一種工業機器人快換裝置輔助調試工具的設計與應用
2024-03-13 07:17:44劉廣濤周顯強韓昊宏
河南科技 2024年1期
劉廣濤 周顯強 韓昊宏 王 昀
(長春汽車工業高等專科學校,吉林 長春 130013)
0 引言
機器人工具快換裝置也被稱為自動工具轉換裝置(Auto Tool Change,ATC)。所謂快換裝置,是在機器人六軸法蘭盤與工具法蘭之間增加一個連接機構。連接機構分為兩部分:一端與機器人六軸法蘭盤相連,稱為快換裝置機器人側;另一端與工具法蘭相連,稱為快換裝置工具側。由于生產的定制化和柔性化,工業機器人通過快換裝置切換不同的工具,如焊槍、抓手等,可以提高生產節拍和豐富生產種類[1]。機器人快換裝置輔助調試工具又叫作機器人教學輔助工具,用于機器人操作人員在調試機器人工具快換裝置時進行輔助調試,方便工具側與機器人側快速對齊、定位,節省調試工時。
1 國內外研究現狀
國外工業發達國家的機器人工具快換裝置產品普遍處于較先進水平,快換裝置輔助調試工具作為廠商主流快換裝置產品的附加件進行選購,呈現批量化、規模化生產的特點,且價格昂貴,技術不對外公布,隨產品采購。目前,中國市場上機器人工具快換裝置的主要以ATI、Staubli為主。
國內目前已開展了機器人快換裝置的研究,但是受限于技術不成熟、穩定性較差等因素,暫未形成批量化、大規模應用,所以快換裝置輔助調試工具并未有相應成型產品。
快換裝置輔助調試工具的優勢在于工業機器人操作人員通過對齊標記或平面等方式,觀察工業機器人快轉裝置機器人側與業機器人快轉裝置工具側的相對位置,便于工業機器人操作人員示教。目前市場上的工業機器人快換裝置輔助調試工具均是AIT、Staubli 等國外工業機器人快換裝置制造商針對自家主流產品而制造的,其劣勢在于兼容性和通用性較差、價格過高。
2 功能需求分析
工業機器人從業人員完成快換裝置調試工作時,受限于工藝流程的復雜性,導致機器人過載現象的發生,甚至損壞快換裝置致使生產成本增加[2]。為解決以上問題,快換裝置輔助調試工具應具備安全性、便捷性及低成本等特點。
①安全性。機器人快換裝置輔助調試工具應保護快換裝置,使調試過程中不會因操作不當造成快換裝置機器人側與工具側的剛性碰撞造成設備損壞,成本上升。
②便捷性。機器人快換裝置輔助調試工具應引導操作人員移動工業機器人位置,降低快換裝置調試時間,提高作業效率。
③低成本。國產快換裝置或小型快換裝置應具備機器人快換裝置輔助調試工具,減少企業生產或院校教學的采購成本或制造成本。
3 工業機器人快換裝置輔助調試工具設計
本產品設計的工業機器人快換裝置輔助調試工具依托匯博工業機器人應用編程“1+X”考核實訓平臺,對工業機器人實訓平臺IRB120 工業機器人快換裝置進行設計。設計的快換裝置輔助調試工具與實體工作站的快換裝置按照1∶1 的尺寸設計,在UG12.0 軟件上制作完成后導入RobotStudio軟件中進行匹配性能驗證,其IRB120 機器人模型使用的是RobotStudio 軟件自帶的模型[3]。本產品設計的工業機器人快換裝置輔助調試工具具備緩沖、輔助引導調試等功能。
