能,導致生產效率和經濟效益降低。因此,有必要解讀銑邊機內部程序,研究銑邊機銑削計算模型,并分析相關參數之間的關系,以指導銑邊機的生產操作。
2 銑削工藝參數
埋弧焊管的焊縫質量受內外焊坡口形狀的影響較大,精確的坡口尺寸是保證焊縫質量和焊縫形貌的必要條件。一般坡口銑削成X形[7-9],如圖2所示。其中,A為鋼板厚度(mm),B為下坡口高度(mm),C為鈍邊高度(mm),D為上坡口高度(mm),E為下坡口角度(°),F為鈍邊角度(°),G為上坡口角度(°)。
(27)此次論壇以“優質·綠色·名牌”為主題,是面對中國食品行業舉辦的高層次、強實效、大影響的權威性活動。(2002·《人民日報》)
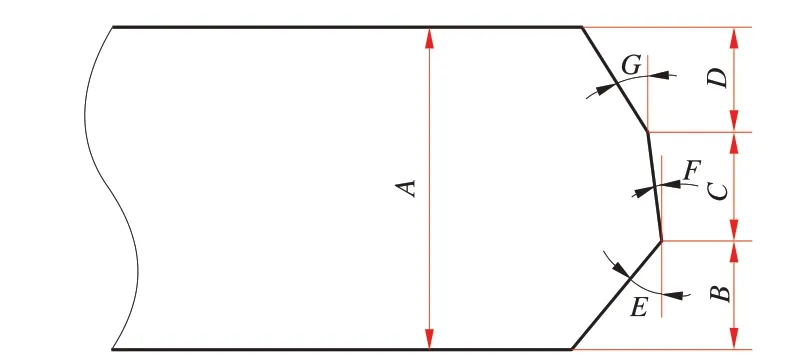
圖2 鋼板銑削后坡口尺寸參數
除上述參數外,還有部分參數,刀盤直徑D0(鈍邊刀盤和坡口刀盤直徑,mm),刀盤銑刀數量z(鈍邊和坡口刀盤銑刀數量),銑邊機鐵屑的平均厚度d(mm),銑刀旋轉運動的線速度v0(m/min)。
鈍邊刀盤轉速進一步簡化過程如下:
而“東風破”作為一種曲調,出于宋代“曲破”一說。“東風破”可以算作典故的使用,意在使歌曲更加古色古香。
(2)根據坡口銑削量計算夾鉗小車速度
3 銑削參數計算
金沙江,是長江的上游,在云南省內流經迪慶、麗江、大理、楚雄、昆明、曲靖、昭通7個州(市),干流長度1650公里。它既是串聯四川攀西和云南北部資源富集地區的一條紐帶,也是長江上游地區對接中下游經濟發達地區的一條水運通道。近年來,云南交投集團云南港航投資建設公司(簡稱云南港航投資公司)從保護金沙江生態功能入手,結合區位優勢,積極推進金沙江中游庫區航運基礎設施等工程的建設,主動融入長江經濟帶建設。
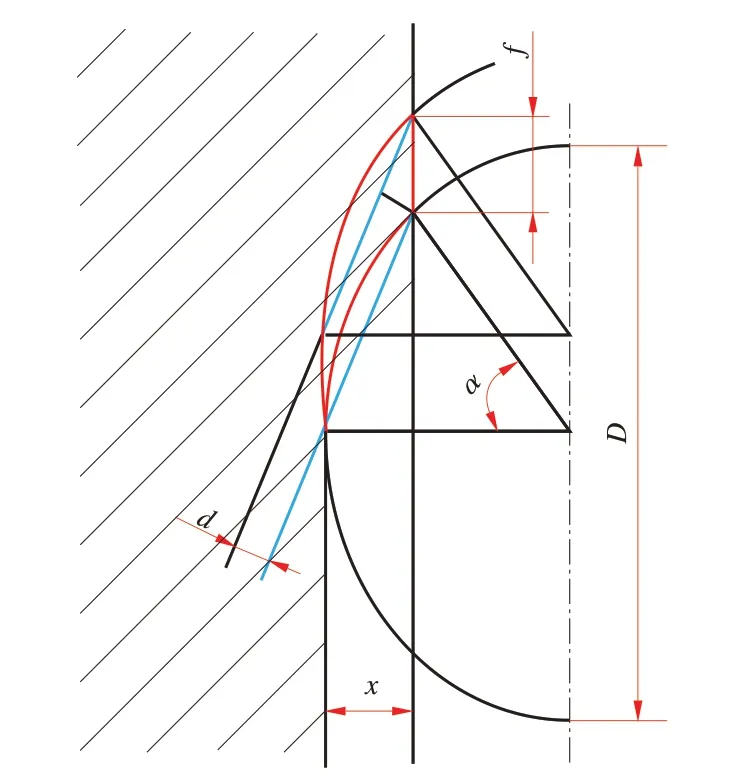
圖3 刀具切削過程幾何示意圖
