智能調(diào)節(jié)爐頂上密封閥夾緊力系統(tǒng)設計
2024-02-28 03:21:36吳志勇楊培俊
冶金動力 2024年1期
吳志勇,楊培俊
(馬鞍山鋼鐵股份有限公司,安徽馬鞍山 243000)
前言
爐頂是煉鐵高爐核心領域,用來向高爐內(nèi)輸入原燃料,使爐內(nèi)得到合理分布,且能保證高爐有穩(wěn)定密封性的設備系統(tǒng)[1]。20 世紀70 年代年代盧森堡保爾沃斯(PaulWurth)公司設計了無料鐘裝料設備(PW 型爐頂),其為積木式結構,采用小直徑的上、下密封閥實現(xiàn)爐頂煤氣密封,采用旋轉溜槽和料流調(diào)節(jié)閥布料。無料鐘具有很大的優(yōu)越性,目前在國內(nèi)外得到了廣泛使用。上、下密封閥安裝在稱量罐的上、下口,起密封作用,屬于PW 型爐頂核心設備。上密封閥的開閉是由液壓系統(tǒng)驅動閥板做旋轉、夾緊運動來完成的,當料罐排壓后,上密封閥打開,爐料從上料閘經(jīng)過上密封閥到稱量罐里,當料罐停止裝料后,上密封閥關閉,對料罐進行密封并充壓,以保證高爐高壓操作[2]。為了保證閥板與閥座的密封性,在閥座的壓圈與密封圈接觸面上堆焊硬質(zhì)合金,閥板上的密封圈采用硅橡膠密封圈。日常生產(chǎn)中,上密封閥由于開啟頻繁,運行中載荷大,故障率較高,嚴重制約爐頂設備的運行效率。
1 上密封閥高故障率原因分析
1.1 上密封閥系統(tǒng)故障統(tǒng)計分析
馬鋼擁有6 座高爐,全部采用無料鐘裝料設備(PW 型爐頂),2010~2020 年馬鋼產(chǎn)線高爐爐頂上密封閥故障率統(tǒng)計數(shù)據(jù)見表1。
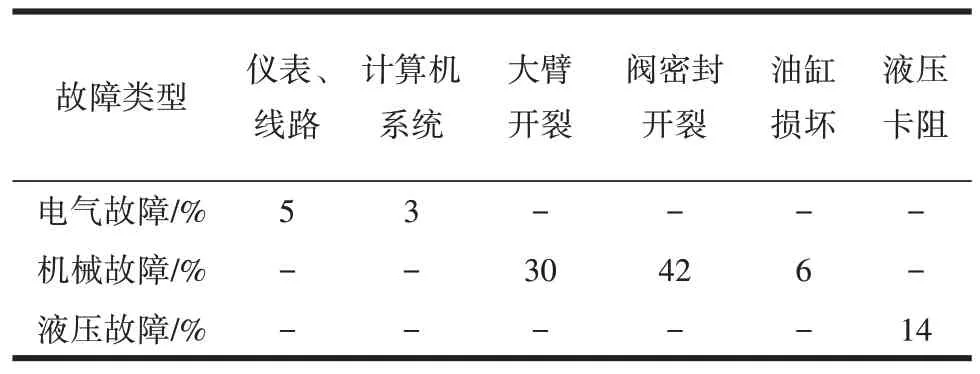
表1 2010~2020年高爐爐頂上密封閥故障率統(tǒng)計
馬鋼高爐定修周期為4 個月,每次定修均更換上密封閥硅膠密封圈,對上密驅動大臂進行裂紋超聲探測。每12~18個月預防性更換上密封閥板,每36 個月更換上密驅動大臂。雖然上密封閥嚴格按照周期性管理及預防性維修模式,但是上密封閥的故障率仍居高不下。從表1 可以看出,機械故障占爐頂上密封閥總故障的72%,主要體現(xiàn)在上密封閥旋轉大臂開裂、閥板開裂以及閥板上的硅橡膠密封圈開裂。一旦上密封閥大臂開裂、閥板或密封圈開裂(見圖1),稱量罐無法得到有效密封,高爐就需要被迫休風6~16 h,嚴重制約高爐高效生產(chǎn)。

圖1 上密封閥大臂、閥板、密封圈開裂圖
1.2 上密封閥大臂、閥板及密封圈開裂原因分析
(1)PW 型無料鐘爐頂主要設備有均排壓閥、上料閘、上密封閥、下密封閥、料流調(diào)節(jié)閥等[3],這些設備均共用一套液壓系統(tǒng),液壓系統(tǒng)采用恒壓變量泵,液壓系統(tǒng)取以上設備中最大所需壓力為設定壓力。在高爐休風狀態(tài)下,對3 200 m3高爐的爐頂設備進行液壓壓力測試可知,均排壓閥需求壓力約為8 MPa,上料閘滿載開啟需求壓力約為16 MPa,上密封閥夾緊動作需求壓力約為10 MPa,下料閘滿載開啟需求壓力約為15 MPa,下密封閥需求壓力約為12 MPa。上述單體設備最大需求壓力是16 MPa,因此一般PW 公司設計的串罐型爐頂液壓系統(tǒng)壓力設置為17 MPa 左右。盡管上密封閥夾緊動作只需要10 MPa 的壓力,但是系統(tǒng)壓力設定仍大于16 MPa。當上密封閥板與閥座夾緊后,理想狀態(tài)下硅膠圈壓縮2~3 mm,但由于液壓壓力過大,常導致上密閥座的限位齒變形,閥板受力開裂變形。
