浮空器管材結構連接方式比較及拉伸強度分析
2024-03-08 09:32:12龔文韜張泰華何澤青羅海波
海軍航空大學學報 2024年1期
龔文韜,張泰華,屈 維,何澤青,羅海波,李 濤
(中國科學院空天信息創新研究院,北京 100094)
0 引言
浮空器是一種運用輕氣體浮力原理實現懸浮飛行的航空器[1-2],它具有長航時、低成本、高載荷等優點[3-5],廣泛應用于氣象探測、通信中繼等領域[6-12]。浮空器的結構件如吊艙[13]、過渡架及推進支架[14]等多采用金屬管材連接,其連接方式的選擇將直接影響浮空器的結構強度和飛行安全。實際飛行中,在浮空器升空階段會伴有大的向上加速度,吊艙等管材結構件受加速度影響可能發生拉伸斷裂。因此,研究浮空器管材的結構連接方式及拉伸強度分析,具有重要的理論和實踐意義。
目前,常用的浮空器管材連接方式主要有螺接[15-16]和焊接[17-18]兩種。然而,不同的材料和連接方式會對管材連接強度和可靠性產生不同的影響,需要進行相應的比較和分析。
本研究選取廣泛應用于航空航天領域的鋁合金[19]和鈦合金管材[20],采用螺接和焊接兩種方式進行連接。通過力學性能測試及斷裂原因分析,探討2A12鋁合金、6061 鋁合金和TA1 鈦合金這3 種材料的管材采用不同連接方式的優缺點及適用性,旨在為浮空器管材結構的設計和制造提供科學、可靠的參考依據。
1 研究對象及研究方法
1.1 研究對象
研究對象為浮空器結構常用的管材材料2A12 鋁合金、6061 鋁合金和TA1 鈦合金。TA1 鈦合金化學成分如表1所示。

表1 TA1鈦合金化學成分(質量分數)Tab.1 Chemical composition of TA1Ti (mass fraction)
其雜質含量較化學純鈦要多,因而強度、硬度也稍高,其力學性能及化學性質與不銹鋼相近。它比其他鈦合金強度低、塑性好,其可焊接、可切削加工,耐腐蝕性較好。
2A12 鋁合金化學成分如表2 所示。其具有良好的耐腐蝕性、可加工性和焊接性能,廣泛應用于航空航天、汽車制造等領域。

