新型PDC切削齒形在段銑工藝銑刀的類比設計
2024-02-27 11:39:56張武滔劉福建陳紀宏
機械工程師 2024年2期
張武滔,劉福建,陳紀宏
(川慶鉆探工程有限公司試修公司,成都 610066)
0 引言
段銑工藝作為油氣開發必不可少的手段主要有以下主要用途[1]:油氣井大規模持續勘探開發到一定階段,許多油氣田已經進入了開發的中后期,需要評估其經濟價值,當經濟價值大于生產成本時,需要采用段銑作業進行井筒修復或者開窗側鉆,保證開采過程可以正常進行或者側鉆出新的目的層以實現增產;而當經濟價值遠小于生產成本或存在較大安全隱患的情況下,則需要采取另外一種措施——封堵棄井。同時,由于技術發展,目前段銑工藝面臨著施工難度加大、作業時間長且工況要求日益復雜化,例如小井眼段銑作業[2]、雙層套管段銑作業[3]、段銑與擴眼聯合作業[4]等。為了在上述情況下提高段銑效率,有必要為段銑工具最為關鍵的銑刀設計在齒形選擇和布局方面提高適應性。鉆完井中齒形研究熱度最高、時間最久、范圍最廣、成果最多的是人造聚晶金剛石復合片(PDC)切削齒,本文跟蹤最新型商業化PDC齒形成果,并將其引入至段銑工藝的銑刀設計中,對比常規段銑工藝齒形,并根據段銑齒形要求和材料要求,設計出新型段銑工具,力爭早日實現工業應用和推廣。
1 新型PDC切削齒形
PDC切削齒作為直接作用于鉆井破巖的利器,最初的齒形為圖1所示的平面柱形,材料包含了PDC層和WC層[5]。鑲有PDC切削齒的PDC鉆頭在耐磨性、抗沖擊性、耐熱性等方面以絕對的技術優勢取代了原來的牙輪鉆頭。但隨著鉆井深度的提升,面對深層復雜地層的高硬度、高研磨性特點,平面齒形的PDC鉆頭遇到了技術瓶頸,機械鉆速下降明顯且使用壽命急劇降低。為了解決上述問題,國內外除了對PDC材料成分和成型工藝進行優化和改良研究之外,還長期堅持非平面異形齒型研究[6]。實踐證明,非平面異形齒的出現確實對深層超深層復雜地層的高效破巖技術發展起到了有力助推作用。以下就目前最新6種典型的商業化新型PDC齒形特性進行簡要闡述。
圖1 常規平面PDC切削齒形
1.1 曲犁片形PDC切削齒
圖2所示為曲犁片形PDC切削齒,PDC層分成了兩層,前端突出一層扇狀,后端則是圓形削去了一部分。切削過程中,由下方犁頭先接觸到巖石,由于此接觸面最小,犁頭就像劃線器進行預破裂產生損傷裂紋,而隨著吃刀繼續深入,最左邊與最右邊的兩點及下方犁頭構成了切削的主要空間作用點,兩邊的月牙片狀區域將先前的巖石繼續擠壓、碎裂、排出,減少了與碎屑之間的無效摩擦及積熱,讓切削過程專注于破巖,從而實現機械鉆速的提升。曲犁片形PDC切削齒對切削力作用方向有明顯的最大效率傾向,因此需要根據具體對象進行布局。

圖2 曲犁片形PDC切削齒
1.2 正三曲形PDC切削齒
如圖3所示,正三曲形PDC切削齒與曲犁片形PDC切削齒的相同點是突出了頂層的曲線形狀相似,但多一條曲線組成的,并且后端是完整的圓形。因此正三曲形PDC切削齒在切削方式上與曲犁片形PDC切削齒類似的是前端先損傷切削,后端隨吃刀量變大擠壓、碎裂、排出巖屑。同時初始切削位置具有隨機性,適合各向同性地層的破巖,并且有利于降低布齒方向精度要求和焊接操作難度。

