基于粒子群優(yōu)化算法的電弧增材制造焊道尺寸反向傳播神經(jīng)網(wǎng)絡(luò)預(yù)測模型
2024-03-19 04:25:58劉浩民楊洪才李子葳孫俊華張?jiān)?/span>
機(jī)械工程材料 2024年2期
劉浩民,楊洪才,劉 戰(zhàn),李子葳,孫俊華,張?jiān)?/p>
(1.山東建筑大學(xué)材料科學(xué)與工程學(xué)院,濟(jì)南 250101;2.山東濟(jì)容熱工科技有限公司,濟(jì)南 250199)
0 引 言
從20世紀(jì)80年代開始,增材制造技術(shù)迅猛發(fā)展,應(yīng)用領(lǐng)域也愈加廣闊。增材制造技術(shù)以計(jì)算機(jī)輔助設(shè)計(jì)/計(jì)算機(jī)輔助制造(CAD/CAM)為基礎(chǔ),采用逐層堆積的方式來進(jìn)行零件成形[1]。金屬材料增材制造技術(shù)根據(jù)熱源類型的不同可分為激光增材制造、電子束增材制造、電弧增材制造等。激光增材制造技術(shù)和電子束增材制造技術(shù)由于設(shè)備運(yùn)轉(zhuǎn)維護(hù)成本較高,在制造大型復(fù)雜構(gòu)件時(shí)有一定的局限性[2]。電弧增材制造材料利用率高,可實(shí)現(xiàn)多種材料混合制造以及大尺寸復(fù)雜構(gòu)件低成本、高效快速近凈成形,在成形過程中只需局部保護(hù)無需密封倉保護(hù)(部分金屬除外)[3-5],并且采用電弧增材成形技術(shù)制造的金屬構(gòu)件化學(xué)成分均勻,組織致密,具有優(yōu)良的力學(xué)性能[6]。
良好的焊道成形是電弧增材制造的基礎(chǔ)。建立不同焊道尺寸預(yù)測模型,進(jìn)而得到不同增材制造工藝參數(shù)下的焊道成形尺寸,是進(jìn)行電弧增材制造的有效保障[7-8]。胡建文等[9]將送絲速度、焊接速度、焊接電壓和噴嘴高度作為模型輸入變量,將焊道熔寬和余高作為輸出變量,比較了二次回歸模型及神經(jīng)網(wǎng)絡(luò)模型的預(yù)測能力,結(jié)果表明后者的預(yù)測精度更高。黃無云等[10]對4-12-2結(jié)構(gòu)的反向傳播(BP)神經(jīng)網(wǎng)絡(luò)模型的權(quán)值進(jìn)行了優(yōu)化,結(jié)果表明優(yōu)化模型可以準(zhǔn)確預(yù)測單條焊道成形尺寸。