橡膠電纜的連續硫化時間數學模型
2024-03-05 06:11:50竇合超
電線電纜 2024年1期
關鍵詞:工藝
竇合超
(上海斯麟特種設備工程有限公司,上海 200041)
0 引 言
橡膠電纜主要采用擠出連續硫化設備來實現橡膠外皮的擠出成型及硫化,一般以過飽和蒸汽為加熱介質。 在生產過程中,橡膠電纜需要經歷高溫、高壓的環境,易出現導體氧化、變色[1]、欠硫化等問題,其根本原因在于硫化工藝參數設置不合理。 目前,麥拉菲爾、特勒斯特等進口連續硫化設備已經增加了硫化工藝自動計算的功能,可以根據橡膠硫化參數自動計算連續硫化工藝,實現全自動生產,且產品質量穩定、生產效率高。 國內橡膠擠出連續硫化設備還未實現該功能,對于此類軟件的開發和研究也較少。 但是,橡膠硫化工藝的計算[2]和理論已經非常完善,如輪胎、汽車雜件等的硫化生產。
本工作結合橡膠電纜生產工藝、硫化管道[3]和硫化理論,介紹了橡膠電纜連續硫化工藝軟件的開發過程,討論了硫化時間算法的數學模型,通過輸入不同的工藝參數、橡膠硫化參數,以及電纜結構參數,可以輸出系列硫化工藝。 研究的數學模型適用性強、開發成本低、計算準確,對規范硫化工藝、升級國內設備,以及提高產品質量和生產效率具有重要意義。
1 橡膠硫化
橡膠硫化的條件主要包括溫度、壓力和時間[4]。 當電纜處于高溫、高壓、飽和蒸汽中時,橡膠開始進行化學交聯。 隨著時間的延長,硫化程度會逐漸提高,直至橡膠材料充分硫化。 由于電纜的橡膠層在硫化時,只有最外層接觸高溫,且最內層升溫需要一定的時間,將最內層熱傳遞時間定義為T傳遞。 最內層橡膠的硫化時間最長,且最內層橡膠在升溫的同時,也在進行交聯反應,可以根據等效硫化的公式計算相應的硫化時間,定義為T累計。 最后,當最內層溫度升至最高時,橡膠在恒定溫度下進行硫化,而該階段時間主要參考橡膠的硫化曲線及硫化速率。 橡膠的硫化曲線見圖1。 其中,TH為過硫化時間;T10為焦燒時間;T90為最低扭矩升高至最高扭矩的90%時所對應的時間,代表硫化曲線的正硫化時間;MH為最大扭矩;ML為最小扭矩;M10為焦燒時間對應的扭矩;M90為正硫化時間對應的扭矩。
