相控陣超聲技術在直縫埋弧焊管自動檢測中的應用
2024-03-18 13:10:00滕先進呂育棟張利輝孫愛玢
無損檢測 2024年2期
楊 光,滕先進,呂育棟,張 偉,張利輝,孫愛玢
(渤海裝備巨龍鋼管有限公司,青縣 062658)
隨著我國長輸管道的建設發展和輸油輸氣管線需求量的大幅增加,傳統的管道類型逐漸被高鋼級、大口徑、厚壁化的產品所取代,對管線鋼管質量的要求也越來越高。其中,在直縫埋弧焊鋼管生產期間,有效可靠地檢測焊接缺陷是保障油氣管線輸送安全的重要措施[1]。
目前,國內眾多大型直縫埋弧焊管廠的在線焊縫超聲波自動檢測系統仍采用常規脈沖回波超聲技術,但該技術存在一定的局限性,其采用的是單一晶片的探頭,探頭發射的波束只能以單一折射角沿聲束軸線傳播,因此在進行鋼管檢測尤其是厚壁鋼管的檢測時,需要布置多組檢測通道以有效實現焊縫全壁厚區域的聲束覆蓋;同時該技術無法通過軟件處理提高信號質量,只能顯示A掃描信號,缺陷顯示不直觀,檢測波束不能聚焦,信噪比和分辨率會隨著檢測距離增大而下降。
相控陣超聲檢測技術是近年來快速發展起來的無損檢測新技術,該技術目前已大量應用于油氣管道環焊縫的檢測中,具有檢測精度高、檢測速度快、可重復性強、缺陷檢出率高等優點,已成為自動焊環焊縫檢測的首選技術[1]。為了更好地與管道施工現場環焊縫檢測進行技術對接,筆者所在公司創新地采用相控陣超聲技術來實現埋弧焊管的超聲自動檢測,旨在為國內鋼管制造企業無損檢測能力的提升提供一定參考。
1 直縫埋弧焊管相控陣超聲檢測系統
采用美國GE公司的SNUP-LO/OFF-PAT型相控陣檢測系統,該系統主要由相控陣超聲檢測單元、檢測和評估電子單元、在線焊縫激光自動跟蹤系統等部分組成。檢測系統的主要技術參數如下:相控陣探頭角度調節范圍為40°~70°;信噪比≥18 dB;PRF(檢測系統的脈沖重復頻率)≤20 000 Hz;跟蹤精度≤±0.5 mm;噴標精度±10 mm;誤報率≤1%;管端盲區<50 mm;檢測速度≤20 m·min-1。
1.1 相控陣超聲檢測單元