王曉光等[11]研究發(fā)現(xiàn),在電弧增材制造316L奧氏體不銹鋼單道多層薄壁件的過程中,成形寬度隨著焊接速度的減小而增大,側(cè)面成形誤差、沉積效率隨著熱輸入增加分別呈先減后增、先增后減的變化趨勢。CHUAIPHAN等[12]研究發(fā)現(xiàn),在焊接電流為75 A、焊接速度為2.0~3.5 mm·s-1下電弧增材制造304不銹鋼焊道的成形良好。SADA等[13]研究表明,將焊接電流、電弧電壓、送絲速度作為輸入變量,將焊道截面尺寸作為輸出變量建立的焊道截面尺寸預(yù)測模型的可靠性系數(shù)大于80%,其中焊接電流對焊道截面尺寸的影響最為顯著。SAFARI等[14]對粒子群優(yōu)化(PSO)算法及遺傳算法(GA)的性能進(jìn)行比較發(fā)現(xiàn),粒子群優(yōu)化算法預(yù)測更快更有效,能在更少的迭代次數(shù)中得到目標(biāo)值。雖然目前電弧增材制造技術(shù)得到了飛速發(fā)展,但仍然存在許多問題亟待解決,例如焊道成形尺寸預(yù)測、零件整體成形精度等。相較于傳統(tǒng)BP神經(jīng)網(wǎng)絡(luò)權(quán)值的隨機(jī)賦值,粒子群優(yōu)化算法可以搜索到BP神經(jīng)網(wǎng)絡(luò)的最優(yōu)權(quán)值,其搜索能力取決于其全局探索以及跳出局部最優(yōu)的能力,這在很大程度上依賴于算法控制參數(shù)的選擇。
為此,作者針對熔化極惰性氣體保護(hù)(MIG)電弧增材制造316L不銹鋼工藝,選取焊接電流、送絲速度、焊接速度及基板溫度作為輸入變量,焊道熔寬和余高作為輸出變量,通過合理選擇粒子群優(yōu)化算法中的粒子慣性權(quán)重和學(xué)習(xí)因子,構(gòu)建了PSO反向傳播(PSO-BP)神經(jīng)網(wǎng)絡(luò)模型,并進(jìn)行焊道尺寸預(yù)測和精度驗(yàn)證,以期為焊道尺寸的精準(zhǔn)預(yù)測和零件的整體成形提供理論基礎(chǔ)。
1 試驗(yàn)方法與結(jié)果
焊接材料為316L不銹鋼焊絲(直徑為1.2 mm),基板為304不銹鋼板(尺寸為200 mm×200 mm×6 mm),化學(xué)成分(質(zhì)量分?jǐn)?shù)/%)見表1。