基于SPHC 的一款零件腐蝕失效原因的分析與討論
2024-03-26 03:33:56褚明志廣汽乘用車有限公司
鍛造與沖壓 2024年6期
文/褚明志·廣汽乘用車有限公司
一款熱軋板零件在測試時發(fā)生腐蝕,通過鍍層厚度測試、工藝過程分析發(fā)現(xiàn),其失效主要是因為邊緣鍍鋅、磷化效果差導致局部區(qū)域涂層厚度不合格。對于通過現(xiàn)場工藝流程審核及生產(chǎn)工藝檢查所發(fā)現(xiàn)的問題提出可行建議,優(yōu)化了零件生產(chǎn)工藝。改善后的零件持續(xù)跟進測試,其鍍鋅層最小厚度12μm,涂層最小總厚度31μm,中性鹽霧144h無紅銹,各項指標均滿足技術要求。
SPHC 是一種熱軋普通碳素鋼,因含碳量較低通常不進行熱處理,具有較好的塑性、韌性和可焊性,常用于制造一些簡單的冷沖壓件、焊接結(jié)構(gòu)件和輕型工件等。同時,因其強度和硬度相對較低,適用于一些要求強度不高、形狀簡單、表面要求不高的應用領域,包括汽車制造、建筑結(jié)構(gòu)等。
基于SPHC 的一款零件的生產(chǎn)工藝為:沖壓成形→電鍍→噴丸→電泳→包膠。技術要求:鍍鋅厚度≥8μm,電泳厚度≥15μm,電鍍+電泳總膜厚≥23μm,中性鹽霧144h 后基體不允許出現(xiàn)銹蝕,對于邊緣、焊接縫較多,表面不平整的零件,允許邊緣或焊縫銹蝕長度在10%以內(nèi),不平整表面允許面積銹蝕在5%以內(nèi)。
試驗過程與結(jié)果
試驗現(xiàn)象
根據(jù)GB/T 10125-2021 試驗要求,開展鹽霧試驗的結(jié)果如圖1 所示,在產(chǎn)品邊緣及沖壓凹角處存在不同程度的腐蝕,其中邊緣腐蝕接近80%,遠超過技術指標所要求的10%。

圖1 鹽霧試驗結(jié)果
涂鍍層厚度檢測
采用金相法(圖2)測量時發(fā)現(xiàn),試樣表面無明顯鍍鋅層。使用數(shù)碼顯微鏡可觀察到試樣邊緣厚度不一的涂層,如圖3 所示。隨機取樣多次測試發(fā)現(xiàn),試樣邊緣加工面及非加工面涂層厚度均存在不合格現(xiàn)象,試樣加工面的最小涂層厚度約5μm,最大厚度約22μm,不滿足技術要求。
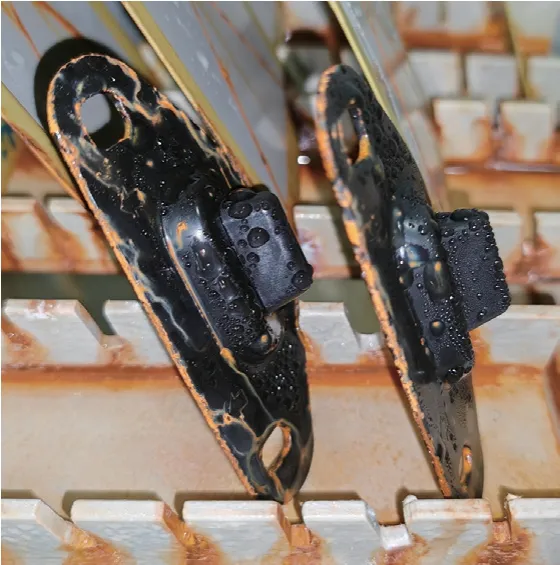
圖2 表面金相組織