表2 2A12鋁合金化學成分(質量分數)Tab.2 Chemical composition of 2A12 aluminum alloy (mass fraction)
6061鋁合金化學成分如表3所示。其具有優良的可加工性、耐腐蝕性和強度,不僅廣泛應用于航空航天、汽車制造等領域,還用于制造各種機械零部件和結構材料。

表3 6061鋁合金化學成分(質量分數)Tab.3 Chemical composition of 6061 aluminum alloy (mass fraction)
實驗材料的物理性能及力學性能如表4所示。
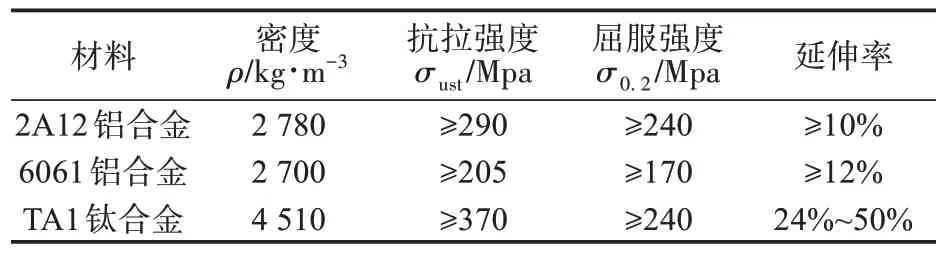
表4 實驗材料的物理性能及力學性能Tab.4 Physical properties and mechanical properties of test materials
1.2 研究方法
根據材料、管徑等對研究樣件進行編號,如表5所示。由于本研究以實際工程應用為導向,選取浮空器結構常用管材作為樣件原材料,例如,為滿足浮空器結構設計質量及強度要求,小質量載荷吊艙多采用2 mm 壁厚的6061 鋁合金管材,大質量載荷吊艙則多采用3 mm壁厚2A12鋁合金管材。
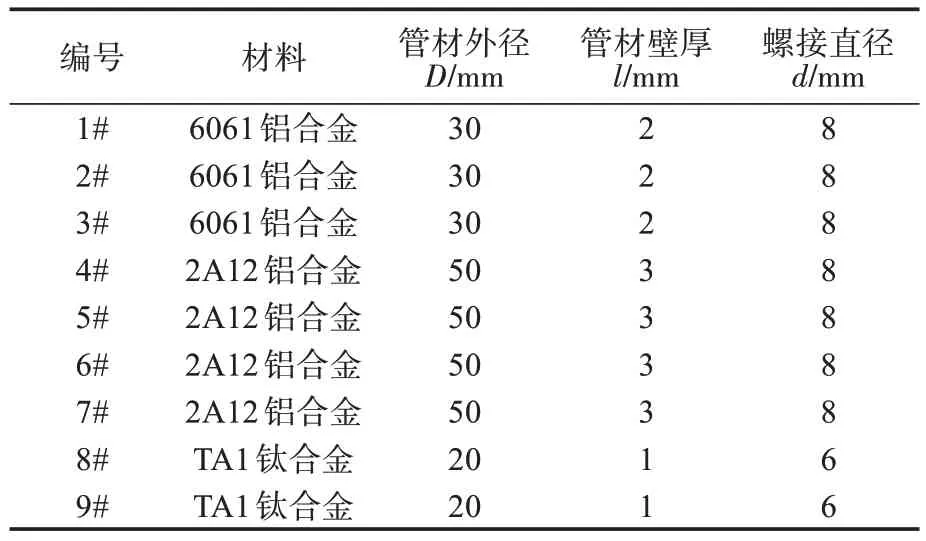
表5 研究樣件設計方案Tab.5 Experimental sample design
制備研究樣件如圖1 所示。首先,將單一金屬材料管材按照圖紙加工為I段、Ⅱ段、Ⅲ段。I段與Ⅱ段間進行45°斜焊縫連接;Ⅱ段與Ⅲ段間進行垂直焊縫連接。其中:6061 鋁合金及2A12 鋁合金管材采用交流55A 氬弧焊焊接,焊料選用鋁硅焊材;TA1鈦合金采用直流180A 氬弧焊焊接,焊料選用TA1 鈦焊材。最后,將端部接頭通過螺接孔位與焊接好的管材進行螺接。需要注意的是,單獨研究樣件的所有組成部分均為同一材料。
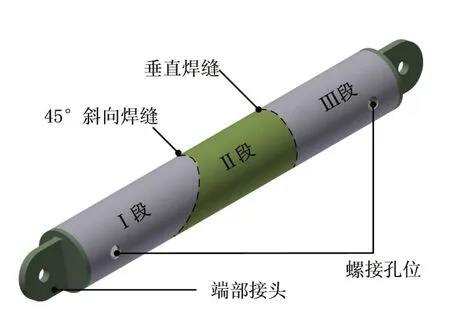