基板表面經(jīng)打磨、去污后,采用FANUC M-10iD型六軸焊接機(jī)器人、Pulse MIG-350RP型焊接電源搭建MIG電弧增材制造試驗(yàn)平臺,焊槍與工作臺保持垂直,焊槍噴嘴與基板間距為15 mm,焊接電流為110~170 A,焊接速度為2~6 mm·s-1,送絲速度為2.8~5.3 m·min-1,保護(hù)氣體為高純氬氣(純度為97.5%),流量為15 L·min-1;焊接電流、送絲速度、焊接速度及基板溫度對焊道成形影響顯著,因此選取這4個(gè)工藝參數(shù)為焊道尺寸BP神經(jīng)網(wǎng)絡(luò)模型的輸入變量,焊道熔寬和余高作為輸出變量。將焊接單條焊道前的基板實(shí)時(shí)溫度作為焊接該條焊道的基板溫度,在當(dāng)前焊道焊接結(jié)束后采用紅外線測溫儀測定第一焊道焊接的起始溫度。為了減少預(yù)熱搬運(yùn)過程中的熱量損失,將室溫下基板中的第一條焊道焊接過程作為基板預(yù)熱的過程,不將該焊道納入BP神經(jīng)網(wǎng)絡(luò)預(yù)測模型。

表1 304不銹鋼板和316L不銹鋼焊絲的化學(xué)成分Table 1 Chemical composition of 304 stainless steel plate and 316L stainless steel welding wire
電弧增材制造時(shí)電流大小和熱輸入有關(guān),焊接速度和送絲速度會(huì)影響焊絲的熔覆效果,因此小電流采取較小的送絲速度及焊接速度,大電流采取較大的送絲速度和焊接速度。選取焊道形貌均勻的3個(gè)點(diǎn),采用千分尺測量其對應(yīng)熔寬及余高,精度為0.02 mm,取平均值。去除室溫下基板的第一條焊道數(shù)據(jù)后94組工藝參數(shù)及其對應(yīng)的焊道成形尺寸數(shù)據(jù),隨機(jī)選取70組數(shù)據(jù)作為訓(xùn)練集數(shù)據(jù),剩余24組數(shù)據(jù)作為測試集數(shù)據(jù)用來測試BP神經(jīng)網(wǎng)絡(luò)模型的精度,部分?jǐn)?shù)據(jù)如表2所示。
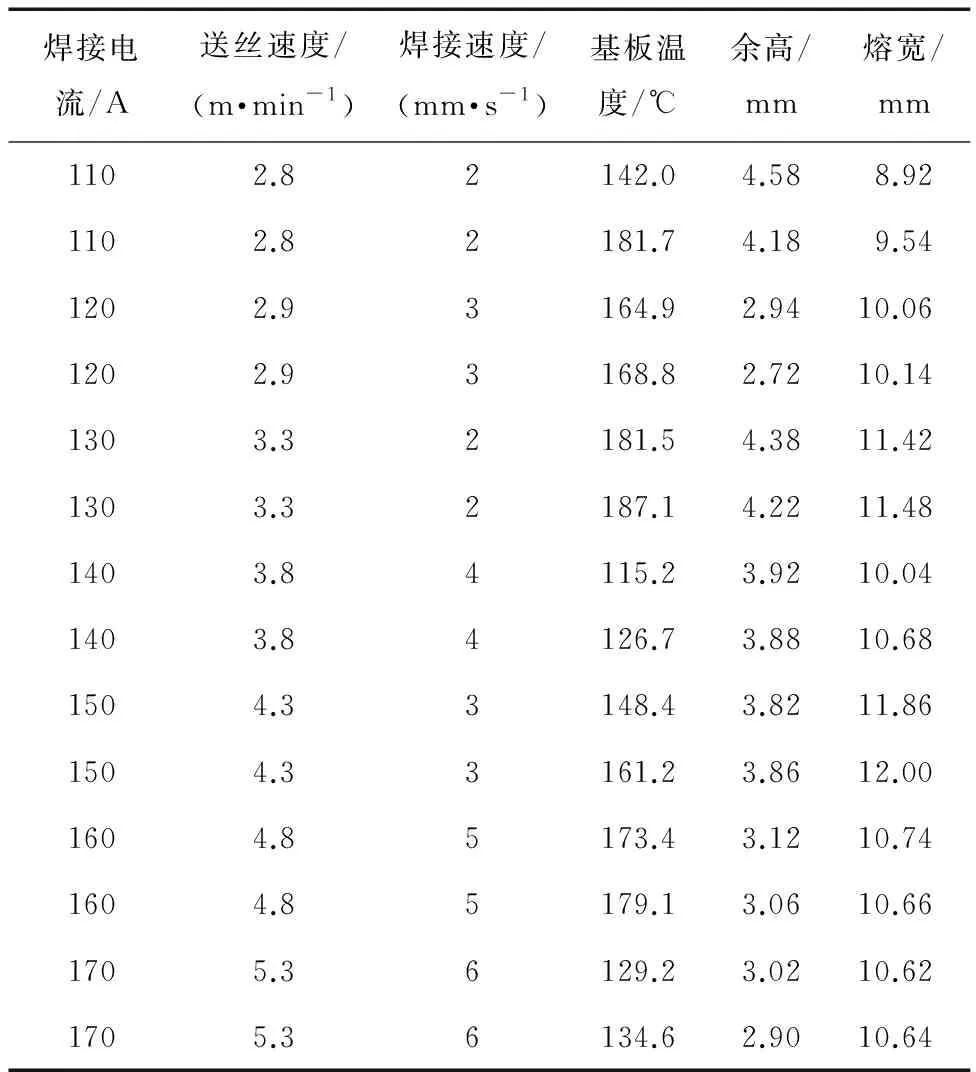
表2 BP神經(jīng)網(wǎng)絡(luò)模型部分工藝參數(shù)及其對應(yīng)的焊道尺寸Table 2 Part process parameters and their corresponding weld size of BP neural network model
