壓力容器制造中的焊接工藝與質量控制研究
2024-03-24 14:47:02王瑞敏
裝備制造技術 2024年1期
徐 波,王瑞敏
(山東魯潤熱能科技有限公司,山東 濟南 250300)
0 引言
壓力容器是工業生產中常用的設備,其制造質量直接關系到生產安全和生產效率。焊接工藝與質量控制是壓力容器制造過程中非常關鍵的環節。隨著工業技術的發展和需求的增加,對于焊接工藝和質量控制的要求也日益提高[1]。在焊接工藝方面,合適的焊接材料選擇、焊接參數的確定以及焊接過程的控制都是影響焊接質量的重要因素。通過研究不同焊接材料的性能及焊接參數的優化,可以提高焊接接頭的強度和耐久性。在焊接過程中引入先進的焊接監測技術,可以實時監測焊接參數和質量指標,確保焊接過程的穩定性和可控性[2]。
焊接工藝的優劣直接決定了壓力容器的質量和性能。從焊接材料的選取、焊接參數的確定和焊接過程的控制等方面,系統地研究了各項要求和關鍵技術[3]。同時,針對焊接過程中可能出現的各種焊接缺陷,如焊接熔合不良、焊縫裂紋和氣孔等問題,提出了相應的質量控制方法和措施,以確保焊接質量的穩定性和可控性。基于此,提出了一種先進的焊接工藝方案。該方案采用了先進的焊接設備和自動化控制系統,能夠提高焊接質量和生產效率。同時,還引入了先進的焊接監測技術,在焊接過程中實時監測焊接參數和質量指標,以進一步確保焊接過程的穩定性和可控性。為驗證改進方案的有效性,進行了多組焊接實驗,并對焊接接頭進行了嚴格的非破壞性檢測和力學性能測試。結果表明,采用改進方案焊接的接頭具有良好的焊接質量和力學性能,完全滿足了壓力容器制造的相關標準和要求。對于提高壓力容器制造的焊接工藝和質量控制水平具有一定的理論和實際意義。
1 焊接工藝的要求和影響因素
1.1 焊接工藝的重要性與影響因素
焊接工藝參數是指在焊接過程中選擇的各項工藝參數,包括焊接電流、電壓、焊接速度、焊接溫度、焊接時間、預熱溫度、熱輸入等方面的參數,這些參數的設置和控制直接影響到焊縫質量和性能[4]。
焊接電流和電壓是決定焊縫形貌和焊接質量的關鍵影響因素。焊接速度是指焊接頭在單位時間內移動的距離,對于保證焊縫尺寸和幾何形狀的一致性非常重要。焊接溫度和時間是決定焊接熱輸入和熔池深度的關鍵因素,對于保證焊縫的力學性能和耐腐蝕性能具有重要作用。熱輸入是指焊接過程中輸入到焊接部位的熱量,與焊接電流、電壓、焊接速度和焊接時間等參數有關,可以通過控制這些參數來實現。
