一種鋼球壓裝力的工藝解決方案
2024-03-25 04:32:57龐世松馬保仁張天梁
科技創新與應用 2024年8期
龐世松 馬保仁 張天梁
摘? 要:壓裝工藝通常通過控制壓裝行程及壓裝力大小達到產品要求,早期壓裝工藝只控制壓裝行程,易造成零件虛壓,或零件受壓力過大損傷未能發現導致使用失效。該文根據某型CVT鋁合金殼體油道鋼球市場失效漏油問題研究解決方案,根據現有理論公式推導鋼球和鋁合金殼體孔壓裝力設定計算,確認壓裝力工藝設定準確性,結合實際生產條件和問題現狀找到正確的工藝解決方案,為同類機械結構工藝壓裝力理論計算提供解決方法。
關鍵詞:壓裝力;鋼球;壓裝工藝;壓裝影響;過盈配合
中圖分類號:TG161? ? ? 文獻標志碼:A? ? ? ? ? 文章編號:2095-2945(2024)08-0153-05
Abstract: The pressing process usually meets the product requirements by controlling the pressing stroke and force, and the early pressing process only controls the pressing stroke, which is easy to cause virtual pressure on the parts, or the parts can not be found due to excessive pressure and failure. This paper studies and solves the problem of oil leakage in the market of a certain type of CVT aluminum alloy shell oil channel steel ball, deduces the setting calculation of the hole pressing force of the steel ball and aluminum alloy shell according to the existing theoretical formula, confirms the accuracy of the process setting of the pressing force, and finds the correct process solution according to the actual production conditions and the present situation of the problem, so as to provide a solution for the theoretical calculation of the pressing force of the same kind of mechanical structure.
Keywords: pressing force; steel ball; pressing process; pressing influence; interference fit
鋼球與機加工孔徑配合密封是一種常見機械摩擦副密封方式,廣泛應用于各種機械部件液體通道密封。鋼球密封設計選用過盈配合方式,制造使用壓裝方式實現。密封原理依靠包絡鋼球外徑少部分球體的金屬產生塑性形變形成密封帶,有效長度短,對壓裝工藝壓力響應不靈敏,無法有限監控過程壓裝力。本文對鋁合金孔與鋼球密封配合失效問題解決方法做工藝研究,推導壓裝力計算、控制、優化的過程,說明鋼球壓裝工藝壓力設定方法。
1? 鋼球壓裝失效問題
1.1? 鋼球密封失效信息