2 BP神經(jīng)網(wǎng)絡(luò)模型的建立
采用三層BP神經(jīng)網(wǎng)絡(luò)結(jié)構(gòu),如圖1所示,輸入層由焊接電流、焊接速度、送絲速度和基板溫度4個(gè)神經(jīng)元構(gòu)成,輸出層包括焊道熔寬和余高2個(gè)神經(jīng)元,隱藏層神經(jīng)元個(gè)數(shù)的經(jīng)驗(yàn)公式[15]為
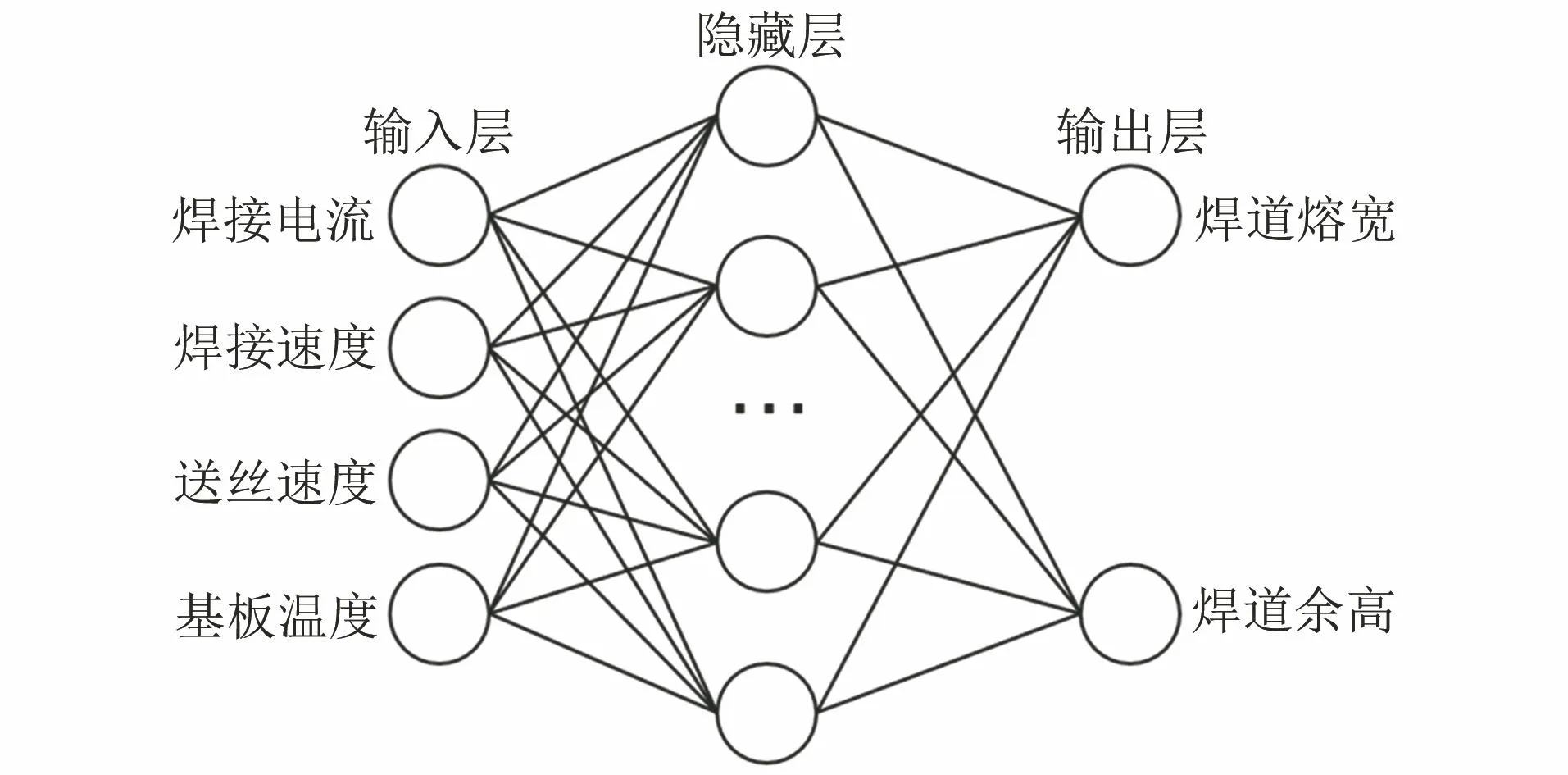
圖1 BP神經(jīng)網(wǎng)絡(luò)模型結(jié)構(gòu)Fig.1 BP neural network model structure

(1)
式中:l,n1,n2分別為隱藏層、輸入層、輸出層的神經(jīng)元個(gè)數(shù);a為1~10的常數(shù)。
根據(jù)式(1)可得隱藏層的神經(jīng)元個(gè)數(shù)為3~12。隱藏層神經(jīng)元個(gè)數(shù)會(huì)影響預(yù)測效果,通過比較不同隱藏層神經(jīng)元個(gè)數(shù)下的網(wǎng)絡(luò)性能(輸出值與期望值之間的均方誤差),得出預(yù)測模型最佳的隱藏層神經(jīng)元個(gè)數(shù)為12,即該BP神經(jīng)網(wǎng)絡(luò)預(yù)測模型為4-12-2的結(jié)構(gòu)。
BP神經(jīng)網(wǎng)絡(luò)每層之間均具有激活函數(shù)和連接權(quán)值,為了解決非線性模型問題,加入非線性因素,選擇Sigmoid函數(shù)作為隱藏層激活函數(shù),計(jì)算公式如下:
(2)
式中:x為隱藏層輸入值,可以取任意實(shí)數(shù);y為隱藏層輸出值,取值范圍在(0,1)。
在模型訓(xùn)練前,統(tǒng)一對樣本使用Mapminmax函數(shù)進(jìn)行歸一化處理以減少個(gè)別樣本對訓(xùn)練的影響,使數(shù)據(jù)在[-1, 1]的取值范圍內(nèi)。在輸出數(shù)據(jù)之前,需要對其進(jìn)行反歸一化以確保輸出值真實(shí)有效,該歸一化函數(shù)為

(3)
式中:x為樣本數(shù)據(jù),是BP神經(jīng)網(wǎng)絡(luò)的輸入數(shù)據(jù)或期望輸出;xmax,xmin分別為所有樣本數(shù)據(jù)中最大值與最小值;y為對x歸一化處理后得到的數(shù)據(jù);ymin,ymax為歸一化參數(shù),默認(rèn)為-1和1。
