鋁側圍外板滾邊連接技術淺析
2024-03-24 05:00:07王彪
時代汽車 2024年2期
王彪


摘 要:很多汽車廠在車身上已經應用鋼制零件與鋁制零件的混合連接工藝,由于鋼、鋁材料屬性的差異,導致不能采用常規的電阻點焊進行連接操作;本文針對某項目車身鋁側圍外板與鋼側圍內板連接需求進行工藝分析,該項目采用滾邊工藝增加結構膠接的方式去解決鋁側圍外板與鋼側圍內板總成連接需求,既要考慮密封條、頂飾條、玻璃安裝面對車身功能需求又要保證連接后的車身屬性需求。
關鍵詞:滾邊工藝 摩擦單元焊 預裝掛鉤 結構膠 BOP SPR GEO點
1 前言
為了實現“炭達峰”、“炭中和”的雙炭目標,各汽車企業已經把車身減重作為衡量產品設計優劣的重要指標,在保證車身安全強度和碰撞性能的前提下,盡量降低車身設計重量,從而降低汽車整備重量,降低能源消耗值;眾所周知鋁制零件與鋼制零件比較有密度低、硬度弱、延展性強、抗腐蝕性高、導電性強等特性,由于兩者特性差異在車身不同結構會存在一些鋼制零件與鋁制零件混合應用的情況,一般會使用SPR、FDS、摩擦單元焊(SRE)、膠粘等異種金屬連接技術,但是此項目的鋁側圍外板件與鋼制內板采用這些連接工藝還存在一些車身結構技術上的難點,如采用標準FDS、SPR連接后側門止口的厚度和長度無法有效配合卡接密封條,側圍內板為熱成型材料屈服強度超過SPR釘子材料本身的強度,需要特殊材料與型號的釘子才可以完成連接增加了生產開發成本;因此考慮采用滾邊工藝和結構膠粘接工藝去解決這些問題,為后續鋁側圍外板和鋼制內板混合應用的項目提供結構設計參考。
2 鋁側圍外板滾邊方案描述
汽車企業的側圍外板零件和側圍內板大多采用常規的電阻點焊進行連接,成本低、效率高、質量穩定;對于鋁側圍外板與鋼側圍內板連接則需要采用鋼、鋁異種金屬的冷連接技術,還需要在連接位置增加結構膠,能夠防電化學腐蝕作用,但是由于側圍內板是熱成型零件屈服強度達到1300Mpa以上,無法用普通的SPR釘進行有效連接,普通釘模組合要求下板(側圍內板)的強度不能超出SPR釘材料本身的強度,否則無法形成有效的互鎖連接點,達不到SPR要求的連接強度;所以鋁側圍外板與鋼側圍內板主要采用結構膠固化加滾邊工藝進行連接;本項目在焊裝合拼工位將車身零件(側圍外板、車身分總成、前頂橫梁外板、后頂橫梁外板)涂膠并由主拼夾具進行二次合拼形成車身外總拼框架,采用4mm尺寸特殊SPR釘進行預點定操作,在下一工序機器人對外板滾邊操作與側圍內板進行連接。
2.1 工藝流程
鋁側圍外板與鋼側圍內板BOP結構考慮車身框架與門蓋匹配精度,生產工藝流程采用“雙主拼BOP”結構;即在生產線上分“內總拼工藝”、“外總拼工藝”(見圖1、圖2)。
2.1.1 內總拼工藝:
先將左側圍內板、右側圍內板、下車身、前頂橫梁內板、中加強橫梁,中后加強橫梁、后頂橫梁內板在內主拼預拼工位進行涂膠后預拼裝操作,由抓手將側圍內板的預掛鉤折倒與下車身、頂橫梁形成車身分總成,依靠多個預掛鉤進行預定位連接,再由輸送系統將車身分總成輸送至內總拼合拼工位進行GEO點連接(包括SPR、FDS、鋁點焊工藝),此結構涉及到多個鋼鋁連接零件存在多種連接工藝方式,考慮鋁點焊磁場對其它設備影響,要在時間操作上避免同時進行,完成連接操作后輸送至下一補焊工位。