(2)承載上密封的設備稱為稱量罐,是用來儲存、稱量爐料且具備充壓功能的容器。在高爐生產(chǎn)工藝中,當上密封閥的閥板在液壓機構驅動作用下,與上密封閥座夾緊后,高爐計算機系統(tǒng)通過控制均排壓系統(tǒng)向稱量罐內(nèi)充入0.2~0.3 MPa 的氣體,使得稱量罐內(nèi)部的氣體壓力稍大于高爐爐內(nèi)壓力,以便于礦石、焦炭等原燃料順利放入高爐。從這個工藝可以看出,當稱量罐內(nèi)充入一定壓力的氣體后,上密封閥板在罐內(nèi)氣壓的作用下,產(chǎn)生較大的盲板力。稱量罐及上密封閥示意圖見圖2。
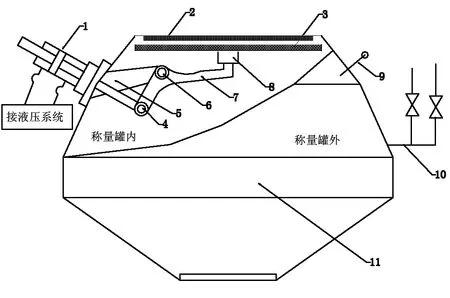
圖2 稱量罐及上密封閥示意圖
由于在上密封閥夾緊過程中,上密封閥板受到的壓力F為17 MPa 左右的液壓通過油缸活塞作用的夾緊力F1,以及充入0.2~0.3 MPa 壓力的氣體對上密封閥板產(chǎn)生的盲板力F2形成的疊加。
式中:F1—液壓通過油缸活塞作用的夾緊力,N;
P1—上密封閥液壓系統(tǒng)壓力,MPa;
A—油缸活塞面積,cm2;
d—油缸直徑,cm;
F2—氣體對上密封閥板產(chǎn)生的盲板力,N;
P2—充入稱量罐的氣體壓力,MPa;
D—上密封閥板的直徑,cm;
F—上密封閥板受到的壓力,N。
從上密封閥構件來看,上密閥板、密封圈及上密大臂頻繁開裂,主要是因為上密閥板與閥座的夾緊力過大,大臂、閥板等剛性構件產(chǎn)生疲勞。造成上密封閥板與閥座夾緊力過大的原因如下。
(1)爐頂所有設備共用一套液壓站,各單體設備的液壓回路壓力設定均等于系統(tǒng)壓力,上密封閥的液壓夾緊力超過了所需的液壓壓力。
(2)稱量罐等同于一個壓力容器,當罐內(nèi)均壓向爐內(nèi)放料時,均壓氣體壓力對上密封閥板產(chǎn)生較大的盲板力。
2 智能調(diào)節(jié)爐頂上密封閥夾緊力設計
現(xiàn)以馬鋼2 500~4 000 m3高爐為例。爐頂采用DN1 600 的上密封閥,油缸活塞直徑d=12 cm,上密封閥閥板直徑160 cm,液壓系統(tǒng)壓力18 MPa,充入稱量罐的氣體壓力P2=0.2 MPa。
2.1 上密封閥閥座與閥板之間的夾緊力分析
為了便于計算,不考慮上密大臂機構的力臂關系。
由(1)式得液壓產(chǎn)生的夾緊力:
由(2)式得均壓氣體產(chǎn)生的盲板力:
通過試驗,液壓系統(tǒng)只需要對液壓缸提供10 MPa的壓力就足以讓上密封閥完成動作,10 MPa 是上密封閥所需的臨界液壓系統(tǒng)壓力。
命名上密封閥所需的臨界夾緊力為F設,由(1)式得:
而在實際生產(chǎn)中,上密封閥板受到的壓力F為18 MPa 的液壓通過油缸活塞作用的夾緊力F1,以及充入0.2 MPa 壓力的氣體對上密封閥板產(chǎn)生的盲板力F2形成的疊加,F(xiàn)=F1+F2。只需F略大于F設,即可滿足運行需要,F(xiàn)過大就會造成上密封閥板開裂,壽命縮短。因而理想狀態(tài)下F應盡可能等于或稍大于F設,當F2增大時,通過按比例減小F1值,盡可能保證F處于較小狀態(tài)。
通過反推計算,當氣體對閥板的盲板力F≥F設時,液壓的壓力可以為0 MPa,靠氣體盲板力即可將上密封閥板夾緊。
由F設=1 130.4 N 可以計算得出:當均壓氣體壓力達到0.056 MPa 時,僅靠充入稱量罐內(nèi)的氣體壓力即可將上密封閥板與閥座夾緊。液壓壓力可以降為0 MPa,因而0.056 MPa 為稱量罐氣體自封上密封閥板的壓力臨界值。