根據幾何關系,切削角α由單邊切削量和刀盤直徑D0確定,即
根據圖2所示尺寸,可得到鈍邊單邊銑削量
式中:x1——鈍邊單邊銑削量,mm;
聯立(1)式、(2)式和(3)式,可得單個鈍邊銑刀縱向進給量f值。
要保證每個刀片切削鐵屑厚度的均勻,夾鉗小車給料速度與縱向進給量f的關系應滿足
z——刀盤上銑刀數量。
中國—東盟自由貿易區貿易便利化發展研究——以“一帶一路”倡議為背景 ……………………………………………………………… 孫蕓蕓(3.15)
式中:v1——根據鈍邊量計算的夾鉗小車速度,m/min;
同理,可得到上坡口及下坡口的銑削量x2和x3為
則取其最大值,坡口單邊銑削量x4為
聯立(1)式、(2)式、(5)式、(6)式和(7)式,可計算得到單個坡口銑刀縱向進給量f值。
從以上例子可以看出,“確認過眼神X”構式中的“X”可以指人、物、景,甚至是文化,電視劇等等,而變項“X”在進入該構式時,構式“確認過眼神X”會對這些變項產生壓制作用:“若一個詞項與它的句法環境在語義上不兼容,詞項的意義便會順應它所在的構式意義。”[6]42
則計算坡口刀盤所需夾鉗小車進給速度v2,即
(3)冷啟動問題。對于PoS共識機制而言,持幣量和持幣時間的增長會降低挖礦難度。因此在PoS共識下,初期持有代幣的節點更加傾向于不進行交易,以獲得挖礦利潤。這就會造成代幣不流通的問題,系統的啟動較為困難。
對某一種規格的鋼板來說,確定刀盤銑削速度和切削厚度就能推導出刀盤轉速和夾鉗小車速度。由于較快的夾鉗小車速度可能導致切削力增大、切削溫度升高、刀具振動加劇、刀具壽命降低等[10],進而造成鋼板加工尺寸不合格,所以需要分別計算出鈍邊刀盤和坡口刀盤銑削時夾鉗小車的速度,選取二者中較小的值作為夾鉗小車的速度。最終,夾鉗小車進給速度取v1、v2的最小值,即
由(5)式和(6)式可知,坡口刀盤銑削量是定值,故坡口刀盤轉速也是定值,即