圖1 研究樣件示意圖Fig.1 Schematic diagram of experimental sample
研究采用的力學儀器為Instron 6800 系列通用測試系統,加載速度設定為1 mm/min。根據測試所得數據計算抗拉強度及剪切強度,當研究樣件斷裂在焊縫或母材時,計算管材的抗拉強度σ,表達式為:
式(1)中:A為受力面積,mm2;Fmax為最大拉力,kN;D為管材外徑,mm;l為管材壁厚,mm。
當研究樣件斷裂在螺接處時,計算螺接處破壞時的剪切強度τ,表達式為:
式(2)中,d為螺接直徑,mm。
通過結合各研究樣件的力學性能參數及斷裂形貌,對不同斷裂形式的樣件進行斷裂原因分析,討論2A12鋁合金、6061鋁合金和TA1鈦合金這3種材料管材采用不同連接方式的優缺點及適用性。
2 力學性能及斷裂形貌對比
本節歸納不同材料研究樣件的力學性能參數及樣件斷口形貌。
2.1 6061鋁合金樣件力學性能及斷裂形貌
對1#~3#的研究樣件進行拉伸測試,測試結果及拉伸斷裂點如圖2所示。

圖2 6061鋁合金樣件力學性能及斷裂形貌Fig.2 Mechanical properties and fracture morphology of 6061 aluminum alloy specimens
可以看出,1#樣件斷裂在Ⅱ段及Ⅲ段間的垂直焊縫處,樣件最大拉伸力為17 250 N,根據公式計算得出對應抗拉強度為189 MPa;2#樣件斷裂在I段及Ⅱ段間的斜向焊縫處,樣件最大拉伸力為16 150 N,根據公式計算得出對應抗拉強度為177 MPa。與垂直焊縫斷裂時抗拉強度差別不大,證明當管材只受到徑向拉伸力時,焊縫的角度對管材抗拉強度影響不大。為了進一步測試6061鋁合金樣件螺接的連接強度,在3#樣件中置入過盈鋁棒以增強管材中部連接強度。3#樣件斷裂在螺接孔位處,從圖2 c)中可明顯觀察到管壁發生剪切斷裂,樣件最大拉伸力為24 027 N,根據公式計算得出對應剪切強度為375 MPa。本研究以實際工程應用為導向,評判管材連接方式時將以樣件實際承受的最大拉伸力為判斷依據,因此得出,6061 鋁合金管件采用焊接連接時易在焊縫處發生脆斷,采用螺接方式優于焊接方式,相應連接強度提高39.3%。
