淺析提高中厚鋼板T形接頭焊接質量的方法
2024-03-11 02:32:44李軍峰李圭艷
建筑機械化
2024年2期
李軍峰,李 靖,李圭艷
(1.山東電力建設第三工程有限公司,山東 青島 266100;2.山東豐匯設備技術有限公司,山東 濟南 250200)
鋼結構具有自重輕、建設周期短、適應性強、造型美觀、維護方便等特點,在工程領域應用越來越普遍。隨著煉鋼技術的日益成熟,中厚鋼板的應用越來越普及。尤其在建筑鋼結構、電力鋼結構等方面,中厚鋼板得到廣泛應用。如100~125mm 厚鋼板應用在建筑領域,50~80mm厚鋼板應用在電力領域,應用需求旺盛,促進了中厚鋼板焊接技術的發展。
在某鋼結構項目中,50mm 以上厚板對接從坡口制備、焊接、熱處理、無損檢驗到移交驗收占據整個鋼結構制作工藝流程55%的時間;實際生產過程中,鋼板厚度較大,焊縫金屬填充量大,焊縫拘束應力大,易產生裂紋等危害性缺陷,影響產品質量和工程進度,同時影響構件使用安全性,不利于生產線的連續性運行。如何提高中厚板T 型接頭焊縫一次檢驗合格率成為迫切需要。目前現有研究只包含了部分中厚鋼板的焊接質量管理方法,不夠全面[1]。
1 焊縫型式介紹
焊接連接是鋼結構最主要的連接形式。焊接接頭型式可分為對接、搭接和T 形接3 種;焊縫型式按構造可分為對接焊縫和角焊縫2 類,見表1。對接焊縫的靜力和動力性能較好,而且省料,但加工要求較高。角焊縫構造簡單,施工方便,但靜力和動力性能較差[2-3]。
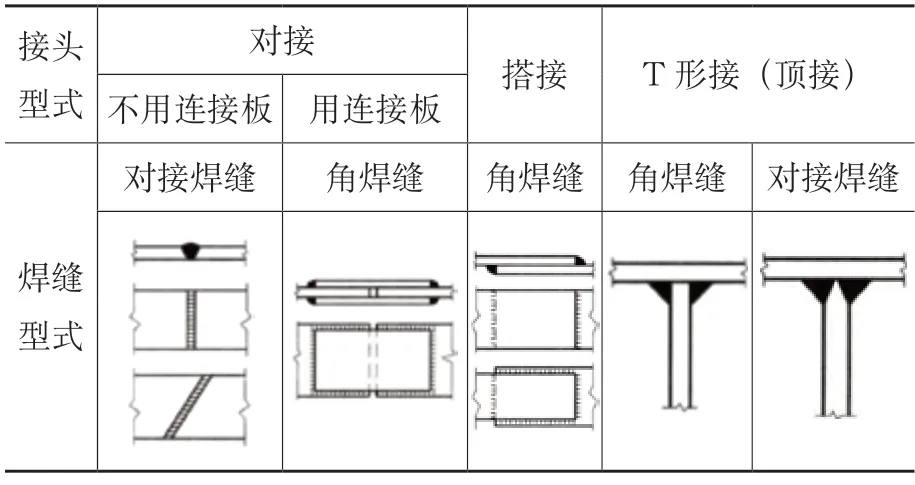
表1 焊接接頭及焊縫型式
在T 形接的連接節點中,當鋼板板厚厚度大于等于40mm 且沿板厚方向有較高撕裂拉力作用,鋼板Z 向性能要求滿足國家標準GB/T5313-2010《厚度方向性能鋼板》規定的Z15 級允許限制[4]。……
登錄APP查看全文
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