1.2 焊接熱處理工藝
通過實際測得的化學成分由JMatPro 軟件算出鐵素體相向奧氏體相的轉變溫度如圖1 所示,然后以50 ℃為間隔設置4 種不同的熱處理溫度,根據標準“承壓設備焊后熱處理規程”以及實際工作情況,確定了保溫時間為2 h 下的720 ℃、770 ℃、820 ℃和870 ℃四種不同的熱處理溫度,具體的熱處理流程及參數如圖1 所示[5]。
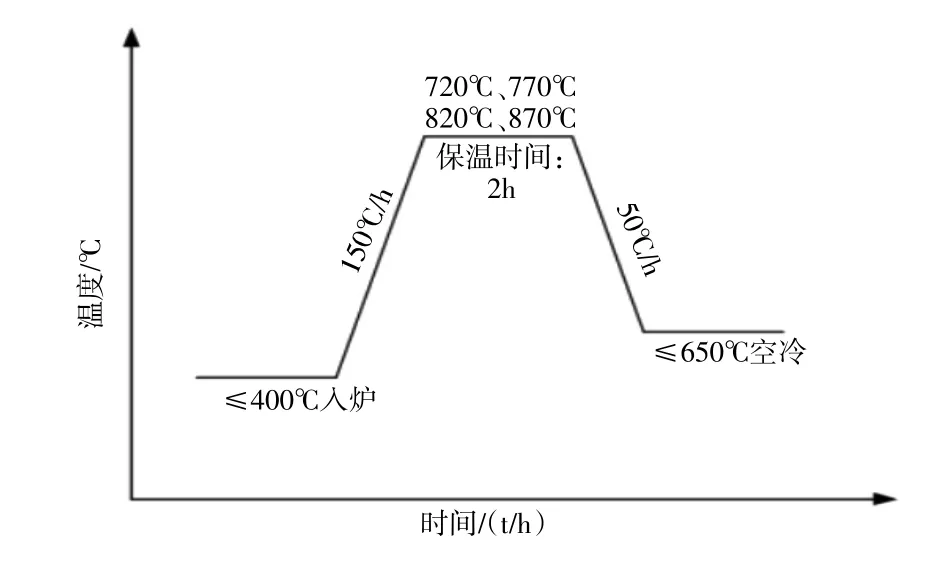
圖1 不同熱處理溫度下的熱處理流程
1.3 焊接過程的溫度場與應力場
焊接過程是金屬在高溫作用下不斷熔化的過程,焊接熱源隨焊絲位置的變化而改變,焊接接頭分為焊縫區(WZ)、熔合區(FZ)、熱影響區(HAZ)和母材區(BM),不同區域的金相組織與力學性能因受到不同溫度熱作用的影響而表現出不同的特征。焊接時距離熔池中心越遠的點溫度越低,用式(1)表示單位焊縫長度上所受的能量及線能量qv:
式中:q為電弧熱功率,J/s;v為焊接速度,cm/s;U為電弧電壓,V;I為焊接電流,A;η為焊接熱效率,取0.85。
焊接過程中焊縫區先加熱到最高溫度,然后停留一段時間后開始冷卻,直至冷卻到室溫。從圖中可以看出焊接熱循環過程中的主要參數為:(1)焊接升溫速度;(2)熔池的最高溫度;(3)高溫停留時間;(4)冷卻速度。
焊接過程中熱輸入加熱不均勻會導致焊接區域的溫度分布不均勻,從而引起焊接接頭在冷卻過程中的不均勻變形和殘余應力。當焊縫區的溫度升高到母材熔點以上時,高溫會導致焊縫區及其周圍區域急劇膨脹,而遠離焊縫的區域則受高溫的影響較小,其溫度較低,從而對焊縫及近焊縫區域起到約束作用,使其處于壓縮狀態。這種不均勻的熱膨脹和壓縮狀態會導致焊接試板在冷卻到室溫后發生不均勻的塑性變形,并產生不同大小的拉應力或壓應力。為了驗證ABAQUS 模擬焊接接頭殘余應力場分布的準確性,在焊后未做熱處理前的焊接試板中隨機挑選一組,用盲孔法測量該試板焊縫處、熔合線處、距熔合線20 mm和40 mm 處的殘余應力。
2 焊接工藝的選取
2.1 焊接材料的選擇
鐵素體不銹鋼具有焊接性能差、焊接接頭脆化嚴重和缺口敏感性高等缺點,但因其具有良好的耐腐蝕性、不銹性、良好的冷成型性和塑韌性而廣泛用于焦炭塔、分餾塔和硫磺回收裝置等壓力容器中。