2.2 2A12鋁合金樣件力學性能及斷裂形貌
對4#~7#的研究樣件進行拉伸測試,測試結果及拉伸斷裂點如圖3所示。
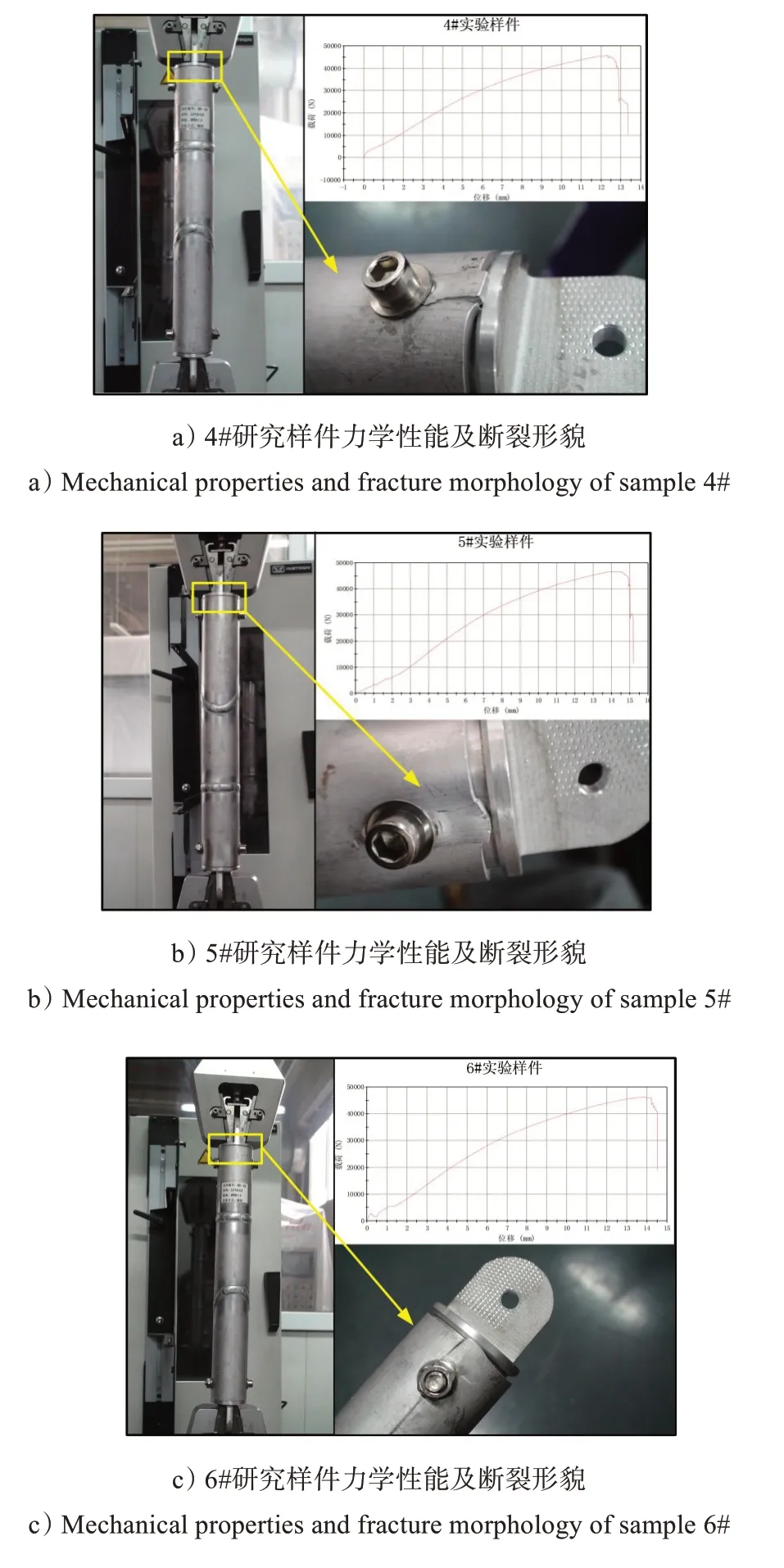
圖3 2A12鋁合金樣件力學性能及斷裂形貌Fig.3 Mechanical properties and fracture morphology of 2A12 aluminum alloy specimens
如圖3 a)~c)所示,4#~6#樣件均在螺接孔位處發生明顯的剪切斷裂,最大拉伸力分別為45 754 N、46 656 N 及46 299 N,經過公式計算得到對應剪切強度為476 MPa、486 MPa 及482 MPa。由于樣件4#~6#均斷裂在螺接孔位處,證明2A12 鋁合金管材焊接連接強度大于螺接連接強度。
為了進一步測試出2A12 鋁合金樣件焊接的連接強度,將連接接頭由螺接轉換為焊接形式,如圖3 d)所示,發現斷裂發生在接頭焊縫處,最大拉伸力為26 104N,遠低于4#~6#樣件的連接強度,具體原因將在下文進行分析。
2.3 TA1鈦合金樣件力學性能及斷裂形貌
對8#、9#的研究樣件進行拉伸測試,測試結果及拉伸斷裂點如圖4所示。
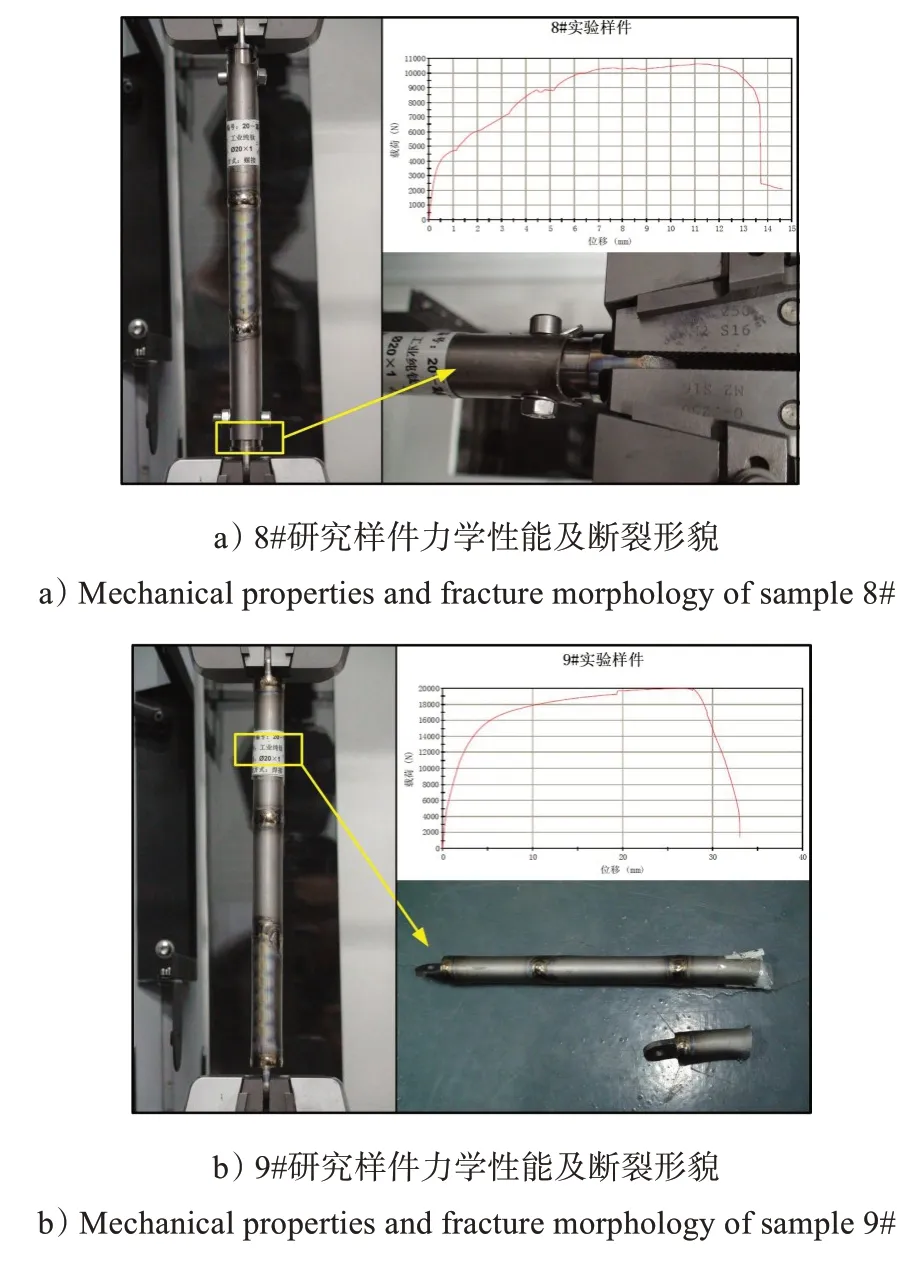
圖4 TA1鈦合金樣件力學性能及斷裂形貌Fig.4 Mechanical properties and fracture morphology of TA1 titanium
從圖4 可知,8#樣件在螺接孔位處發生明顯的剪切斷裂,最大拉伸力為10 626 N,經公式計算得到對應剪切強度為442 MPa。為進一步測試出TA1鈦合金樣件焊接的連接強度,將連接接頭由螺接轉換為焊接形式。9#樣件斷裂在母材處,最大拉伸力為19 964 N,對應抗拉強度為652 MPa。這證明,TA1 鈦合金管材焊接連接強度大于母材,且與螺接相比,連接強度提高了87.8%。