考慮齒箱速比,坡口刀盤驅動電機轉速為
式中:i—齒箱速比,取12.454。
ω2—坡口刀盤驅動電機轉速,r/min。
根據已確定的夾鉗小車速度v代入(4)式中的v1進行反推計算,鈍邊刀盤銑削線速度vd和鈍邊刀盤轉速r1為
v0——銑削速度,m/min;
其中,v為式(9)計算的結果,單個鈍邊銑刀縱向進給量f仍由(1)式、(2)式和(3)式確定,需注意(3)式中平均單邊板寬余量-X由測寬輪實測的單邊余量X代替,該值根據鋼板邊部尺寸不斷變化。
對于那些經常遲到的人來說,他們一方面總是讓別人等待自己,另一方面自己卻討厭等待,而我就是其中之一。因此,我決定率先來到位于意大利和斯洛文尼亞兩國接壤之處的帕爾馬諾瓦(Palmanova)。在這里,我用這段難得的獨處時光為這輛邁凱倫720S進行了一次徹底的清洗。
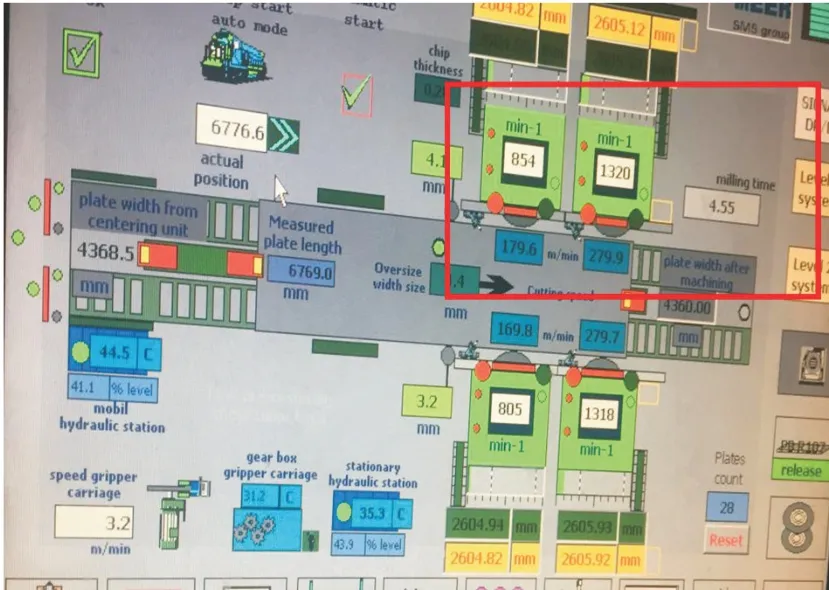
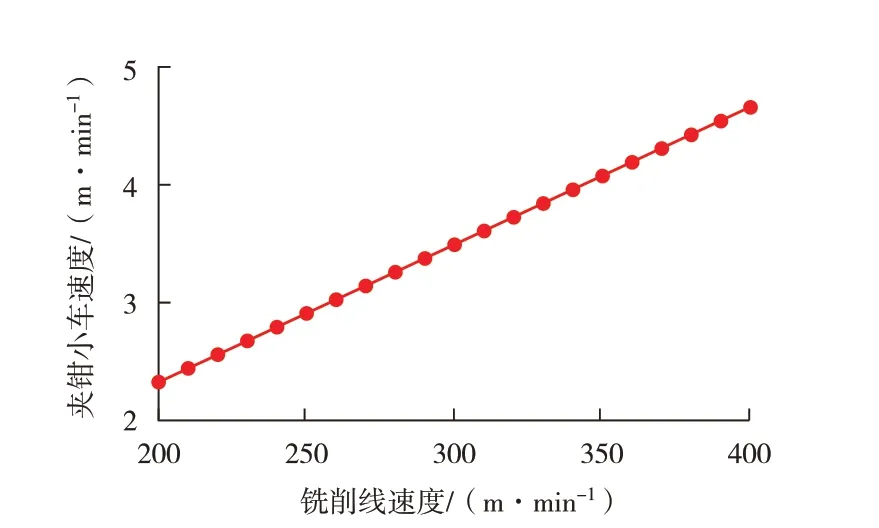
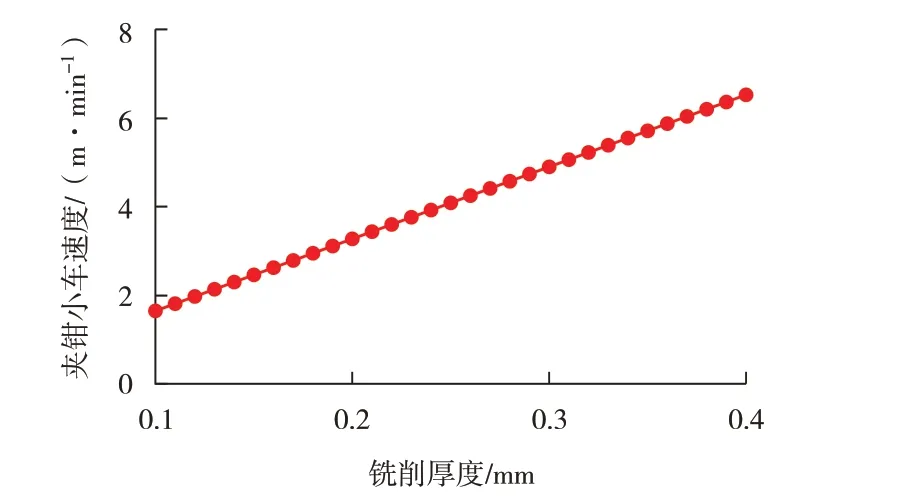
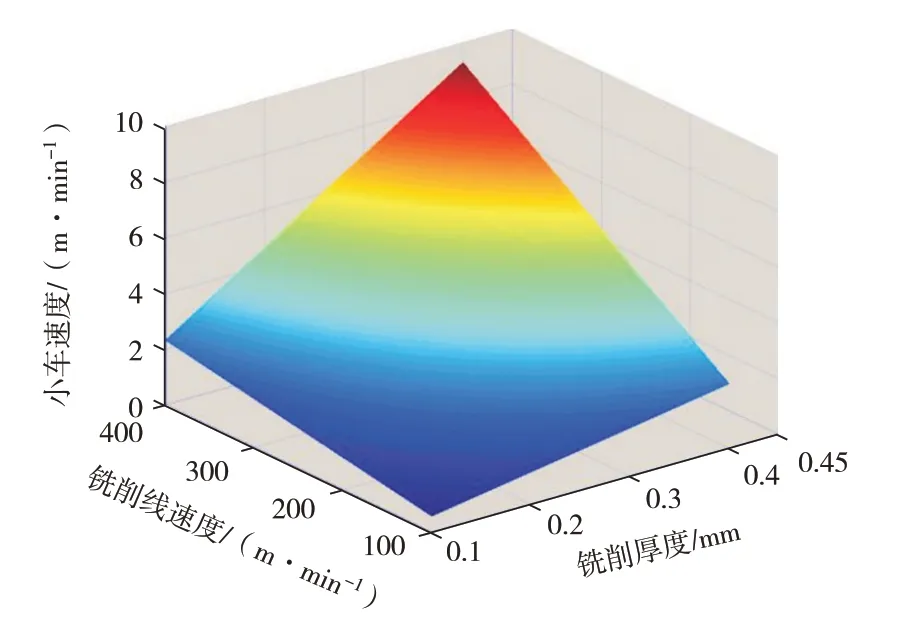
由于x1< 對銑削過程進行分析,圖3為切削過程幾何示意圖,紅線部分為每次切下的鐵屑,為弧形,其平均厚度為d,當該鐵屑厚度極小時,可近似看做一平行四邊形,如藍線部分所示,則銑削厚度(d)與單個刀片縱向進給量(f)的關系為 而一般鈍邊角度F取2°或4°,tanF≈0,故(15)式最終簡化為 則鈍邊刀盤驅動電機轉速為 式中:ω1—鈍邊刀盤驅動電機轉速,r/min。 以UOE 產線生產的鋼板規格為例,設置參數如下:A=25.7 mm,B=10.7 mm,C=7 mm,D=8 mm,E=40°,F=4°,G=35°,z=33,D0=850 mm,v0=280 m/min,d=0.2 mm,X=4.1 mm,-X=4.4 mm。 (1)根據鈍邊銑削量計算夾鉗小車速度 兩個好吃嘴邊吃邊聊邊走,吃得嘴唇冒油光,臉上都是那油竹扦蹭出來的印子,空蕩蕩的胃被填補起來,身邊的一切也都變得溫暖起來,炸串兒全都下了肚還意猶未盡,恨不得和貓咪一樣把牙齒上殘留著的渣渣都舔干凈。如今想來,那種香噴噴的滋味真的再難尋得。 另外一部分參數無法預先設置,由銑邊機內部PLC 計算,包括:單個刀片切削時的縱向進給量f(mm),刀盤開始銑板時的切削角α(rad),夾鉗小車速度v(m/min),鈍邊刀盤銑削線速度vd(m/min),刀盤轉速r(r/min),刀盤電機轉速ω(r/min)。其中,夾鉗小車速度直接影響生產效率,而刀盤轉速則影響刀片使用壽命。 (3)夾鉗小車速度 (4)鈍邊坡口電機轉速 圖4 為實際運行顯示界面,計算所得夾鉗小車速度及鈍邊坡口電機轉速與生產實際基本一致。 本課程教學團隊中有3名專任教師來自于企業,能夠有效利用其豐富的工程實踐經驗,以企業產品為教學載體,構建基于工作過程的工作任務,提高教學質量。在課程實施過程中以省級焊接技術實訓基地為依托,并且能夠結合校外實訓企業的產品生產過程,具備較好的硬件條件。 圖4 操作面板實時顯示畫面 以UOE生產線實際生產的25.7 mm厚度鋼板為例,分析不同銑削線速度和不同銑削厚度對夾鉗小車速度的影響。在銑削厚度不變的情況下,當銑削厚度d=0.2 mm、銑削線速度v0取200~400 m/min 時,根據前文所述公式,利用Matlab軟件計算夾鉗小車速度的變化規律,結果如圖5所示,銑削線速度與夾鉗小車速度呈線性正相關,隨著銑削線速度的增大,夾鉗小車速度也不斷增大,故在一定范圍內提高銑削線速度有益于提升銑邊機的效率。 