2.2 焊接參數的確定與控制
在焊接過程中,合理的焊接參數對焊接質量的好壞具有至關重要的影響。焊接在壓力容器的使用安全性和可靠性方面起著重要作用,優化焊接參數(表1)及選擇合理的焊后熱處理工藝對于提高焊接接頭的力學性能具有重要意義。鐵素體不銹鋼的焊縫質量受焊接熱輸入的影響,尤其是熱影響區和焊縫區的晶粒尺寸受焊接熱輸入的影響十分明顯;焊接接頭的焊縫區域和熱影響區域以及晶粒尺寸都會隨著熱輸入的增大而變大,而過冷度隨之變小,導致柱狀晶粗化嚴重。
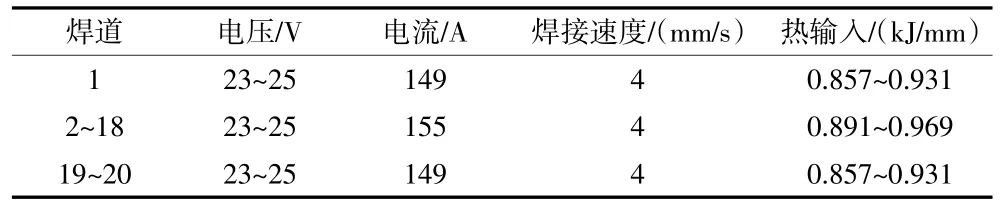
表1 焊接工藝參數
3 實驗驗證和結果分析
試驗板材為冷軋態的鐵素體不銹鋼鋼板,尺寸為400 mm × 150 mm × 25 mm,十塊試板均從同一塊鋼板上截取,試驗采用ZX7-500S 逆變式直流弧焊機對板材進行焊接,焊條為該種材料焊接專用的Φ4 mm的鐵素體不銹鋼焊條,使用前在300 ℃下烘焙兩小時;焊接接頭示意圖如圖2 所示,正面18 道焊背面2道焊的焊接,板間距為2 mm;焊前未預熱,焊接時層間溫度控制在(150±5)℃,以相同的焊接工藝焊接五組試板,試板焊接完成后經無損檢測均合格。
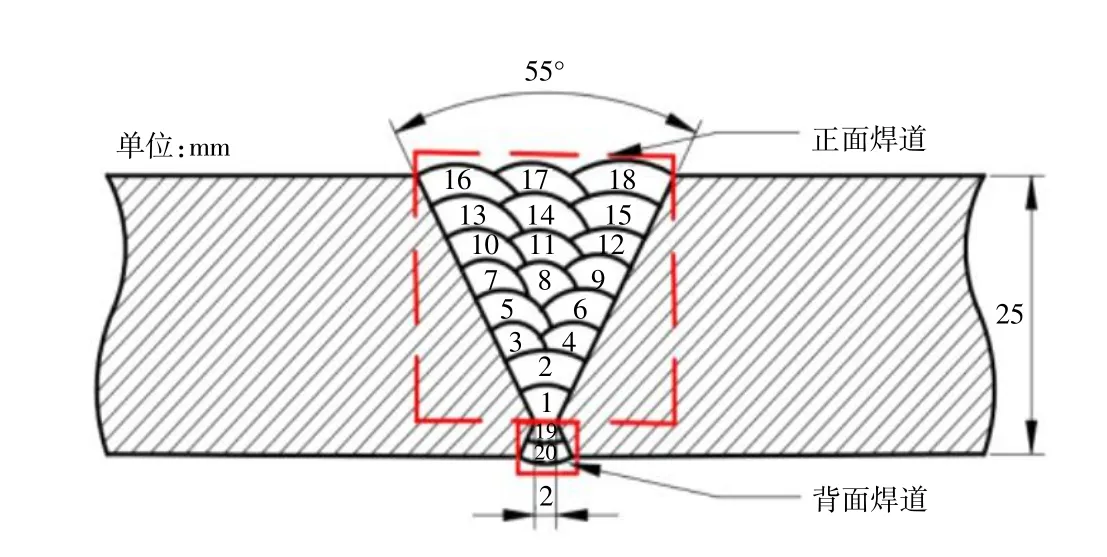
圖2 焊接接頭示意
3.1 金相試驗
根據標準“金屬顯微組織檢驗方法”,對五組焊接完成后的試板采用TQY-06A 慢走絲線切割機從焊縫中心線開始沿垂直于焊縫方向截取,包括焊縫區、熔合區、熱影響區和母材區的金相試樣。金相試樣制作步驟如下:
(1)試樣的打磨及拋光:將試樣用環氧樹脂鑲嵌并晾干后,依次選用400、600、800、1000、1200、1500和2000 目的金相砂紙采用十字垂直交叉法對五組試樣的橫切面打磨;待試樣表面無明顯劃痕后采用MP-2 雙盤雙速磨拋機對五組試樣進行拋光。拋光盤直徑200 mm,轉速500 r/min,同時配合紅絲拋光布并依次選用W2.5、W1.5、W0.5 的金剛石拋光膏。
(2)腐蝕:金相試樣的腐蝕溶液用FeCl3、HCl 和水溶液按3g∶10mL∶80mL 的比例配備而成,在室溫20 ℃下用棉花蘸取腐蝕劑輕輕擦拭6~7 次,直至表面亮度變暗后馬上用清水沖掉腐蝕液,再用無水酒精清洗表面,最后用吹風機吹干。