檢測單元主體由2組縱向探頭、1組“On-bead”輪式探頭、1組串列式探頭、1組“X”式橫向探頭以及1組分層探頭構成。其中,縱向和“X”式橫向檢測采用W3 GPA32型相控陣探頭,檢測頻率為3 MHz,32晶片,矩形晶片組尺寸為14 mm×14 mm(長×寬),可在軟件中選擇所需的角度范圍和合適的折射角度,用于縱向缺陷和橫向缺陷的檢測;“On-bead”輪式探頭采用B5 NC15PA16型相控陣探頭,角度為45°±5°,用于橫向缺陷的檢測;分層檢測采用常規超聲波探頭(探頭型號為H5K15B18,入射角為0°),用于熱影響區分層缺陷的檢測;串列式模式下檢測也采用相控陣探頭,探頭型號為W3 NPA20,檢測頻率為3 MHz,20晶片,矩形晶片組尺寸為9 mm×8 mm(長×寬),用于串列模式下檢測焊縫中部缺陷。相控陣超聲探頭布置方式如圖1所示。
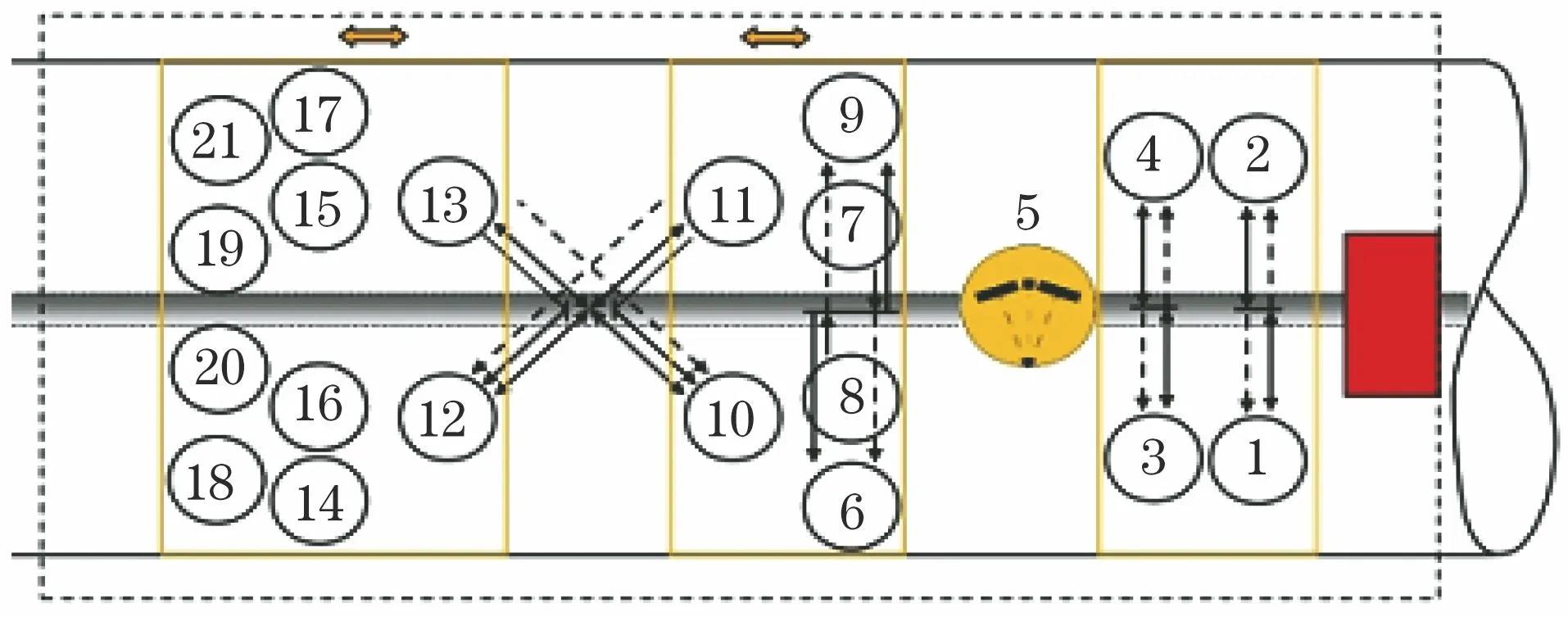
圖1 相控陣超聲探頭布置方式示意
圖1中標號為1,2,3,4的探頭為縱向檢測探頭,每個探頭發射入射角為0°的聲波監測耦合,1和2互相監測耦合,3和4互相監測耦合。5為“On-bead”輪式探頭,由3部分組成,中間部分發射入射角為0°的聲波用于調節探頭水平和耦合監測,兩側部分相對發射入射角約45°的折射聲波以檢測橫向缺陷。6,7,8,9為一組串列式探頭,同側兩個探頭一發一收進行檢測,6和7互相監測耦合,8和9互相監測耦合。10,11,12,13為“X”式橫向探頭,沿鋼管縱向方向同一側兩個探頭一發一收進行檢測,4個探頭均發射入射角為0°的聲波監測自身耦合,11和12互相監測耦合,10和13互相監測耦合。
14,15,16,17,18,19,20,21為檢測熱影響區母材分層的直探頭。
1.2 檢測和評估電子單元
該電子單元主要進行相控陣超聲檢測參數的設置、管理、校準(如最佳入射角和聚焦深度的校準)以及對缺陷進行分析評判等。
相控陣超聲檢測時,檢測人員僅需通過軟件中參數的設置就可以調節探頭角度,無需任何機械調整,減少了系統調試時間,相控陣超聲檢測參數的設置界面如圖2所示。
