小徑管手工氬弧焊氣孔和氧化皮射線圖像特征
2024-03-15 05:09:28李加雷鄭學良
化工裝備技術 2024年1期
關鍵詞:焊縫
李加雷* 鄭學良
(東方菱日鍋爐有限公司)
0 引言
小直徑管常通過焊接連接。目前,互相連接的小直徑管對接焊縫的質量檢測多采用射線檢測技術。氣孔缺陷在底片上的識別與定性是相對比較簡單的。對于氧化皮(渣皮)在底片上的識別與定性相對比較含糊,難以分辨。對于氣孔和氧化皮(渣皮)進行分析,從中可以得到更多的信息。有助于射線檢測和焊接工作進一步提升。
1 氣孔產生的原因和機理
根據(jù)NB/T 47013.1—2015《承壓設備無損檢測 第1 部分:通用要求》一般要求術語和定義,氣孔熔池的金屬在凝固時,其中的氣體未能逸出而殘留下來所形成的空穴。其氣體可能是熔池從外界吸收的,也可能是焊接冶金過程中反應生產的。
1.1 氣孔的分類
氣孔根據(jù)形狀可分為圓形、橢圓形和條形等;根據(jù)深度可分為內部氣孔和表面氣孔;根據(jù)分布情況(或數(shù)量),可分為單一氣孔、密集氣孔和分散氣孔等。
1.2 氣孔射線成像的特點
氣孔部分充滿氣體,通過氣孔的射線幾乎不會形成材料衰減。在射線圖像中,大多數(shù)為圓形或橢圓形黑斑,外形較規(guī)則,中心黑度大,邊界黑度小,輪廓清晰可見。單個氣孔邊緣較淺而平滑地過渡,輪廓規(guī)則清晰,如圖1 a)所示。密集氣孔的形狀類似于單個氣孔,其分布集中呈現(xiàn)簇裝,又叫簇狀氣孔,如圖1 b)所示。在圖像上,密集氣孔分布在一小段焊縫區(qū)域內,大多是球形的,也有其他形狀,氣體的形狀與焊接條件密切相關。

圖1 氣孔成像
1.3 數(shù)字射線氣孔成像的特點
在數(shù)字射線中,操作人員可以使用圖像處理軟件,通過灰度值進行判斷和分析等,以多個角度來分析缺陷。而數(shù)字射線圖像有正片觀察和負片觀察,圖像的合格標準主要包括灰度值、對比度和信噪比。在評定圖像時,可以調整圖像的窗寬和窗位,調整到容易觀察的灰度值范圍,確保氣孔可以被正確評定。
同時,在數(shù)字射線中,測量氣孔缺陷的大小時,必須要對評定軟件進行壞點校正,幾何校正及系統(tǒng)校正,才能準確的評定氣孔的大小。在氣孔評定中,依據(jù)NB/T 47013.2—2015 標準進行評定評級。
在圖像處理軟件中觀察焊接焊縫的無氣孔部位灰度曲線(如圖2 所示),其為平滑且向下凹的曲線,因焊接焊縫高于母材灰度曲線就往下,灰度值較小,反之就高。同時,評定圖像上的影像是黑色圓點,輪廓比較圓滑。
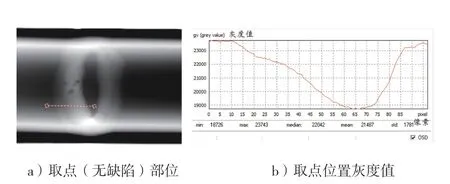
圖2 無氣孔部位及其灰度曲線
在有氣孔的焊接焊縫中,灰度曲線發(fā)生了明顯變化,不如無氣孔部位趨勢,使原來平滑的向下凹的曲線上出現(xiàn)向的凸起,如圖3 箭頭處所示。
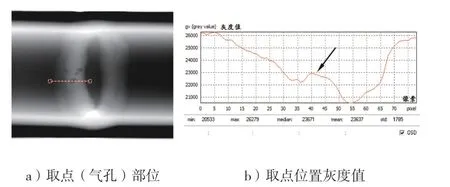
圖3 氣孔部位及其灰度曲線