3 斷裂原因分析及仿真驗證
本節將根據各研究樣件力學性能及斷裂形貌分析其斷裂原因,并結合仿真分析進行驗證。從圖5 可以看出,1#、2#樣件焊縫斷面內無環形分界線,說明焊縫飽滿,焊料完全填充。焊縫斷面銳利無黏連痕跡,整體斷裂形貌為脆性斷裂。
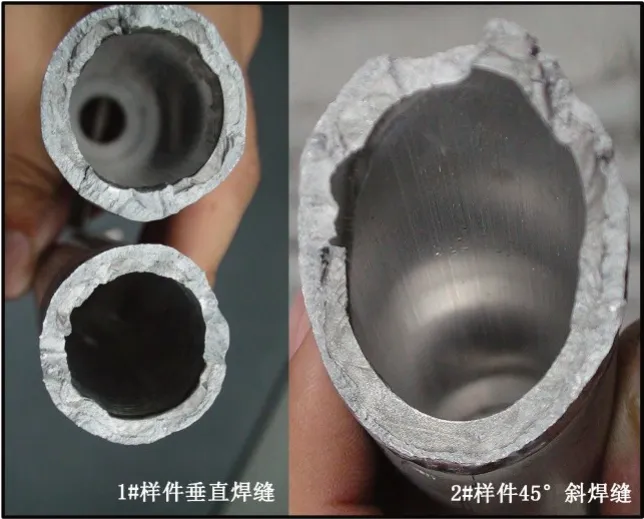
圖5 6061鋁合金樣件斷面Fig.5 Section of 6061 aluminum alloy sample
為了探究其斷裂原因,對6061鋁合金研究樣件的拉伸過程進行模擬,設置焊縫兩側母材共節點,拉伸力設定為樣件斷裂時最大拉力17 250 N。仿真結果如圖6所示。
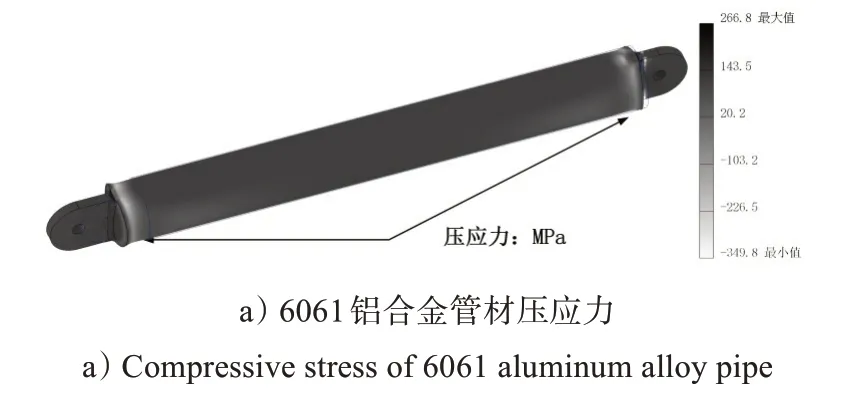
圖6 6061鋁合金研究樣件拉伸過程仿真Fig.6 Simulation of 6061 aluminum alloy experimental sample tensile process
從圖6 a)可以看出,螺接孔位附近受到的拉壓應力最大;圖6 b)、c)表示管材受最大拉力時的形變位移。可以看到,樣件I段和Ⅲ段在環向發生明顯形變,樣件管壁塑性變形區域隨拉力變大向管材中部發展。當塑性形變到達焊縫區域時,焊縫內部的微小裂紋會隨著管壁形變迅速擴張,從而造成焊縫的脆性斷裂,這證明管材形變是影響焊縫強度的重要因素,應結合使用工況避免焊縫處于形變區。
參考表1、3、4發現,對比2A12鋁合金及TA1鈦合金,6061 鋁合金化學成分中Fe元素含量極少,而Fe元素可以與其他元素形成固溶體,增加合金的強度和硬度。相對低的強度和硬度也是6061 鋁合金管材在低拉伸強度下發生斷裂的原因之一。
如圖7所示,2A12鋁合金7#樣件斷裂在端部接頭處,焊縫兩側斷面存在一道明顯的環形分界線,這是由于焊料未完全填充導致的管材焊接不徹底,進而導致焊縫內存在1圈因應力集中而開裂的環形邊界。