該電子單元可在軟件中對焊縫形貌、尺寸進行可視化設置,同時可以計算出鋼管曲面上的超聲波聲束范圍;具有檢測狀態實時顯示功能,檢測時缺陷的檢測狀態、參數設置以及探傷進度都將實時顯示,在顯示帶狀圖的同時可實時顯示8個A掃界面。
各檢測通道可實現縱、橫向缺陷,分層缺陷報警及耦合監視等功能并在包絡圖中以不同顏色顯示。在自動檢測過程中,如果信號超過閾值,則在包絡圖上指示缺陷,激活報警條件并通過噴標系統進行實時標記。
另外,該電子單元具有傷波復檢功能,可從系統存儲中調出檢測結果文件,并在評判軟件中對自動檢測結果進行離線分析評判。
1.3 在線焊縫激光自動跟蹤系統
每個檢測機架裝備有一組在線焊縫激光自動跟蹤系統。系統由配備有內置式攝像機的激光頭和評估電子單元組成,工作時激光頭不會與鋼管接觸(距離鋼管表面約140 mm),激光頭無磨損。跟蹤系統精度可達±0.5 mm,分辨率高,可靠性好,同時具有自動激光功率調節、自動圖像質量優化等功能,在線焊縫激光自動跟蹤系統檢測現場及操作界面如圖3所示。
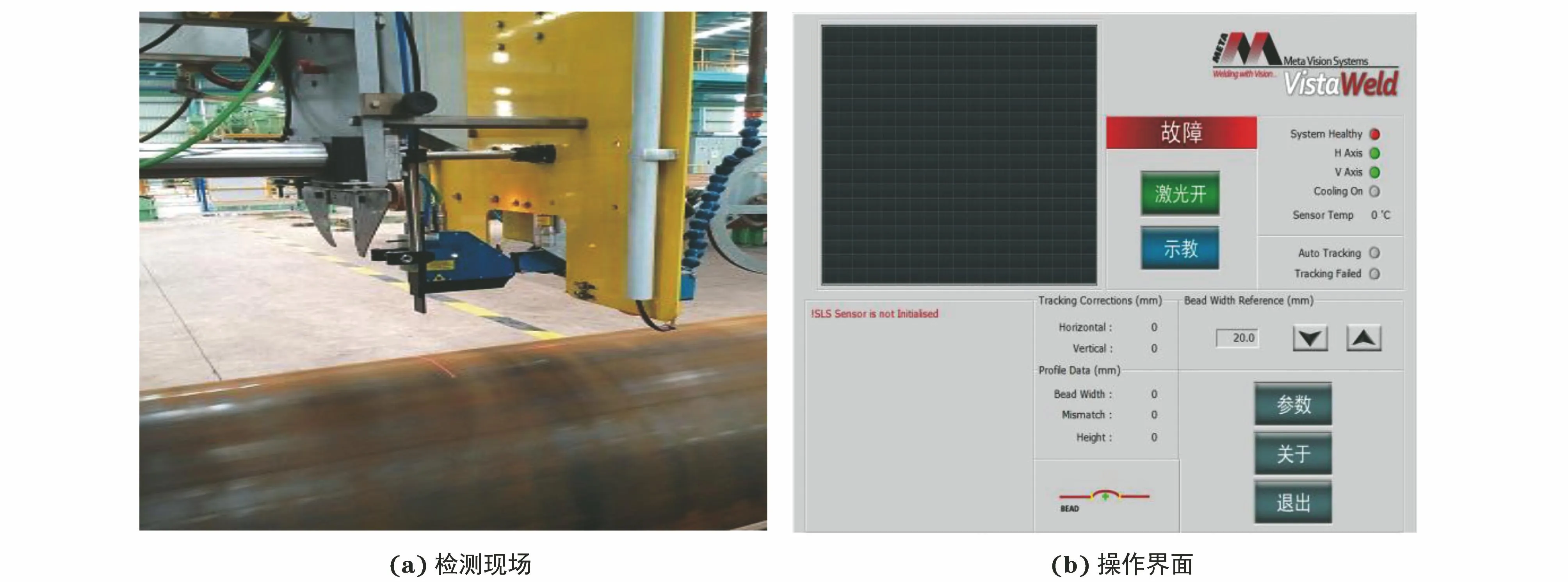
圖3 在線焊縫激光自動跟蹤系統檢測現場及操作界面
2 埋弧焊管的相控陣超聲檢測原理
相控陣超聲技術可以通過調節探頭角度、聚焦法則以及晶片尺寸等參數來使超聲波束達到最優化,1個相控陣探頭相當于多個傳統超聲探頭的組合。
當進行焊縫外部縱向缺陷檢測時,一個相控陣探頭可以激活一個或多個發射-接收孔徑,用于焊縫外部缺陷和未熔合缺陷的檢測。焊縫外部縱向缺陷檢測聲束如圖4所示,其中藍色聲束傳播路徑代表對縱向外部缺陷(焊縫外表面中間刻槽)的檢測,綠色聲束傳播路徑代表對未熔合人工參考缺陷的檢測,黑色聲束傳播路徑代表耦合監控。這些脈沖激發使用不同的激發-接收時間周期。
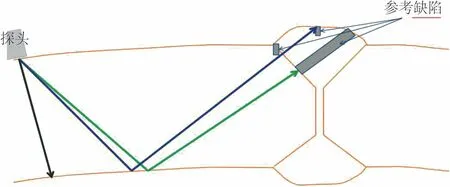
圖4 焊縫外部縱向缺陷檢測聲束示意
當進行焊縫內部縱向缺陷檢測時,檢測原理同理于外部缺陷檢測。另外,對于焊縫內部中間層垂直于焊縫的縱向缺陷,可利用串列式檢測技術對其進行檢測,其聲束如圖5所示。