某型CVT殼體年產約20萬臺,Φ4.5 mm潤滑油道孔選用鋼球密封。量產初期工廠及售后故障信息反饋油道密封失效漏油(表1),在不同里程、不同供貨商中存在鋼球密封不嚴、鋼球脫落等問題產生漏油失效。
1.2? 鋼球密封工藝過程
鋼球裝配關聯工藝過程為鋼球孔粗精鉸孔—孔清洗—鋼球壓裝—油道孔密封測試(供貨商處)—CVT總成密封測試—整車路跑試驗。
1.3? 產品設計信息
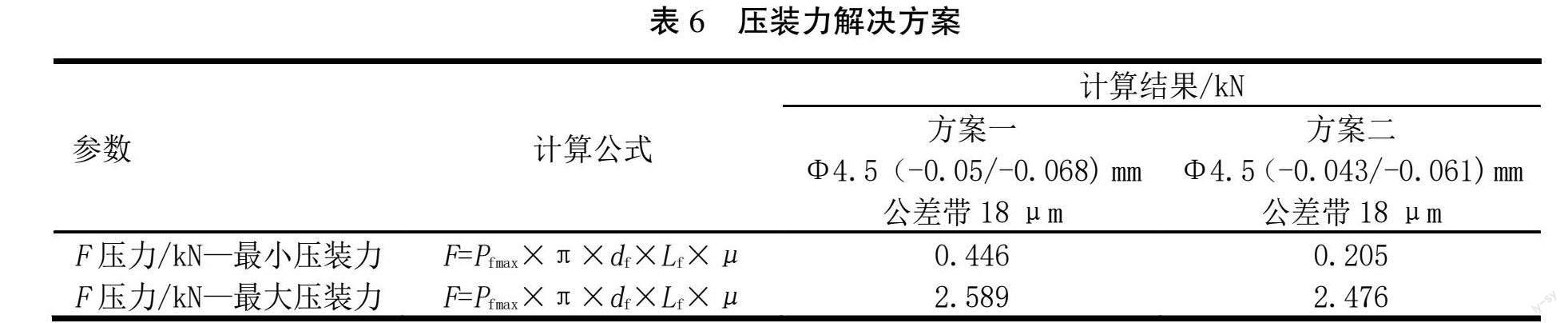
鋼球過盈量設計為0.016~0.058 mm,裝配關系如圖1所示,鋼球為標準鋼球,材料為GCr15軸承鋼,殼體材料為鋁合金ADC12,鋼球密封要求油道在0.3 MPa工作油壓下可靠地密封。
(a)? 鋼球實物安裝示意
(b)? 鋼球安裝配合尺寸
2? 鋼球壓裝力影響因素及計算
鋼球壓裝是金屬與金屬間的裝配,影響壓裝力因素有配合過盈量、金屬間摩擦力、金屬材料彈性和壓裝結構包絡面長度等,這些因素變動壓裝力隨之變動。如圖2所示,鋼球壓裝包絡結合長度Lf很短,可忽略上端孔徑壓入口形變尺寸影響,按鋼球水平中心線對稱方式測算Lf。
2.1? 壓裝力計算模型
壓裝力計算模型如圖3所示,包容件為壓裝內孔,被包容件為壓裝件,壓裝件受到壓力F作用壓入包容件,包容件發生形變產生F阻力,包括金屬形變、過盈量、壓裝摩擦等因素引起的阻力。圖3中Lf、di、df、da等為結構中影響壓裝力的幾何參數。
壓裝力隨壓裝行程變化,被包容件克服阻力F向前推進,壓裝行程終了時壓裝力最大。
2.2? 壓裝力計算公式
根據圖3壓裝模型,壓力F與被包容件結合面承受的單位最大壓力,結合面長度,結合面直徑及結合面摩擦系數有關,壓裝力計算公式如下
F=Pfmax×π×df×Lf×u,(1)
式中:F為壓裝力(kN);df為結合直徑(mm);Lf為結合長度(mm);μ為結合面摩擦系數;Pfmax為結合面承受的最大單位壓力(kN/mm2),影響因素有壓裝過盈量,配合件材料彈性模量,配合件作用直徑,配合件材料的泊松系數。其計算公式如下
Pfmax=δmax/df(Ca/Ea+Ci/Ei),(2)
式中:δmax為最大過盈量(mm);Ea為包容材料彈性模量(kN/mm2);Ei為被包容材料彈性模量(kN/mm2)。
Ca為系數,計算公式為
Ca=[(da2+df2)/(da2-df2)]+v,(3)
Ci為系數,計算公式為
Ci=[(df2+di2)/(df2-di2)-v,(4)
式中:da為包容件外徑(mm),如為殼體類零件則為壁厚+孔徑,本例最大包裝直徑為24.84 mm;di為被包容件內徑,實心軸為0(mm);v為材料泊松系數。
2.3? 壓裝力計算相關參數值選擇方法
查機械設計手冊,選擇壓裝力計算的配合件相關參數值。根據包容件和被包容件的零件材料,壓裝工藝是否有潤滑進行區分,總結選擇推薦值見表2、表3。鋼球壓裝通常不推薦使用潤滑油,自帶少量防銹油忽略。Φ4.5 mm鋼球壓裝問題未使用潤滑油,μ選擇0.17,鋁合金彈性模量E選擇69 kN/mm2,泊松系數v范圍0.32~0.36。
2.4? 鋼球壓裝力計算
2.4.1? 鋼球壓裝軸向配合長度Lf理論計算
鋼球壓裝結構與圖3模型差異為鋼球壓裝外徑最大為線而不是面,需根據過盈量計算軸向配合長度,參照圖2,忽略孔徑入口端變形影響,利用幾何關系直接使用CAD軟件作圖,可以輕松求出Lf長度范圍0.38~0.72 mm,見表4。
2.4.2? 壓裝力理論計
通過在2.2步驟對鋼球壓裝參數選擇,3.1步驟配合長度Lf測算,應用公式(1)—公式(4)進行壓裝力校核,結果見表5。現有設計參數為最小壓裝力0.138 kN,最大壓裝力0.953 kN。
3? 壓裝力監控分析