3 粒子群優(yōu)化算法優(yōu)化權(quán)值
粒子群優(yōu)化算法是一種進(jìn)化計(jì)算技術(shù),基本理念是通過個(gè)體之間的協(xié)作以及群體中的信息共享來尋求最優(yōu)解。采用粒子群算法的迭代尋優(yōu)找到最優(yōu)權(quán)值,代替BP神經(jīng)網(wǎng)絡(luò)中的初始化權(quán)值,從而提高模型對焊道尺寸的預(yù)測精度,具體流程如圖2所示。
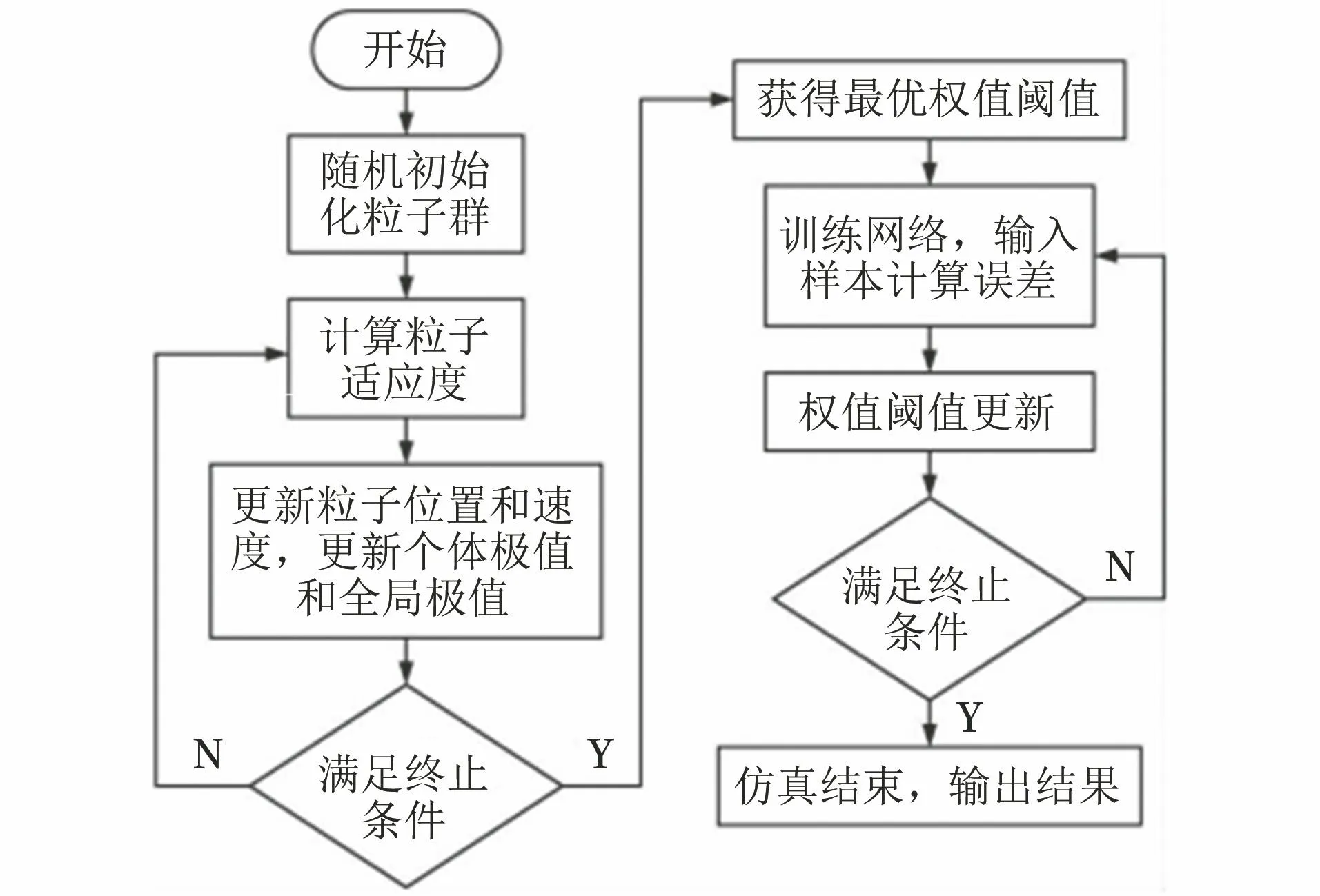
圖2 粒子群優(yōu)化算法優(yōu)化BP神經(jīng)網(wǎng)絡(luò)權(quán)值閾值流程Fig.2 Flow chart of optimizing BP neural network weight threshold by particle swarm optimization
3.1 隨機(jī)初始化粒子群
定義粒子群優(yōu)化算法時(shí),需要粒子的位置X和初始化速率V,兩者算法分別為
X=-5+10×rand(P,N)
(4)
V=2×rand(P,N)
(5)
式中:P為粒子群中粒子的數(shù)目;N為目標(biāo)函數(shù)自變量個(gè)數(shù)。
3.2 計(jì)算粒子的適應(yīng)度
粒子群優(yōu)化算法中適應(yīng)度函數(shù)的選擇很重要,采用BP神經(jīng)網(wǎng)絡(luò)預(yù)測的輸出值與期望值之間差值矩陣的模作為適應(yīng)度函數(shù),公式為
Err=norm(A-B,2)
(6)
式中:A為輸出值矩陣;B為期望值矩陣。
3.3 粒子群更新
在未滿足粒子群尋優(yōu)的終止條件時(shí),粒子群會(huì)進(jìn)行一次次迭代,每次迭代后都會(huì)對當(dāng)前粒子的速率Vi、位置Xi,存儲(chǔ)個(gè)體最優(yōu)pbesti和存儲(chǔ)全局最優(yōu)gbesti進(jìn)行更新,更新公式為

(7)

(8)
式中:W為慣性權(quán)重,影響粒子繼承上一次迭代速度的比重;C1,C2分別為個(gè)體學(xué)習(xí)因子和社會(huì)學(xué)習(xí)因子,均為常數(shù);R1,R2為[0,1]間的隨機(jī)數(shù)。