進行橫向缺陷檢測時,一組輪式探頭用于檢測橫傷,一組虛擬通道用于外傷檢測,另一組虛擬通道用于內傷檢測,另外還有一組“X”式橫向探頭可對橫向缺陷進行檢測。
3 現場檢測及應用情況
國家管網標準“DEC”文件出臺后,超聲波對比標樣的種類中,除了常規的φ1.6 mm豎通孔和內外橫、縱向N5刻槽以外,焊縫中間區域又增加了不同壁厚深度的φ3.0 mm平底孔人工對比反射體。
為了驗證該相控陣超聲自動檢測系統的檢測能力,確保其滿足最新標準要求,筆者所在公司技術人員按照“DEC”文件標準加工制作了φ508 mm×8 mm,φ1 422 mm×30.8 mm(直徑×壁厚)兩種極限規格樣管各1根,其結構如圖6,7所示,然后采用相控陣超聲自動檢測系統按15 m·min-1的檢測速度對樣管重復檢測20次,記錄檢測及報警狀況。缺陷檢測結果如圖8,9所示,檢測結果與樣管實物相對應,可見樣管上人工缺陷檢出率為100%,誤報率≤1%,漏報率為0。

圖6 φ508 mm×8 mm樣管結構示意
目前,該直縫埋弧焊管相控陣超聲自動檢測系統已在“西氣東輸四線(吐魯番-中衛)”、“威遠-瀘州區塊頁巖氣集輸干線”等國家重點長輸油氣管線項目上得到應用,效果較為良好,降低了系統的誤報率。同時系統調試校準時間較之前減少約50%,減輕了勞動強度,提高了檢測效率,提升了直縫埋弧焊管產品的無損檢測保障能力。
4 結語
現場實際應用表明,與常規脈沖回波超聲檢測技術相比,基于相控陣超聲技術的直縫埋弧焊管自動檢測系統具有檢測精度高、檢測效率高、缺陷檢出率高、檢測結果顯示直觀等優勢,可以快速、高效地對直縫埋弧焊管焊縫進行檢測,具有廣闊的發展前景。

圖8 φ508 mm×8 mm樣管報警包絡圖
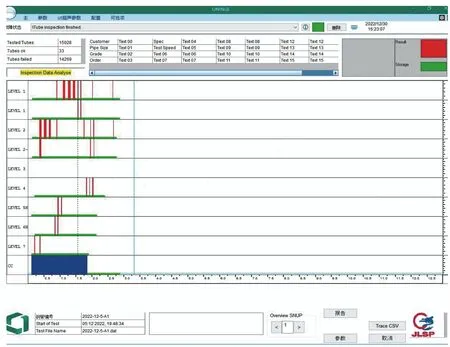
圖9 φ1 422 mm×30.8 mm樣管報警包絡圖
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
家庭影院技術(2017年9期)2017-09-26 03:41:45
制造業自動化(2017年2期)2017-03-20 14:26:13