2.1.2 外總拼工藝:
輸送系統將車身分總成輸送至外總拼預拼裝工位,在此工位將左側圍外板、右側圍外板、前頂橫梁外板、后頂橫梁外板進行涂膠后與車身分總成預拼裝操作,由抓手將側圍外板的預掛鉤折倒與車身分總成形成車身總成,由輸送系統將車身總成輸送至外總拼合拼工位進行GEO點連接(SPR、FDS、鋁點焊、REW點),完成操作后輸送至下一序滾邊工位;(見圖3)
2.1.3 滾邊工藝
輸送系統將車身總成輸送至滾邊工位,定位夾緊,機器人移動滾輪對鋁側圍外板進行多次滾邊操作,外板翻邊角度由初始100度滾壓至60度,再滾壓至30度,再滾壓至0度,需要滾壓三遍才可以將止口翻邊滾壓到位(見圖4),為了避免滾壓后翻邊朝一個方向產生偏移,需要正反方向往復滾壓軌跡。
2.2 連接工藝
鋁側圍外板與鋼側圍內板合拼定位時由于合拼夾具定位機構的復雜性機器人滾輪可達性存在問題,無法進行GEO定位滾邊操作,缺失 GEO滾邊定位點,內外板之間還會有竄動風險;因此側圍在滾邊前需要選擇GEO點定操作,固定后再進行滾邊和補連接工藝操作,后序連接工藝包括SPR、FDS、摩擦單元焊(REW)。
2.2.1 預固定GEO點工藝的選擇,針對鋁鋼連接的位置采用SPR工藝進行,但是由于側圍內板總成采用雙層熱成型板材料(CR950/1300HS AS75/75)(見圖示5),側圍內板各零件強度超過普通SPR釘的屈服強度,不能夠形成有效的連接互鎖結構,不符合制造技術要求,此SPR僅可以將其作為工藝固定點進行連接鋁側圍外板,待后工序依靠滾邊壓合加結構膠的粘接力保證強度;一般SPR連接要求下板材料屈服強度≤600Mpa,側圍內板A柱材料屈服強度在1300Mpa,且是雙層搭接結構更加大了SPR有效連接的難度,另外為降低止口搭接邊的寬度為14mm,需要采用直徑4mm的SPR釘進行SPR連接,GEO點的效果需要進行合模驗證。
2.2.2 鋁側圍外板門檻翻邊與下車身門檻搭接采用FDS進行連接(見圖3);選擇GEO點與補打點,考慮車身總成門檻外板尺寸穩定性、工位節拍和設備能力等因素。
2.2.3 鋁側圍外板A柱窗口搭接位置采用摩擦單元焊(SRE)進行連接(見圖3);選擇GEO點與補打點,考慮車身總成A柱外板尺寸穩定性、工位節拍和設備能力等因素;摩擦單元是通過SRE鋼釘貫穿上層鋁板,與下層鋼板摩擦焊接,靠SRE釘帽固定上層鋁板,實現上層鋁板和下層鋼板連接的工藝方法。
2.2.4 外總拼工位涉及到的工藝種類較多且這些連接點對后序滾邊質量響較大,連接質量及穩定性尤為重要,為此合拼工位的GEO連接工藝點需要在試制階段進行充分驗證,修整參數確認連接可達性;(見圖6)。
3 鋁側圍結構功能描述
3.1 止口密封作用