在粒子群優(yōu)化迭代前期,粒子應(yīng)當(dāng)采取較大的慣性權(quán)重以便進(jìn)行粒子全局搜索,確定范圍;后期應(yīng)采用較小的慣性權(quán)重,以便精確鎖定全局最優(yōu)的位置。慣性權(quán)重采用線性遞減原則,從最大慣性權(quán)重Wmax逐漸遞減至最小慣性權(quán)重Wmin,權(quán)重公式為

(9)
式中:k為當(dāng)前迭代次數(shù);nmax為最大迭代次數(shù)。
減小C1,可以加強(qiáng)粒子初期的全局搜索能力,避免在搜索初期出現(xiàn)粒子陷入局部范圍;增大C2,可以避免搜索過程中粒子出現(xiàn)過早的局部收斂,加強(qiáng)粒子后期的局部搜索能力[16]。學(xué)習(xí)因子公式分別為

(10)

(11)
式中:C1s,C1e分別為C1的開始值和結(jié)束值;C2s,C2e分別為C2的開始值和結(jié)束值。
3.4 BP神經(jīng)網(wǎng)絡(luò)權(quán)值更新
連接權(quán)值關(guān)系到BP神經(jīng)網(wǎng)絡(luò)訓(xùn)練速率的快慢以及收斂速率,在基本的BP神經(jīng)網(wǎng)絡(luò)中權(quán)值是隨機(jī)設(shè)定的,在網(wǎng)絡(luò)訓(xùn)練的過程中沿著誤差減小的方向不斷進(jìn)行調(diào)整。針對連接權(quán)值的隨機(jī)性、不確定等缺點(diǎn),采用PSO對其進(jìn)行優(yōu)化。為了記錄粒子尋優(yōu)軌跡,引入trace0公式,為
trace0=zeros(M+1,nmax)
(12)
式中:trace0為記錄粒子尋優(yōu)結(jié)果的軌跡;M為待優(yōu)化變量個(gè)數(shù)。
在粒子群算法迭代尋優(yōu)結(jié)束后,trace0的最后一列中保存了尋優(yōu)結(jié)果。為了保存最終尋優(yōu)結(jié)果,即BP神經(jīng)網(wǎng)絡(luò)更新后的權(quán)值,引入保存公式,為
bestX=trace0(1:end-1,end)
(13)
式中:bestX為尋優(yōu)軌跡中保存的BP神經(jīng)網(wǎng)絡(luò)更新后的權(quán)值;end為trace0表格的最后一行或者列。