圖3 正三曲形PDC切削齒
1.3 直犁片形PDC切削齒
圖4中的直犁片形PDC切削齒與曲犁片形PDC切削齒形狀接近,但前端層相對后端等距縮小,并且保留了整體呈圓柱,僅在局部削去了一部分。因此它們吃刀切削方式相同,都有方向要求。不同的是直犁片形PDC切削齒的排屑更小更短,但在端面方向范圍更大。
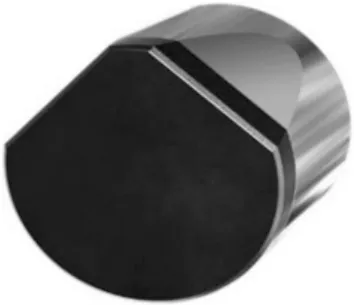
圖4 直犁片形PDC切削齒
1.4 褶皺形PDC切削齒
如圖5所示,與前兩種切削齒相比,褶皺形PDC切削齒沒有明顯的分層,而像是一張褶皺的圓紙片,凹陷進去的空間同樣是為了提供排屑通道,減少不必要的憋鉆,盡可能快地帶走切削熱,其邊緣同時還要兼顧一定的攻擊性,便于初始吃入巖層。因此,褶皺形PDC切削齒對切削方向也有著較高的要求,因此同樣對布齒需要各向異性考慮。

圖5 褶皺形PDC切削齒
1.5 馬鞍形PDC切削齒
如圖6所示,馬鞍形PDC切削齒同樣沒有明顯的分層,但有圖案的前端面是中間突起的空間曲面,兩側缺口面可加速排屑和散熱,中間突起曲面的設計主要是為了增強切削齒的耐久性和保證其自銳性[7]。當巖石與PDC切削齒相互作用消耗時,突出的材料補充了消耗的深度空間,使得切削過程更加平穩,減少跳鉆或者憋鉆的可能,同時也降低了沖擊疲勞,延長了切削齒的工作壽命。另一方面,平穩的切削保證切削齒與巖石間接觸和磨損更加均勻,自銳能力保持更長久。

圖6 馬鞍形PDC切削齒
1.6 多面拼接型PDC切削齒
如圖7所示,國外某公司最新推出的多面體PDC沒有分層,馬鞍形PDC切削齒前端面是一張連續曲面,而多面拼接形PDC切削齒是多個平面拼接的突出前端面。該形式的設計使得它能承受來自地層更大的壓應力,并且中心對稱結構對吃刀方向沒有特別的要求。因此,這種多面拼接型PDC切削齒在硬巖和非勻質地層破巖效率比常規PDC 鉆頭切削齒提高了60%,代表了目前該類地層的商業應用PDC切削齒的最高技術水平。

圖7 多面拼接型PDC切削齒
2 段銑工藝與銑刀常用齒形
段銑的作業流程主要包含兩個主要步驟[1]:定點切割和軸向加壓段銑。這兩個過程均是由段銑工具的銑刀直接作用于套管。當段銑工具達到需要段銑的套管位置后,以機械或者液壓方式驅動伸展開周向均勻分布的3~8個銑刀,銑刀切削齒接觸套管內壁,地面儀器調整合適的轉矩,旋轉管柱并循環鉆井液,冷卻銑刀并排走切削屑,轉矩逐步增大至穩定在一定范圍,當轉矩值大幅下降代表定點切割完成,套管在某一處被切斷;但由于范圍很小,需要進一步加工才能真正為側鉆開窗、套管修復、封堵棄井等作業提供準備條件。此時除了需要繼續保持合適的轉速、轉矩、流量外,還需要對銑刀施加一定鉆壓作為軸向段銑的必要條件。如圖8所示,定點切割過程主要是由銑刀測刃完成,而軸向段銑則是由底刃磨削套管。
圖8 段銑工藝銑刀的側刃與底刃
為了保證切割和磨削過程均能高效進行,除了硬質合金材料和焊接工藝外,選齒和布齒顯得尤為關鍵。如圖9所示,目前常用的銑刀齒形僅有圓柱形、長方體形、寶塔形、菱形幾種。在段銑過程中,由于銑削出來的是套管的鐵屑而非巖石碎屑,在狹小的井眼空間內必須及時循環出來,顯然鐵屑相對巖屑密度更大,而且鐵屑具有一定彈塑性,而通常巖屑是脆性,受外力作用下,鐵屑更難排出井眼,可攜帶性差很多。因此,為了段銑的正常進行,應當避免形成大塊鐵屑。因此,目前選齒上多采用圖6所示的帶有凹面的圓柱形齒或者類似有更多銳棱邊的切削齒形,保證前后刃距離短,隨時能輕松吃刀切入,同時又具有近距離斷屑的功能。另外布齒上貫徹同一原則,即保證切削力最大的同時棱邊多,自銳和斷屑能力強[8]。側刃的切削齒主要考慮段銑工具周向和徑向力,而底刃主要考慮軸向和周向力。