(3)觀測:將腐蝕好的試樣水平的放置在顯微鏡觀測臺上,使用4XC-MS 倒置光學顯微鏡,配合金相觀測軟件觀察五組試樣的焊縫區、粗晶區和母材區的顯微組織。光學顯微鏡目鏡倍數為X10,物鏡倍數為X5、X10、X20、X40、X100;選用的放大倍數為200 倍。
3.2 拉伸和彎曲試驗
根據標準“承壓設備產品焊接試件的力學性能檢驗要求”,用TQY-06A 慢走絲切割機對五組試板按照尺寸制取拉伸和彎曲試樣,彎曲試驗尺寸參數見表2,在WAW-1000B 微機控制電液伺服萬能試驗機上進行拉伸和彎曲試驗,拉伸速度為3.0 mm/min。
3.3 焊接應力場試驗
焊接過程中由于經歷二次結晶、熱脹冷縮等現象產生較大的應力場。如圖3 所示,盲孔法是一種常用的測量焊接應力場的方法之一,原理是通過在焊接件上鉆一個孔,并在孔內安裝一個應變計或者應變片,測量孔內的應變變化,從而推算出周圍的應力場分布情況。

圖3 焊接過程信息采集
3.4 實驗結果應用分析
鋼是一種常用于-70 ℃級低溫壓力容器,液化氣體儲罐、液氧儲罐、液氮儲罐等。在制造壓力容器時,常常需要將不同的構件焊接在一起,以形成完整的容器。為了確保焊接接頭的質量和安全性符合相關規范和標準,應該研究焊接工藝和熱處理對焊接接頭性能的影響,以獲得高質量的焊接接頭。通過在試板上鉆孔,釋放該區域的應力,打破原有的應力平衡狀態并釋放相應的應變。盲孔法試驗的原理,假設焊接試板表面的材料性能為各向同性,并且應力場表示。釋放應變的數值大小與材料本身的彈性模量以及材料所受到的剛性約束有關。通過利用0°、45°和90°三個方向的應變計算盲孔3 個方向的釋放應變。
4 結語
以壓力容器制造為研究對象,探討了焊接工藝與質量控制的相關問題。首先,介紹了壓力容器的制造背景和重要性,指出了焊接工藝在制造過程中的關鍵地位。接著,從焊接材料的選取、焊接參數的確定和焊接過程的控制等方面,詳細闡述了焊接工藝的要求和影響因素。為驗證改進方案的有效性,進行了多組焊接實驗,并對焊接接頭進行了嚴格的非破壞性檢測和力學性能測試。結果表明,采用改進方案焊接的接頭具有良好的焊接質量和力學性能,滿足了壓力容器制造的相關標準和要求。對于提高壓力容器制造的焊接工藝和質量控制水平具有一定的理論和實際意義,對于相關行業的工程師和研究人員具有一定的參考價值。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39