為了提高預(yù)測模型的準(zhǔn)確性,在對粒子群優(yōu)化算法參數(shù)進(jìn)行多次調(diào)整后得到最優(yōu)參數(shù):粒子數(shù)量為100個(gè),最大慣性權(quán)重為0.9,最小慣性權(quán)重為0.4,粒子學(xué)習(xí)因子C1s,C1e,C2s,C2e分別為2,1,1.5,2,粒子群最大迭代尋優(yōu)次數(shù)為70次。
4 模型訓(xùn)練及精度驗(yàn)證
首先設(shè)置BP神經(jīng)網(wǎng)絡(luò)訓(xùn)練參數(shù): 訓(xùn)練精度為0.001,學(xué)習(xí)率為0.01,最大訓(xùn)練次數(shù)為1 000次。由圖3可見, 在迭代尋優(yōu)次數(shù)為35次時(shí),適應(yīng)度曲線趨于平穩(wěn),適應(yīng)度值為1.15,即尋找到經(jīng)PSO優(yōu)化后BP神經(jīng)網(wǎng)絡(luò)模型(PSO-BP神經(jīng)網(wǎng)絡(luò)模型)的最佳權(quán)值。選用均方根誤差(RMSE)作為PSO-BP神經(jīng)網(wǎng)絡(luò)模型的評價(jià)標(biāo)準(zhǔn),用以衡量預(yù)測值和期望值的偏差,計(jì)算公式為

圖3 PSO-BP神經(jīng)網(wǎng)絡(luò)模型權(quán)值尋優(yōu)過程的適應(yīng)度曲線Fig.3 Fitness curve of PSO-BP neural network model weight optimization process
(14)
式中:yi為試驗(yàn)的期望值;f(xi)為PSO-BP神經(jīng)網(wǎng)絡(luò)模型輸出的預(yù)測值;i為1~N之間的整數(shù),N為樣本個(gè)數(shù)。
由圖4可見,BP神經(jīng)網(wǎng)絡(luò)模型的焊道熔寬預(yù)測相對誤差分布散亂,雖然大部分樣本相對誤差很小,但有6個(gè)樣本的相對誤差較大,而PSO-BP神經(jīng)網(wǎng)絡(luò)模型對焊道熔寬和余高的預(yù)測相對誤差分布集中并均較小,說明其預(yù)測值更加穩(wěn)定更貼合期望值。
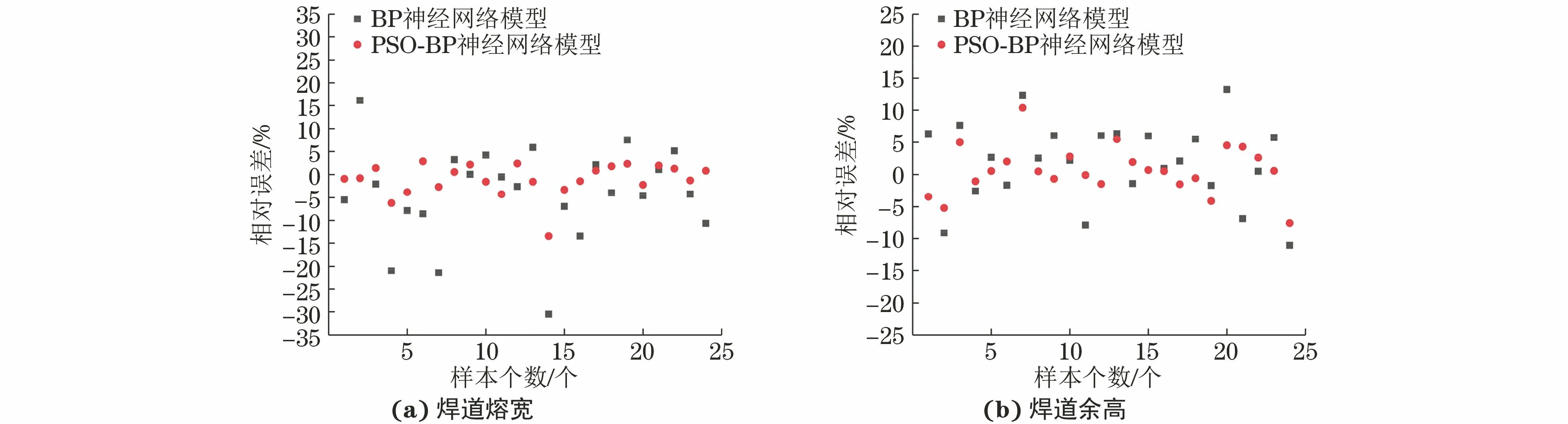