2.2 稱量罐均壓氣體壓力的檢測
在稱量罐上安裝一個壓力傳感器,能實時檢測稱量罐內(nèi)部壓力,輸出4~20 mA的電流信號。
2.3 上密封閥夾緊機構液壓系統(tǒng)的設計
針對造成上密封閥板與閥座夾緊力過大的2個因素,對爐頂上密封閥液壓回路重新進行設計。
(1)對上密封閥液壓回路增加減壓閥,減壓閥初始調(diào)定壓力10 MPa。將爐頂液壓系統(tǒng)壓力從18 MPa 減壓到10 MPa,上密封閥夾緊,即可滿足實際運行需要。其他上料閘等爐頂設備的液壓壓力仍為液壓系統(tǒng)壓力18 MPa。
(2)稱量罐內(nèi)充入0.056 MPa 的氣體后,上密封閥板產(chǎn)生的盲板力F2>F設,即使上密封液壓油缸的壓力為0 MPa,盲板力也足夠支撐上密封閥板夾緊。在稱量罐內(nèi)部氣體壓力從0 MPa 升至0.2 MPa 的過程中,上密封閥板產(chǎn)生的盲板力從0 MPa 升至F2。因此可以將上密封閥液壓回路中增加的液壓減壓閥設計為比例減壓閥,將比例減壓閥初始壓力減至10 MPa,隨著稱量罐內(nèi)的壓力逐漸增加,比例減壓閥按比例減壓,當氣體壓力達到0.056 MPa 時,液壓壓力減至0 MPa。
新設計的上密封閥液壓系統(tǒng)見圖3。
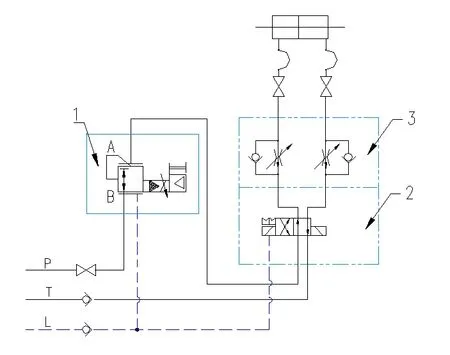
圖3 新設計的上密封閥液壓系統(tǒng)
在上密封液壓系統(tǒng)中疊加一個液壓比例減壓閥,把上密封閥的液壓系統(tǒng)壓力從18 MPa 降低至10 MPa。在高爐上料工藝中,當上密封閥液壓系統(tǒng)兩位四通電磁閥得到夾緊信號后,電磁閥打開,液壓壓力油通過電磁閥及液壓調(diào)速閥到達夾緊油缸。夾緊油缸活塞桿通過油缸銷軸帶動連桿,連桿通過連接件帶動上密封閥板向上運動,直到上密封閥板與上密閥座接觸后,此時夾緊信號到位,均排壓系統(tǒng)開始啟動,向稱量罐內(nèi)充入氮氣或者煤氣,稱量罐內(nèi)壓力從0 MPa向0.2 MPa逐漸增加,上密封閥液壓壓力相應從10 MPa 降至0 MPa。相反,當稱量罐內(nèi)的壓力通過均排壓系統(tǒng)排出后,罐內(nèi)的壓力從0.2 MPa 降至0 MPa 時,上密封閥液壓壓力從0 MPa增加至10 MPa。在整個上密封閥夾緊過程中,上密封閥的系統(tǒng)受力由以前的16~18 MPa,調(diào)整至現(xiàn)在的0~10 MPa,保證了上密封閥可靠運行,延長了設備使用壽命。上密封閥液壓回路的壓力與稱量罐均壓氣體的壓力比例關系見圖4,控制關系見圖5。

圖4 液壓回路與均壓氣體壓力關系圖

圖5 均壓氣體壓力與液壓壓力控制關系圖
3 結語
根據(jù)上密封閥的閥板面積相對于油缸活塞直徑比達到10多倍的結構原理,巧用稱量罐均壓所充入的氣體壓力對上密閥板產(chǎn)生的盲板力進行自密封。稱量罐上的壓力變送器輸出的4~20 mA電信號通過計算機系統(tǒng)與液壓比例減壓閥相匹配,液壓比例減壓閥對上密封液壓缸液壓壓力進行動態(tài)調(diào)節(jié),稱量罐均壓氣體增加,液壓壓力按比例減小,稱量罐排壓,氣體壓力降低,液壓壓力按比例增大。通過罐壓檢測、計算機系統(tǒng)和液壓比例減壓閥聯(lián)動控制,實現(xiàn)了智能調(diào)節(jié)爐頂上密封閥夾緊力,從而降低上密封閥板受到的夾緊力,延長閥板使用壽命。