鋼球壓裝設備為非標設備,使用壓縮空氣為壓裝動力,本例問題壓裝設備為氣源壓力0.5~0.6 MPa,壓力監控范圍設置為0.4~5 kN,當壓力超過范圍設備可實現報警功能。現行產品設計過盈量0.016~0.058 mm,理論壓裝力范圍為0.138~0.953 kN,壓裝設備壓力監控不能覆蓋產品設計確定的工藝壓裝力范圍,需找到影響根源并改進。
3.1? 鋼球外徑尺寸尺寸分析
抽查鋼球尺寸30件,球徑變動量范圍在SΦ4.499~SΦ5.001 mm,相對于設計公差±0.015 mm,鋼球生產工藝成熟且穩定,評估可忽略鋼球外徑對壓裝力影響。
3.2? Φ4.5 mm鋼球孔尺寸分析
抽查125件安裝孔直徑,統計過程能力,直方圖如圖4所示,Cpk值1.21,存在孔徑超上下差風險。數據分析顯示孔徑超下限及上限風險均存在,超下限過盈量增加,鋼球滲油及脫出無風險;超上限過盈量降低或無過盈,存在鋼球脫出風險,出現表1中失效。
注:圖中灰色虛線為用來參考的公差規格線。
如忽略標準鋼球球徑波動,在安裝孔波動情況下,按3.2方法測算壓裝范圍為0.373~0.608 kN,生產中實際壓裝力接近設備監控范圍,但下限仍輕微超出監控下限。
造成孔徑變化的因素有刀具刀刃磨損,刀刃夾屑,刀具主軸擺動等綜合影響,孔徑變化導致壓裝力變動在設備臨界位置無法有效監控。
4? 壓裝力問題的工藝解決方案
4.1? 壓裝力優化方案評估及選擇
為消除鋼球密封不良問題,需提升鋼球裝配中壓裝力監控有效性。團隊討論分析,可減小鋁合金加工孔徑,增大過盈量,利用現有壓裝設備壓裝力監控系統,不增加成本,增加制造魯棒性等條件下制定措施。
原孔徑Φ4.5(-0.031/-0.043) mm公差帶22 μm,約為IT8.5精度,在不過渡提高孔徑公差精度等級情況下制定產品優化方案。通過查機械設計手冊,選擇以下2種公差方案Φ4.5(-0.05/-0.068) mm和Φ4.5(-0.043/-0.061)mm,按3.2步驟計算理論壓裝力,見表6。
兩方案壓裝力比原方案均有所提高,加工精度一樣,公差帶不一樣,方案二最小壓裝力不在設備監控范圍,選用方案一進行優化。
如忽略鋼球球徑波動,僅安裝孔波動情況下,按步驟3.2測算方案一鋼球壓裝力范圍為0.761~1.21 kN。壓裝力下限已抬升至設備監控范圍內,距離下限有0.361 kN的距離,提高了監控可靠性。措施實施后設備壓裝力報警監控范圍設置0.5~2.6 kN,提升設備有效性并篩選可疑件評估后再確定是否放行。
4.2? 措施效果跟蹤
方案一于2022年2月實施,優化鋼球壓裝力工藝及監控,市場售后未再發現同類問題。通過大數據跟蹤,措施效果,見表7。低于新設定壓裝力的缺陷能有效識別,售后市場無鋼球滲漏油故障,鋼球壓裝能有效攔截鋼球壓裝異常件,措施有效。
5? 結束語
通過Φ4.5 mm鋼球失效問題壓裝工藝研究,不增加生產成本,對產品公差帶位置微調達成現有工藝的監控優化,解決了問題,為后續同類結構工藝開發提供借鑒經驗。
以下幾點在本次問題中未開展,特地說明。
1)本文未對鋼球設計合理過盈量選擇過多進行研究,以未對及過盈量變化對壓裝配合中零件材料變形影響進行分析。
2)本文未對壓裝表面粗糙度對壓裝影響做研究,僅以統一標準摩擦系數數值進行計算。
3)本文未對壓裝設備變化對壓裝影響進行研究。
參考文獻:
[1] 成大先.機械設計手冊[M].5版.北京:化學工業出版社,2007.
[2] 甘永立.幾何量公差與檢測[M].9版.上海:上海科學技術出版社,2013.
[3] 謝水生,劉靜安,徐駿,等.簡明鋁合金加工手冊[M].北京:冶金工業出版社,2016.
[4] 郭兆松.汽車變速器加工工藝技術大全[M].北京:清華大學出版社,2014.
[5] 科研工作者匯總.鋼球制備工藝技術大全[M].北京:化學工業出版社,2015.
[6] 張國忠.氣動沖擊設備及其設計[M].北京:機械工業出版社,1989.