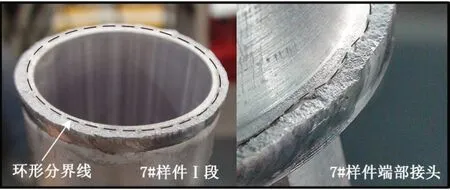
圖7 2A12鋁合金樣件斷面Fig.7 Section of 2A12 aluminum alloy sample
對2A12 鋁合金研究樣件的拉伸過程進行模擬,拉伸力設定為7#樣件斷裂時最大拉力26 104 N,仿真結果如圖8所示。

圖8 2A12鋁合金研究樣件拉伸過程仿真Fig.8 Simulation of 2A12 aluminum alloy experimental sampletensile process
從圖8 a)中可以看出,端部接頭的焊縫發生了應力集中,這導致焊縫中的環形邊界處開始出現裂紋;通過圖8 c)發現,端部接頭焊縫處出現了明顯的管壁形變,這導致原本因應力集中而產生的裂紋加速發展,最終造成焊縫斷裂。因此,7#樣件連接強度遠低于4#~6#樣件的連接強度。這證明,在實際工程應用中,管材兩端的接頭連接處相比管材中部連接處更易斷裂,進行焊接操作時要嚴格檢查端部焊縫的成型質量,避免發生工程意外。
如圖9所示,TA1鈦合金9#樣件斷裂在母材處,觀察其斷面發現,母材不止發生韌性斷裂,還伴有明顯的撕裂痕跡。

圖9 TA1鈦合金樣件斷面Fig.9 Section of TA1 titanium alloy sample
為了探究產生撕裂的原因,對TA1 鈦合金研究樣件的拉伸過程進行模擬,拉伸力設定為9#樣件斷裂時最大拉力19 964 N,仿真結果如圖10所示。

圖10 TA1鈦合金研究樣件拉伸過程仿真Fig.10 Simulation of TA1 titanium alloy experimental sample tensile process