圖4 不同神經(jīng)網(wǎng)絡(luò)模型的焊道尺寸預(yù)測值與期望值的相對誤差Fig.4 Relative errors of predicted vodues weld bead size obtained by different neural network models and expected values: (a) weld width and (b) weld reinforcement
由表3可知,BP神經(jīng)網(wǎng)絡(luò)模型得到的焊道熔寬及余高預(yù)測值與期望值的均方根誤差、相對誤差均大于PSO-BP神經(jīng)網(wǎng)絡(luò)模型,PSO-BP神經(jīng)網(wǎng)絡(luò)模型除了個(gè)別樣本的最大相對誤差達(dá)到13.477%外,其他均維持在10%以內(nèi),集中在5%左右。綜上所述,相較于BP神經(jīng)網(wǎng)絡(luò)模型,PSO-BP神經(jīng)網(wǎng)絡(luò)模型對焊道尺寸的預(yù)測精度更高更加穩(wěn)定,可以應(yīng)用到電弧增材制造中以提高成形件的精度。
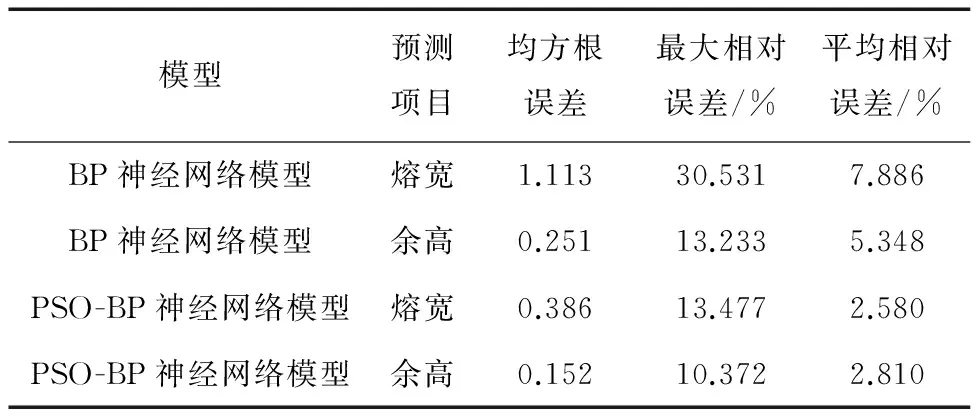
表3 不同神經(jīng)網(wǎng)絡(luò)模型對焊道尺寸的預(yù)測誤差Table 3 Prediction error of weld bead size by different neural network models
5 結(jié) 論
(1) 針對熔化極惰性氣體保護(hù)電弧增材制造316L不銹鋼,選取焊接電流、送絲速度、焊接速度及基板溫度作為輸入變量,焊道熔寬和余高作為輸出變量,選擇粒子群優(yōu)化算法(PSO)中的最優(yōu)粒子慣性權(quán)重和學(xué)習(xí)因子,構(gòu)建4-12-2結(jié)構(gòu)PSO-BP神經(jīng)網(wǎng)絡(luò)模型。
(2) 采用PSO-BP神經(jīng)網(wǎng)絡(luò)模型預(yù)測的焊道熔寬與期望值的均方根誤差、最大相對誤差和平均相對誤差分別為0.386,13.477%,2.580%,焊道余高的分別為0.152,10.372%,2.810%。相較于BP神經(jīng)網(wǎng)絡(luò)模型,PSO-BP神經(jīng)網(wǎng)絡(luò)模型對焊道尺寸預(yù)測精度高、效果好,穩(wěn)定性強(qiáng)。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03