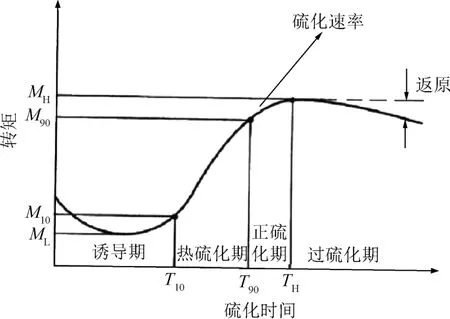
圖1 硫化曲線
由圖1 可知硫化曲線及各參數的定義,不同溫度下的T90均可采用范德霍夫方程計算得出[5],將其定義為T等效。 橡膠電纜所需要的硫化時間(T)為
公式(1)為適用于橡膠電纜硫化時間的數學模型,但僅為純理論計算,與實際工藝存在一定的差異。 因此,在公式(1)中可以增加一個校準時間(T校準),可在后期的實際操作中逐漸優化,但在本工作中不涉及校準時間的計算。
2 熱傳遞時間
根據橡膠電纜硫化生產工藝可知,熱量是由電纜最外層逐漸向內層傳遞的。 因此,最內層的硫化時間最長。 在硫化過程中,最內層的溫度并不是理想中直接升高至實際溫度,而是從機頭擠出溫度(一般在80 ~100 ℃范圍內,本工作按照80 ℃進行計算)緩慢升高至實際溫度,需要計算熱傳遞的時間。 在熱傳導過程中,電纜橡膠外皮為單一的外層向內層傳遞。 因此,可以按照一維熱傳導計算公式進行計算[6],見公式(2)和公式(3)。
式中:ts為最內層的實際溫度,℃;tc為最內層的最終溫度,℃;t0為最內層的擠出溫度,℃;S(Z)為無窮級數[6]。
式中:L為橡膠層厚度,cm;α為橡膠熱擴散率,cm2·s-1;T傳遞為最內層溫度到達tc時的時間,min。
將t0=80 ℃和α =7.23×10-4cm2·s-1代入公式(2)和公式(3)中,計算不同時刻最內層的溫度。需要注意的是,最內層溫度越接近ts,升溫速率就越緩慢。 溫度升高至(ts-3) ℃時的時間占總硫化時間的40%,最后3 ℃的升溫時間占總硫化時間的60%,而硫化效應差別較小。 由于后續還需要計算累計時間,為便于計算,取tc為(ts-3)℃。
3 累計時間
在升溫過程中,當橡膠層溫度大于150 ℃時,開始發生交聯反應。 一般,橡膠的硫化起始溫度為150 ℃(與配方中采用的硫化劑相關)。 因此,橡膠在溫度升高的同時,也在進行硫化。 故硫化累計效應的最低溫度為150 ℃,最高溫度按照tc進行計算;若最高溫度按照ts計算,會導致熱傳遞的時間較長,計算出來的累計時間也會更大。 為了簡化計算過程,可以去除對應最后3 ℃的時間。 因此,本工作僅計算該段時間、溫度Tn下的硫化時間(T累計),在溫度為150 ℃的基礎上,以每升高1 ℃持續的時間乘以當前溫度等效硫化換算的總和,見公式(4)。