3.1 產品組成
本產品設計的工業機器人快換裝置輔助調試工具由3個部分組成,如圖1所示。
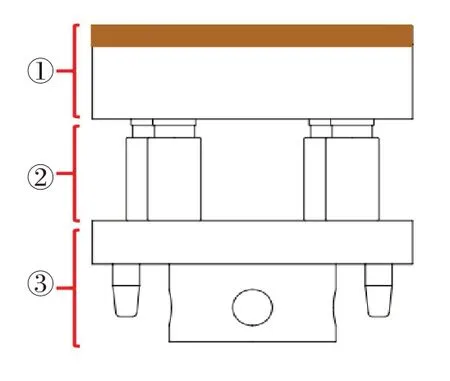
圖1 定位裝置
①部分為快換裝置輔助調試工具A 側,起到與機器人快換裝置機器人側定位的作用,是與機器人快換裝置機器人側貼合部分,其頂部有5 mm樹脂材料(圖1中標深色部分),具備緩沖功能,防止其與機器人快換裝置工具側接觸不當造成機器人快換裝置工具側損壞,為擴增其快換裝置輔助調試工具的通用性,其凹槽部分的定位銷控設計為可以調整的。
②部分為快換裝置輔助調試工具緩沖裝置,由4 個彈性伸縮連桿組成(如圖2 所示)。操作員在進行調整機器人位置過程中,機器人快換裝置工具側與快換裝置輔助調試工具受力,彈性伸縮連桿向下壓縮避免機器人因受外力導致機器人過載,同時機器人操作員可觀察彈性伸縮連桿受力方向對機器人方向進行調整,彈性伸縮連桿外表面有刻度,提高了快換裝置輔助調試工具的精密性,便于機器人操作員進行機器人快換裝置調試。

圖2 緩沖裝置
③部分為快換裝置輔助調試工具B 側,起到與機器人快換裝置工具側貼合的作用,此部分凸槽具備與機器人快換裝置工具側定位的功能。
3.2 機械結構設計
快換裝置輔助調試工具機械結構如圖3所示,快換裝置輔助調試工具主體通過彈性伸縮連桿5連接在由定位凹槽1、定位銷孔2及樹脂涂層3組成的快換裝置輔助調試工具A 側4和由定位銷7及定位凸槽8組成的快換裝置輔助調試工具B側6的位置。
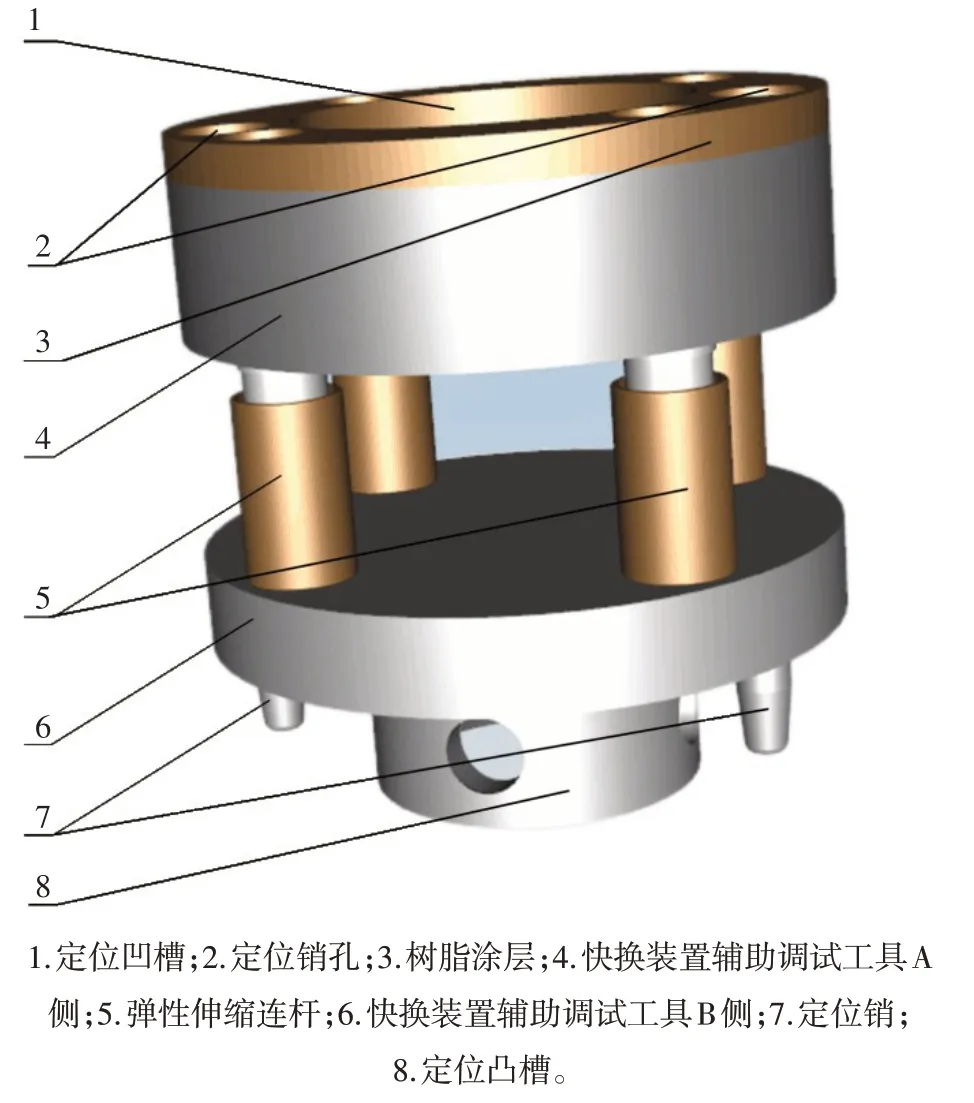
圖3 快換裝置輔助調試工具機械結構
3.3 快換裝置輔助調試工具核心設計
本產品的彈性伸縮連桿是重要的功能性決定裝置,由彈簧和定位銷組成彈簧銷。彈簧作為機構的緩沖和導向裝置,其勁度系數k,決定了彈簧的彈性型變量x,決定了快換裝置輔助調試工具是否具備其設計功能。
在公式(1)中,m為質量,ρ為密度,V為體積。
快換裝置輔助調試工具為鋁制產品,其密度為ρ=2.7 g∕cm3。快換裝置輔助調試工具A側由樹脂涂層及鋁制成,是施加在彈簧上的主要負載,其樹脂涂層質量可忽略不計,僅考慮鋁制結構的質量。已知半徑r為1.2 cm,高度h為2.4 cm,質量m為29.31 g,約等于0.03 kg。
在公式(2)中,m為物體的質量,g 為重力加速度。
快換裝置輔助調試工具A 側質量為0.3 kg,重力加速度g取10 N∕kg,所以彈簧初始受力為0.3 N。
在公式(3)中,F為彈力,k為勁度系數,x為彈性變量。