從圖10 a)中可以看出,最大應力集中在端部接頭焊縫處,但斷裂卻發生在母材,說明TA1 鈦合金管件的焊接連接強度超過母材。結合圖10 b)、c)中管壁在x、y方向上的位移,對比圖4 b)中的斷裂位置發現,母材斷裂發生在管壁劇烈形變的區域,管材在x方向向內凹陷,在y方向向外擴張,使管材在發生韌性斷裂過程中產生撕裂,進一步加快了管材的斷裂速度。結合以上分析證明,發生母材斷裂時的連接強度也會受到管材形變的影響而降低,因此,在結構設計階段不應簡單計算抗拉強度是否滿足要求,還應預留足夠的安全系數,防止管材形變造成的影響。
4 結論
浮空器管材結構連接方式選擇及其力學性能是浮空器結構設計的重要輸入參數之一。本文通過結合使用工況下管材結構的力學性能參數、管件受力仿真及斷口表面分析,量化了不同連接形式的連接強度并對其影響因素加以說明。
1) 6061 鋁合金管材螺接方式連接強度相比焊接方式提高39.3%;2A12 鋁合金管材焊接方式連接強度優于螺接方式;TA1 鋁合金管材焊接連接強度優于母材,且與螺接連接強度相比提高87.8%。
2) 管材形變是影響焊縫連接強度的重要因素,應結合實際工況,通過結構設計避免焊縫處于形變區。
3) 應力集中易發生在管材端部連接處,從而導致端部焊縫發生斷裂。應嚴格檢查端部焊縫的成型質量,避免發生工程意外。
4) 管材形變會使母材斷裂時伴有撕裂現象,會進一步降低管材的最大連接強度。
同時,研究中也證明了6061鋁合金管件不適合采用交流55A 氬弧焊焊接,需要對焊接工藝進行優化。因此,對浮空器管材結構焊接工藝的研究也是我們后續將要進行的研究內容之一。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
云南化工(2021年11期)2022-01-12 06:06:14
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
科技傳播(2019年22期)2020-01-14 03:06:54
山東冶金(2019年3期)2019-07-10 00:54:00
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53