由于飽和蒸汽的壓力是有上限的,ts的最大值為220 ℃,需要計算的溫度范圍僅為150 ~217 ℃。通過計算可知,當溫度由150 ℃升至217 ℃時,橡膠材料溫度呈線性變化;當溫度大于217 ℃時,溫升與時間成指數關系,且溫度升至220 ℃的時間較長,不利于計算。
4 等效硫化時間
橡膠的硫化速率受溫度影響,在一定溫度范圍內,隨著硫化溫度的升高,硫化速率加快。 硫化速率與溫度的關系可以用簡化后的阿倫尼烏斯方程表示[7],見公式(5)。
式中:T90為在溫度為180℃時由其硫化曲線計算的正硫化時間,min;tx為測試溫度,℃。
在電線電纜用橡膠中,一般以過氧化物為硫化劑,硫化劑的分解溫度約為150 ℃,只有高于分解溫度時才會發生交聯反應。 橡膠的硫化速率一般在溫度為180 ℃時測定,可通過硫化曲線獲得T90,還可根據公式(5)計算出ts的T等效。 電纜生產過程中采用飽和蒸汽加熱,而設備及鍋爐壓力存在上限。 連續硫化設備的上限壓力一般為2.3 MPa,而飽和蒸汽壓力與溫度有對應關系[6],即上限溫度為220 ℃時,硫化溫度范圍只考慮150 ~220 ℃。
5 連續硫化時間數學模型及驗證
5.1 連續硫化時間數學模型
理論模型的核心為電纜所需要的硫化時間,已通過計算得出。 因此,只需要根據計算的參數建立對應的數學模型。 其中,輸入參數包括連硫管道長度、冷卻水位、擠出機最大出膠量、T90、密度、橡膠層厚度和橡膠擠出前線芯的直徑等;輸出工藝參數為在各飽和蒸汽壓力下對應的最大生產線速度和停機保溫時間。
5.2 驗證與分析
5.2.1 成品電纜試生產
為了驗證連續硫化時間數學模型的可靠性,選用型號為YCW 1×400 mm2的橡膠電纜進行試驗。絕緣材料采用乙丙橡膠絕緣,經橡膠硫化測試儀測定,乙丙橡膠絕緣材料的硫化曲線見圖2。 由圖2可知,T90為4 min。
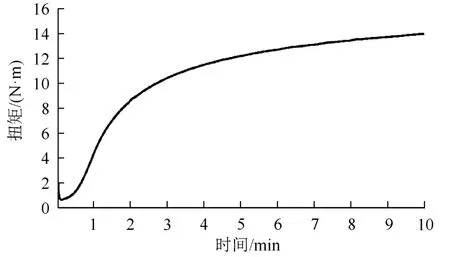
圖2 乙丙橡膠絕緣材料的硫化曲線