在公式(4)中,G為線材的剛性模數,即切變模量;d為線徑;D0為外徑;Dm為中徑;N總圈數;Nc為有效圈數[4]。其中,Dm=D0-d,Nc=N-2。
通過公式(1)—公式(4)計算可知,0.3=k*x,其中設定彈簧初始彈性變量為1 mm,其彈簧勁度系數k為0.3 N∕mm,所以彈簧勁度系數k主要與G線材的剛性模數、d線徑、D0外徑、Nc有效圈數有關[5]。以彈簧常用材料(摘自《圓柱螺旋彈簧設計計算》GB∕T 1239.6—1992)為基礎,變換其彈簧材質,即G值(線材的剛性模數),其他參數按照設計設定,其G值與勁度系數K變換規律見表1。彈簧鋼(符號SUP6,7,9,9A,10,11A,12,13)G值為8×103,不銹鋼絲(符號SUS 302,SUS 304,SUS 304N1,SUS 316)G值為7×103,不銹鋼絲(符號SUS 631J1)G值為7.5×103。
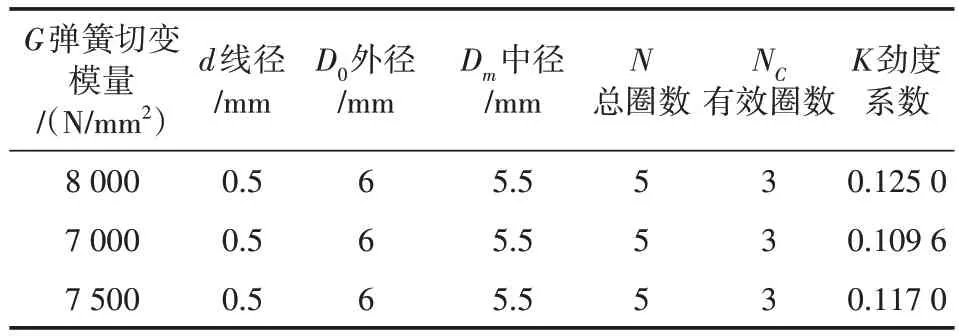
表1 切變模量G值與勁度系數K變換規律
從表2可知,設計參數未能滿足需求,因為根據市場常用彈簧材質彈簧鋼(符號SUP6,7,9,9A,10,11A,12,13)其G值8×103為固定變量,在不更改產品設計的前提下,不改變產品外徑和有效圈數,其線徑d與勁度系數K變換規律見表2。
從表1、表2 中可知,最終的彈性伸縮連桿中的彈簧參數為彈簧鋼材質,線徑0.7 mm,外徑6 mm,彈簧長度50 mm,總圈數5,螺距2 mm。
4 應用案例
本研究所設計的簡易快換裝置輔助調試工具,已應用于筆者所在學校工業機器人技術專業課堂教學中,其具備的緩沖功能、導向功能,將學生快換裝置平均調試時間由原來的15 min 降低到目前的5 min,快換裝置的碰撞損壞率由原來的32%下降到目前的5%。經應用證明該輔助調試工具大大提高學生實踐效率和教師教學質量,目前已在應用推廣,并計劃進行下一步改造升級。
5 結語
本研究通過對國內外快換裝置輔助調試工具的對比,分析了其優劣勢,針對當前快換裝置調試過程中遇到的實際問題,為此設計一種新型的工業機器人快換裝置輔助調試工具。該快換裝置輔助調試工具利用彈簧緩沖的原理,解決了因操作人員操作不當造成碰撞所導致的機器人過載或快換裝置損壞等問題。并且結合彈簧緩沖連桿受力方向,實現根據受力導向,進一步引導操作人員調整機器人位置,快速完成快換裝置調試作業。該工具快換裝置的設計過程、制造過程,均采用CAM 軟件進行設計和仿真驗證,大大降低研發成本,部分元器件為非標采購件,易于推廣,有利于解決我國快換裝置調試工具空白的問題。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年12期)2018-08-01 00:47:44
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