圖9 段銑工藝銑刀常用齒形
3 新型段銑工藝齒形類比設計
依據上述新型PDC切削齒形和常規段銑銑刀的齒形分析,以及段銑中定點切割和軸向施壓段銑受力、對排屑要求的對比分析。本文采用類比設計的方式將新型PDC切削齒形引入到段銑銑刀齒形設計,具有一定的合理性。
3.1 內凹多面拼接型銑刀齒
圖6所示的多面拼接型為突出硬質合金齒面的設計,適合承受來自巖石的壓應力保證耐久性,同時保留切削攻擊性;而套管段銑常用齒形需要凹面和銳邊。結合二者,設計了圖10所示的一種新型段銑工藝齒形。該形狀設計保留了多面拼接受力能力強和具有一定切削攻擊性的優點,并兼顧了段銑工藝的斷屑要求。對吃刀方向性要求也不高。作為段銑第二階段的磨銑齒,同時也可勝任一般強度級別的套管切割階段。

圖10 內凹多面拼接型銑刀齒

圖11 曲犁片形銑刀齒
3.2 定點切割切削齒的選擇
對于定點切割,因為更多來自于周向力和徑向力,并且只需要完成局部切削,可以選擇攻擊性和自銳性更好的齒形。因此本文選擇采用新型PDC中的曲犁片形切削齒作為段銑工藝的定點切割齒形,但材質不分PDC層和WC層,而選擇更適合段銑作業的硬質合金一體成型。如圖9所示,前端突出層具備較強的攻擊性,而兩邊的階梯空間仍用作排屑散熱,左右后端弧線作為斷屑邊。
3.3 新型銑刀齒形的布齒
根據前述底刃負責磨銑和側刃進行切割的分工,設計了圖12所示的一種新型用于段銑工藝的銑刀。由銳化處理的底刃內凹多面拼接型銑刀齒進行主要磨銑作業,而曲犁片形銑刀齒均勻分布到側刃,且犁頭垂直于套管內部。

圖12 新型段銑工藝銑刀
4 結語
隨著國民經濟的持續增長,油氣能源的增產需求仍然旺盛,段銑工藝在未來鉆完井作業中依然會長期占據一席之地。為了提高段銑工藝的效率和質量,除了開展現場作業流程規范、鉆完井參數優化等生產實踐,作為段銑工具質量的源頭設計,有必要開拓思路,借助同行更優秀和更先進的技術經驗和成果,豐富銑刀的齒形選擇,設計出更多類型適應不同工況和不同鋼級[8]的段銑工藝銑刀。
通過對6種新型PDC切削齒形在吃刀攻擊性、耐磨性、排屑散熱、受力等特性進行分析,并結合常規段銑工藝銑刀切削齒形的特點,對最新的多面拼接PDC切削齒形類比設計為內凹面多面拼接銑刀齒形,并將攻擊性更強的曲犁片形PDC作為切削齒,并按照段銑布齒原則設計了新型段銑工藝銑刀,類比過程借鑒了外形,但又根據段銑工藝實際要求進行了優化,具有理論上的邏輯合理性。后期將根據生產條件安排制造加工裝有該新型銑刀的段銑工具,并將進行與常規齒形的對比試驗,驗證實際生產價值。
猜你喜歡
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
故事大王(2016年7期)2016-09-22 17:30:08
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
兒童故事畫報(2013年3期)2013-06-24 05:40:30