因側圍門止口需要安裝密封條用于車門密封防水作用,要求鋁側圍止口外側搭接面為平整面,否則將影響卡接密封條功能性,因此不能夠采用FDS工藝進行連接,如果采用SPR連接工藝從鋼板側刺入鋁板側(車身內側向車身外側),SPR將在外板止口側面出現SPR的小突起影響密封條的卡接面(見圖7),所以SPR連接必須由鋁板刺入鋼板進行GEO點預固定操作,再進行鋁滾邊加結構膠連接,方可在后序滿足密封條卡接密封作用。
3.2 預裝配作用
因外總拼工位定位上件需求,需要在車身上增加預裝掛鉤保證在外總拼前工序進行預裝上件操作,預裝掛鉤點詳見(圖示8);預裝工藝可以簡化外總拼工位上件定位操作步驟,提高生產節拍,簡化生產線設備工裝數量;預裝配后在合拼定位時側圍零件可以在掛鉤內進行少量竄動,重新找正定位銷進行精定位,避免側圍與地板搭接過緊導致在合拼工位二次定位時發生定位孔變形。
3.3 加寬主副駕位置視野
車身結構側圍A柱上段止口寬度直接影響駕駛人員對車窗外部查看的視野范圍,當前采用了滾邊結構形式可以有效降低搭接邊尺寸為14mm,最大的保證司機、乘客人員視野寬度;如果采用5mm的SPR釘,則需要產品搭接邊尺寸20mm的重疊量,才可以形成有效的搭接SPR點,加大了止口搭接邊尺寸,同時密封條也會隨止口加長而向下移動,從而減少了主副駕位置的可視范圍。(見圖9)
3.4 車身減重需求
鋁的密度大約是鋼的1/3,所以本項目側圍外板應用鋁材料相比采用鋼材將側圍外板減重26.7KG(單側13.35KG),符合車身設計減重的基本原則,提高燃油經濟性。
3.5 耐腐蝕作用
鋁板相比與普通鋼板據有更高的防腐性能,鋁板與空氣中的氧氣接觸后容易形成致密的氧化鋁薄膜,能夠有效避免零件進一步與空氣發生氧化作用;從而可以提高車身外覆蓋零件的耐腐蝕性能。
3.6 車身剛性需求
鋁板相較與鋼板零件抗拉強度較弱,因此為了滿足碰撞剛性要求,需要在側圍內板總成采用高強度的熱成型零件提高車身剛性需求(見圖5)。
所以內外板搭接位置大量增加了結果膠,除了可以抗電化學腐蝕還可以極大的提高車身剛性,鋁側圍外板與鋼內板搭接位置涂敷了約12米長的結構膠。
4 鋁側圍外板滾邊設備
4.1 車身夾具定位系統
滾邊操作時需要將車身定位夾緊,用于保證車身精度和穩定性,機器人滾邊時滾輪對車身止口位置進行推壓受力,車身止口在外推力的作用下存在傾倒、晃動風險;因此在滾邊工位需要采用合拼工位的方式進行下車身定位夾緊,可以考慮在A、B柱適當的位置增加些輔助夾緊機構用來保證車身上部滾邊的安全穩定性;
4.2 對輪滾邊系統
車身定位夾緊后機器人手持對輪滾邊工具組,對鋁側圍止口翻邊進行滾壓三次(見圖4);對輪滾邊工具組由3套滾輪組構成,分別操作3次不同滾邊角度,第一次用于100度至60度,第二次60度至30度,第三次30度至0度應用;(見圖10)
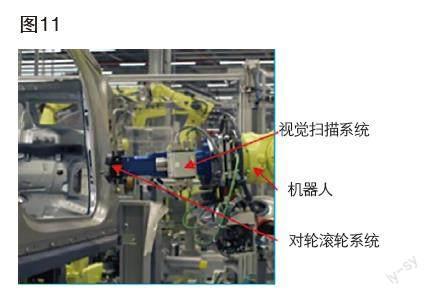
4.3 滾邊視覺掃描系統
鋁側圍外板滾邊操作時工裝僅對車身進行夾具夾緊定位,并沒有采用整體胎膜將鋁側圍外板矯形固定;鋁側圍外板相較鋼側圍外板反彈大,翻邊的尺寸偏差也較大,受到的影響也比較多,直接影響滾邊后的止口高度,如果采用機器人固定軌跡進行滾邊會導致車身精度發生偏差時機器人仍然采用車身坐標基準進行滾邊操作;無法滿足產品設計要求的滾邊后止口長度,導致安裝密封條時會產生密封不嚴缺陷;基于此考慮需要增加滾邊視覺掃描系統,在滾邊前進行止口翻邊掃描,基于翻邊高度角度進行滾邊從而保證密封面的高度穩定;(見圖11)