連續硫化時間數學模型的輸入參數見表1。 其中,硫化管道中冷卻水位設置為管道長度的20%。
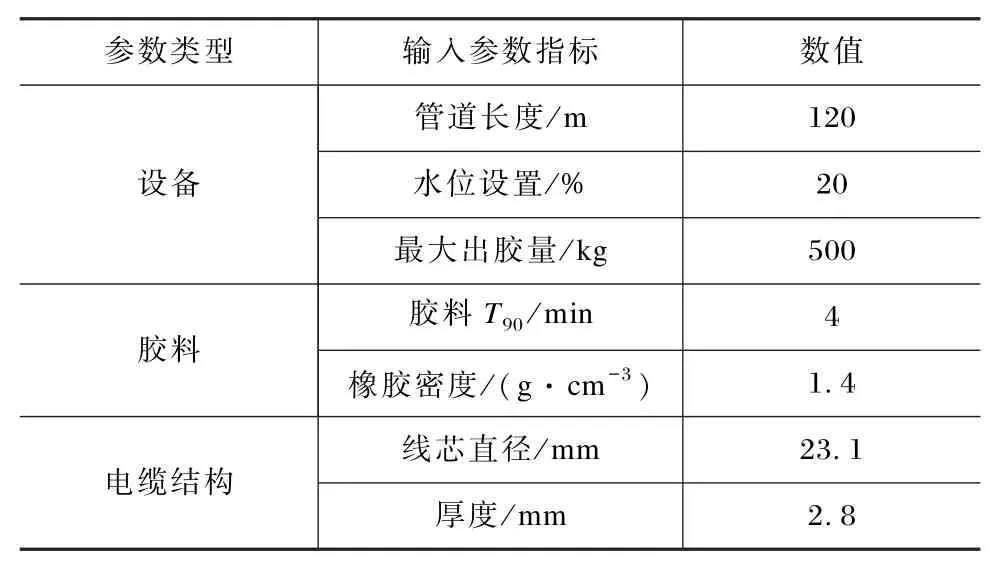
表1 連續硫化時間數學模型輸入參數
將表1 中所有參數輸入連續硫化時間數學模型中,飽和蒸汽壓力為0.6 ~1.5 MPa 時的計算結果見表2;飽和蒸汽壓力不小于1.5 MPa 時達到出膠上限。
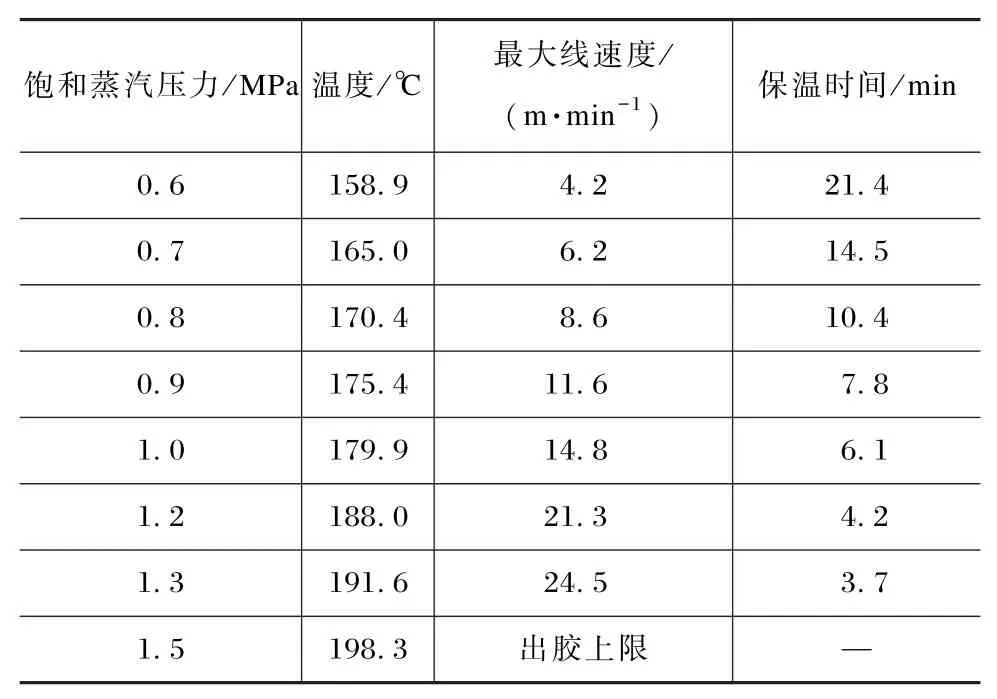
表2 連續硫化時間數學模型的計算結果
由表2 可知,為了提高生產效率,輸出的硫化工藝參數中飽和蒸汽壓力為1.3 MPa、最大線速度為24.5 m·min-1、保溫時間為3.7 min 時,硫化工藝最佳。 在此條件下生產的電纜成品,經硫化管道后,絕緣表面良好,且無粘連現象。
5.2.2 絕緣機械性能
電纜產品的絕緣拉伸強度和斷裂伸長率須符合GB/T 5013.1—2008《額定電壓450/750 V 及以下橡皮絕緣電纜 第一部分:一般要求》中IE4 絕緣機械性能的要求[8]。 為了進一步驗證絕緣的機械性能,截取部分電纜,并制作絕緣啞鈴片。
依據GB/T 2951.11—2008《電纜和光纜絕緣和護套材料通用試驗方法 第11 部分:通用試驗方法厚度和外形尺寸測量 機械性能試驗》中測試方法[9]對成品制片和乙丙橡膠模壓硫化片(完全硫化)的絕緣機械性能進行測試,測試結果見表3。
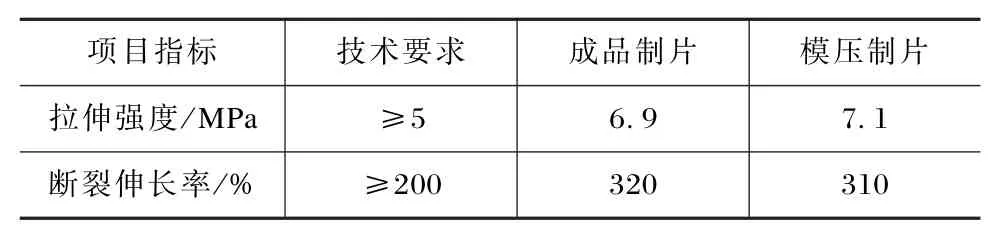
表3 電纜成品絕緣機械性能
由表3 可知,成品制片的拉伸強度及斷裂伸長率與模壓制片基本一致,且滿足IE4 絕緣的技術要求。
6 結束語
根據橡膠硫化原理,本工作建立了適用于橡膠電纜硫化時間的數學模型,并經過了產品生產工藝驗證。 電纜成品的絕緣硫化充分,且導體無氧化,證明了數學模型的準確性和可靠性。 不僅可以規范硫化工藝,還可以為國產連硫設備實現自動化提供理論依據,對提高橡膠電纜產品質量、工藝技術創新及設備升級具有積極的推進作用。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