根據(jù)圖4 可知,測定的焊接焊縫基準灰度值曲線是比較平滑,向下凹的曲線。
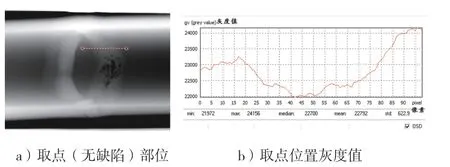
圖4 氣孔部位及其灰度曲線
由圖5 可知,測定的氣孔灰度曲線中有多個山峰狀的凸起,峰頂和峰底的灰度相差比較大,說明氣孔的黑度值比較大,比母材高,鏈狀氣孔貫穿所測定的部位。

圖5 氣孔部位及其灰度曲線
根據(jù)圖6 可知,測定的焊接焊縫基準灰度值曲線是比較平滑,向下凹的曲線。
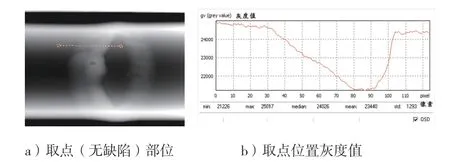
圖6 無氣孔部位及其灰度曲線
從圖7 可以看出,測定的氣孔灰度曲線有向上的凸起在峰底的起伏比較平緩,單一氣孔的灰度相差不大。灰度曲線上的平滑過渡表明氣孔相對均勻。從灰度曲線可以看出,其位于焊接焊縫中間。
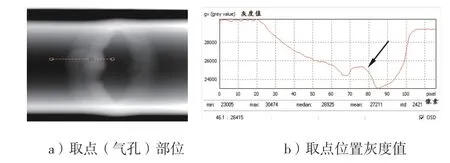
圖7 氣孔部位及其灰度曲線
2 氧化皮產生原因
手工氬弧焊表面的氧化皮是金屬在高溫水氣中發(fā)生氧化后形成的。在570 ℃以下,生成的氧化膜由Fe2O3和Fe3O4組成,氧化皮質脆,且無延伸性。金屬的化學性質越活潑,溫度越高,金屬的氧化速率越快。隨著氧化時間延長,形成的氧化鐵皮厚度變大。
2.1 氧化皮射線成像的特點
在手工氬弧焊焊接接頭中,大部分氧化皮都在焊道附近形成,一般為凸起的圓點且表面比較光滑的金屬。氧化皮缺陷在圖像上顯示為中間淡黑色,周邊為白色的圓形圖像。
穿過氧化皮的射線幾乎不會形成材料衰減。在射線圖像上,大部分為圓形或橢圓形暗色斑點,中心黑度大,邊界顯示明暗環(huán)色的圓球,明暗環(huán)色的圓球的亮度基本上與焊縫本體相似;氧化皮大部分情況是在小焊道上形成,大部分為凸起但表面光滑的圓點狀金屬物。在評定氧化皮時,應觀察氧化皮的邊界和中間區(qū)域的灰度。觀察氧化皮的邊界和中間區(qū)域的灰度,當氧化皮的中間區(qū)域的灰度比母材區(qū)域的灰度要高(薄)的情況下,可按圓形缺陷進行評定;當氧化皮中間區(qū)域的灰度比母材區(qū)域灰度低(高)的情況下,可以認定為合格(如圖8 所示)。
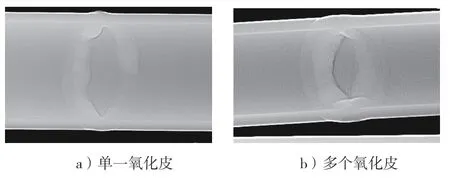
圖8 氧化皮底片圖像顯示
2.2 數(shù)字射線氧化皮成像的特點
從圖9 可以看出,測量焊接焊縫基準灰度值曲線是比較平滑,向下凹的曲線。
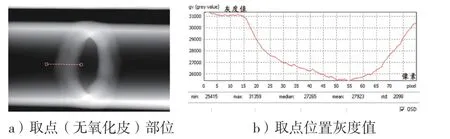
圖9 無氧化皮部位及其灰度曲線
由圖10 可知,所測定的氧化皮灰度曲線為波浪的鋸齒形狀,且峰底的起伏比較平緩,單一氧化皮的灰度相差不大。灰度曲線上平滑過渡,可見氧化皮是比較均勻的。從灰度曲線可以看出,其位于焊接焊縫中間,與焊接焊縫的灰度值基本一致。
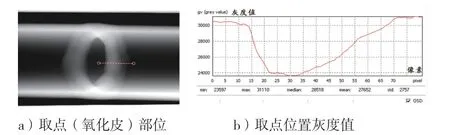
圖10 氧化皮部位及其灰度曲線