5 鋁側圍滾邊質量關注要點
5.1 GEO預固定點的數量、位置選擇
控制外主拼工位預固定GEO點(SPR點、FDS點)數量、位置,滾邊時側圍外板無胎膜外板止口翻邊位置無有效定位機構,依靠上一序的GEO定位點固定側圍內外板零件位置,滾邊作為外板補充連接工藝;所以預固定點的選取尤為重要,需保證滾邊時內外板的精度和穩定性;
5.2 鋁側圍外板止口精度
鋁板包邊對雙層鋼板進行包覆,內外板間隙竄動量也大,外板周圈零件止口高度也會影響滾邊精度;滾邊操作時外板容易偏離,導致止口在滾邊后產生高度偏差,因此需要滾邊頭增加外板零件視覺引導,依靠R角向上的高度開始滾邊的折倒位置;視覺引導要求來料外板零件精度符合要求,不能夠超出公差范圍,否則視覺引導將無法識別;
5.3 鋁側側外板上件可行性
由于是雙主拼BOP結構要保證側圍外板在合拼工位上件時有足夠的避讓間隙,因側圍外板較大較軟與內板匹配搭接的面也多很容易上件干涉刮件,需要對側圍外板翻邊高度、翻邊邊角度進行初始設置;(見圖12)
5.4 涂膠質量要求
鋁側圍外板與鋼內板止口連接除了依靠滾邊壓合,更多的是依靠結構膠的粘接作用,所以結構膠的涂膠直徑和涂膠位置尤為重要,這樣可以使結構膠可以充分起到連接作用,在滾邊壓合后保證結構膠可以充分填充到貼合的板件內,避免缺失膠或者涂敷面不足產生連接不牢缺陷;(見圖12)
5.5 滾邊分段設計要求
止口滾邊長度設計,要結合門止的形狀進行設計,考慮與定位點和預掛鉤位置錯開,在門R弧度的位置考慮點定GEO點或者避讓滾邊,否則鋁滾邊會產生開裂,或者缺失SPR固定點空間,一般在直線段進行布置滾邊,間隔30mm至360mm不等根據需求設置長度(見圖13)
5.6 工藝設備投資分析
鋁側圍外板與鋼內板連接的幾種工藝設備投資成本進行比較,滾邊設備是最低的,標準設備SPR、摩擦單元焊設備、FDS設備等都比對邊滾輪組高很多,所以從投資成本上分析滾邊是較經濟的,在滿足連接性能的前提可以優選滾邊工藝連接,但是需要考慮必要GEO點的分布;
5.7 鋁板滾邊開裂風險
鋁滾邊易開裂,包邊R角越小就更容易出現開裂現象;因此要嚴格控制鋁包邊內板總成的貼合狀態保持內板總厚度穩定;鋁板材料的回彈性大,成型性也差,因此側圍的外板開角的角度也容易發生偏差;
5.8 GEO預固定點質量管控
熱成型內板件搭接的預定位SPR點穩定性管理,由于側圍內板為熱成型零件屈服強度比較高,因此用于預定位的GEO點的互鎖值也不易保證,生產過程中需要將這些工藝連接點加強監控管理,否則脫開后將影響后續的鋁板滾邊質量。
6 結語
鋁側圍外板與鋼內板在國內車廠應用案例比較少并沒有大量推廣,本文結合筆者參與項目的實際經驗針對鋁側圍外板與鋼內板連接進行分析,從工藝流程、連接工藝、結構優勢、設備構成、關注要點等幾個方面進行分析總結,對車廠在開發設計鋁制零件應用時給予參考。