y(默認補償)=-4.859+3.224x1-2.633x2+2.018x3+2.723z1-0.982z2+0.375z3+ 圖5 銑削厚度為0.2 mm時夾鉗小車速度隨銑削線速度的變化規律 在銑削線速度不變的情況下,設置銑削線速度v0=280 m/min、銑削厚度d取0.1~0.4 mm 時,利用Matlab計算夾鉗小車速度的變化規律,結果如圖6所示。銑削厚度與夾鉗小車速度也呈線性正相關的關系,隨著銑削厚度的增大,夾鉗小車速度也增大。 圖6 銑削線速度為280 m/min時夾鉗小車速度隨銑削厚度的變化規律 當 銑 削 線 速 度v0分 別 取200~400 m/min、銑削厚度d分別取0.1~0.4 mm 時,利用Matlab計算夾鉗小車速度的變化云圖,計算結果如圖7 所示。從圖7 可以看出,在銑削線速度取400 m/min,銑削厚度取0.4 mm 時,夾鉗小車速度達到最大值9.29 m/min,在銑削線速度取200 m/min,銑削厚度取0.1 mm 時,夾鉗小車速度僅為0.58 m/min。 圖7 銑削線速度和銑削厚度對夾鉗小車速度的影響關系 (1)根據UOE 焊管機組銑邊機計算程序,整理出了一套夾鉗小車速度及銑邊電機轉速的計算公式,并對其中的一些簡化的公式進行反推演算。將計算得出的參數與生產實際參數進行對比驗證,結果基本一致。 水產養殖是農業的重要組成部分,是農業經濟的重要產業,是保障國家食品安全的重要支柱。1989年,我國水產品產量居世界第一位,養殖產量占世界水產總養殖產量的70%,成為世界水產養殖第一大國。坑塘養殖是我國水產養殖的主體方式,養殖產量占到全國淡水養殖總產量的70.5%,已是水產養殖業的主力軍。 (2)給出了銑削厚度、銑削線速度與夾鉗小車速度的函數關系,并利用Matlab 軟件計算,分析出了其影響規律,即銑削厚度、銑削線速度與夾鉗小車速度均分別呈線性正相關。4 計算示例及驗證
5 各參數對夾鉗小車速度影響分析
6 結 論