從圖11 可知,測定焊接焊縫基準灰度值的曲線是比較平滑,向下凹的曲線。
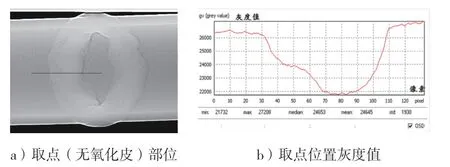
圖11 無氧化皮部位及其灰度曲線
從圖12 可以看出,測定的氧皮灰度曲線無波浪的鋸齒形狀,在峰底起伏基本一致,多個氧化皮的灰度相差不大。灰度曲線上平滑過渡,可以看到氧化皮是比較均勻的。從灰度曲線可以看出,其位于焊接焊縫的中間,與焊接焊縫的灰度值基本一致。
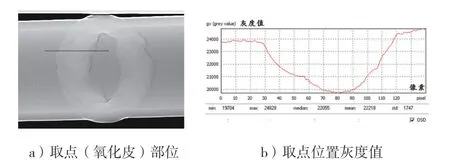
圖12 氧化皮部位及其灰度曲線
從圖13 可知,測定焊接焊縫基準灰度值曲線是比較平滑,向下凹的曲線。
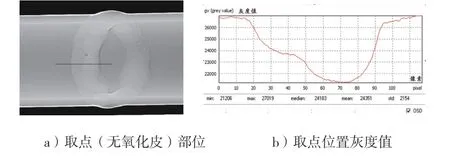
圖13 氧化皮部位及其灰度曲線
從圖14 可以看出,所測定的氧化皮灰度曲線在起點處有明顯的凸起,以下仍然是平滑的曲線。說明氣孔黑度值比較大,比母材高。當中間區(qū)域的灰度顯示比母材區(qū)域相比灰度要高(薄)情況下,可以根據(jù)氧化皮的尺寸,按圓形缺陷進行評定。
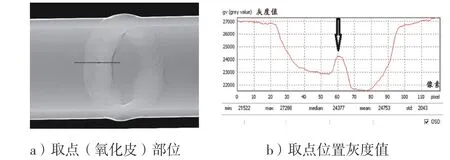
圖14 氧化皮部位及其灰度曲線
3 分析
通過系統(tǒng)了解,對于分析氣孔和氧化皮(渣皮)有了新的認識,從而能更好地從圖像中分析并評定氣孔和氧化皮,避免誤判,提高工作效率。
在底片的評定過程中,一般都是以底片的黑度來區(qū)分。氣孔在底片上的影像是黑色圓點,有時是黑線(線性氣孔)或其他不規(guī)則的形狀,其輪廓通常比較圓滑清晰。氧化皮在底片上的影像顯示為中間淡黑色,周邊為白色的。在底片評定中一般都是根據(jù)底片黑度和經驗值來判別,特別是在評定氧化皮時會按照氣孔來評定。
在數(shù)字圖像中評定氣孔和氧化皮(渣皮)時,可以借助灰度值和灰度曲線。從氣孔的灰度值和曲線上可以看到數(shù)值變化比較大,曲線上會出現(xiàn)一個或多個峰值波峰。氧化皮(渣皮)的灰度值和曲線上的數(shù)值沒有什么變化,曲線也比較光滑。氧化皮的灰度值超過母材時,可按照圓形缺陷來處理;未超過母材灰度值的氧化皮,材質、工藝等無特殊要求的,可以按合格處理。
4 結語
(1)氣孔和氧化皮圖像的評定的重點是正確識別,不同的檢測者觀察到的圖像和影像的灰度值各不相同,差異較大,從圖像和影像得到的判別結果也有較大差別。因此,對圖像的判別需要依靠檢測者的實際經驗和技能。檢測者技術、水平、能力提升后,可以更好地保證電站鍋爐安全運行。
(2)氣孔和氧化皮的檢測圖像應根據(jù)產品的驗收標準;檢測圖像評定結構的正確性,都是建立在合格的圖像質量的基礎上,圖像質量應符合NB/T 47013.11—2015 標準要求。氣孔和氧化皮圖像的評定不是越嚴越好,主要是根據(jù)產品的設計和使用情況,選用適宜的評定和標準驗收。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