圖3 邊緣涂層厚度
工藝完整性檢查
磷化是一種化學與電化學反應形成磷酸鹽化學轉(zhuǎn)化膜的過程,所形成的磷酸鹽轉(zhuǎn)化膜稱之為磷化膜。磷化是一種常用的前處理技術,用于涂漆前打底,提高漆膜層的附著力與防腐蝕能力;或用于一些要求不高的環(huán)境給基體金屬提供保護,在一定程度上防止金屬被腐蝕。
金相法測試時發(fā)現(xiàn)零件表面無鍍鋅層,在對樣品處理后觀察磷化膜形貌:零件平整面及側(cè)邊沿表層磷化膜晶粒呈長條板狀,橫向平鋪,致密性較差分布不均勻,局部區(qū)域存在缺失,如圖4、圖5 所示。結(jié)合生產(chǎn)工藝流程和生產(chǎn)變化點分析,判斷在保證電泳層的附著力和厚度的情況下,鍍鋅后拋丸使局部區(qū)域鍍鋅層缺失導致零件磷化不均勻甚至未發(fā)生磷化反應。

圖4 脫漆后磷化膜形貌
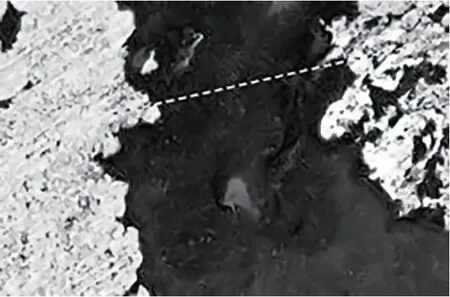
圖5 腐蝕區(qū)域磷化膜形貌
分析討論
失效性質(zhì)及原因分析
綜上,送檢樣品鍍鋅層厚度和涂層整體厚度不滿足圖紙要求是引起腐蝕的主要原因,根本原因為生產(chǎn)工藝不當,現(xiàn)場檢查時發(fā)現(xiàn)兩個明顯的問題:⑴沖壓成形后邊緣存在大量毛刺,未進行處理直接鍍鋅;⑵為改善電泳漆附著力和不合格率,鍍鋅后用3 ~5cm鋼珠振拋,振拋可提高鍍鋅層的粗糙度,同時導致部分區(qū)域鍍鋅層脫落,降低了涂層的防腐能力,若沿用之前的電泳工藝可能會導致整體涂層厚度不滿足標準要求,無法通過鹽霧試驗。
從晶體角度考慮,磷化膜致密、耐腐蝕性強,抗酸、堿溶解性和電泳配套性好。磷化膜缺失在后續(xù)電泳時將導致局部電流密度過高,在高電流密度的孔隙區(qū)域電解產(chǎn)生的氣體量很大,并吸附于表面形成隔離層,造成沉積的電泳濕漆膜疏松、粘著力差,甚至導致針孔等漆膜弊病,從而導致產(chǎn)品耐腐蝕能力下降。
產(chǎn)品表面的粗糙度將會影響產(chǎn)品涂鍍層的附著力,粗糙度對涂層附著力的影響機理是在涂裝過程中漆膜滲入粗糙表面的縫隙間形成機械互鎖。粗糙度大的表面縫隙較多且較深,形成的機械互鎖作用就強,因此具有較高的附著力,其次粗糙度增大會導致基體的表面積相應增大。基體的表面積增大,意味著漆膜和基體之間有更大的接觸面積,提高了漆膜和基體之間的界面吸附力和化學鍵作用力。
改進措施
針對現(xiàn)場發(fā)現(xiàn)的問題,再結(jié)合實際情況優(yōu)化加工工藝:沖壓成形→振拋+研磨→鍍鋅→滾拋→電泳→包膠。振拋+研磨工藝在改善沖壓半成品邊緣毛刺的同時可以提高表面的粗糙度,在相同工藝條件下可改善鍍鋅層的厚度及附著力;滾拋的目的是優(yōu)化鍍鋅層的粗糙度改善電泳漆的厚度及附著力。改善后的取樣鹽霧試樣合格;鍍鋅層最小厚度12μm,總厚度最小為31μm,滿足技術要求。涂鍍層測試結(jié)果見圖6。

圖6 改善后涂鍍層測試結(jié)果
結(jié)束語
產(chǎn)品鹽霧試驗不合格是因為量產(chǎn)件側(cè)面邊緣鍍鋅、磷化效果差,另相比設計工藝,完成鍍鋅后增加的拋丸工序大幅破壞了鍍鋅層的完整性,引起磷化膜顆粒尺寸不均勻且部分區(qū)域缺失,最終導致電泳層厚度極不均勻和耐腐蝕能力差,在測試及使用過程中易出現(xiàn)生紅銹現(xiàn)象。工藝改善后持續(xù)跟進半年,零部件的各項指標滿足技術要求,一致性較好。
