動密封環研磨中材料去除率建模及仿真研究
2024-02-27 11:39:54劉江紅陳友旭蘇鳴路文文徐真真
機械工程師 2024年2期
劉江紅,陳友旭,蘇鳴,路文文,徐真真
(首都航天機械有限公司,北京 100076)
0 引言
隨著近些年我國航天發射工業的蓬勃發展,氫氧渦輪泵液體火箭發動機的裝配精度對發射任務的成功率起到關鍵作用[1]。而渦輪泵發動機中動環的端面密封結構起著發動機的最為重要的機械性密封作用。若動環端面密封在發射過程中失去效力,必將會引起內部燃料的泄漏。危機時將引起液體燃料與氧化劑串腔爆炸事故,最終導致發射任務失敗。因此在加工裝配中提高機械動環密封面的密封質量,除了密封結構和密封材料方面的選用有影響外,更為重要的是動態密封環的端面加工研磨機理[2]。
為了達到動密封環的機械密封質量,密封環的端面表面粗糙度就需要有更高的要求。因此,不僅要在研磨時必須保證端面的質量,還需減少端面的橫縱痕及細紋。材料研磨程序分為粗研和精研。不同材質的動密封環選用的研磨料不一樣,壓胎的壓力也不一樣,但研磨的原理是相似的[3]。在動密封環端面與研磨盤之間注入游離的磨料和研磨劑,借助研磨盤的摩擦力帶動研磨料對密封環端面進行切割,以達到研磨的目的[4]。本文對渦輪泵發動機中機械動密封環端加工研磨中的去除率進行建模研究,分析其去除機理,以充分預測動密封環的研磨效果。
1 動密封環端面雙面研磨中材料去除率的模型構建
動密封環雙面研磨時,花鍵軸帶動上磨盤轉動,中間齒輪狀的主軸進行自轉,齒輪狀夾具與主軸嚙合,夾具沿主軸做旋轉運動,底部研磨盤同步做逆時針轉動,加壓塊對工件施加研磨壓力,工件沿主軸做公轉的同時進行自轉,并與上下研磨盤作相對摩擦運動,從而對工件達到雙面研磨的作用,如圖1所示。

圖1 動密封環雙面數控研磨機夾具示意圖

圖2 磨粒、工件和研磨盤三者之間的作用關系圖

圖3 兩體塑性研磨去除方式示意圖
動環的端面研磨可以適用于Preston模型,它是一個有關于拋光去除量的假設,它在拋光加工方面有著重要的指導作用。我們擬定在溫度、拋光液及拋光墊恒定的條件下,密封環端面上某點的去除率可表示為
式中:k為Preston系數;v為表面某一點(x,y)在瞬時t相對拋光盤的速度;p為拋光壓力,是關于位置坐標(x,y)和瞬時t的函數值。
根據Preston方程,研磨轉速、研磨壓力兩者皆對材料去除率造成影響,是研磨機理的基礎影響因素。研磨過程中磨料去除主要包括如下4種模式:兩體塑性磨損去除方式、兩體脆性去除方式、三體塑性去除方式、三體脆性去除方式。
雙面研磨中,因為磨粒粒徑、研磨盤與工件硬度、加工時間的不同,上面4種去除模式的占比也各不相同。而不同的去除方式對去除率的影響很大。當研磨盤硬度較大時,研磨過程中的磨粒一般不容易嵌入磨盤,磨粒在工件、磨盤之間滾動,通過三體磨損產生研磨作用,此時主要以三體塑性去除方式以及三體脆性去除方式為主;當研磨盤硬度較低時,研磨過程中磨粒比較容易嵌入磨盤,此時磨粒在工件嵌入的深度遠比在研磨盤中的嵌入深度小,而且磨粒相對于研磨盤內部靜止固定,沒有任何滾動空間,此時研磨主要以兩體塑性去除方式以及兩體脆性去除方式為主。
為研究不同去除模式對材料去除機理的影響,已知當材料以兩體塑性研磨方式加工時,材料去除率公式可以表示為
式中:Qw,2,d為兩體塑性磨削材料去除量,為單位時間內材料被兩體塑性加工的去除量,W為溝槽的寬度,dw為磨粒嵌入到材料中的深度,L為溝槽長度。
因為在這類塑性去除方式在材料表面產生的耕犁現象中只會有部分材料被成功去除,所以用km表示被成功去除材料所占的比例系數。
當材料以三體塑性方式加工時,材料去除率公式可表示為
式中:Qw,3,d為三體塑性磨削材料去除量;為單位時間內材料被三體塑性加工所去除的量;Dm為磨粒平均直徑為磨粒滾動作用,其中va為硅片與研磨盤之間的相對速度;Ri為磨粒壓入直徑。
因為在實際研磨加工中,三體塑性磨削的壓入深度值dw以及壓入直徑Ri的值都很小,所以導致三體塑性研磨去除的材料量非常小,在構建模型時三體塑性去除材料的量可予以忽略。
當材料為脆性加工研磨時,要計算材料去除量需要考慮的最主要因素是裂紋的長度以及深度。通過壓入式方法來模擬裂紋。理想狀態下裂紋體積即為材料去除量,此時可以把裂紋深度計算公式表示為
式中:Hw為工件的硬度,Pi為單顆磨粒所受的載荷;Ei為彈性模量。
可以把裂紋長度計算公式表示為
式中:0.025為耦合系數;K1c為材料的斷裂韌性;M為幾何常數,一般情況M取值為0.75。
當裂紋的縱向長度遠比直徑大時,其計算公式表示為
其中,v為泊松比。
由此可確定關于兩體脆性研磨去除方式的材料去除率計算公式為
關于三體脆性研磨去除方式的材料去除率計算公式為
在研磨過程中,磨粒嵌入到工件和研磨盤之間產生去除作用,所以磨粒總長度計算公式可以表示為
式中:dw,i為磨粒在工件的嵌入深度;dn,i為磨粒在研磨盤中的嵌入深度;ds為磨粒剩余沒有嵌入部分的長度。
根據磨粒與工件、研磨盤之間平均接觸壓強以及工件、研磨盤材料的硬度存在的關系,可以用工件和研磨盤的材質硬度來表示單顆磨粒所受的壓強[5],從而得出單顆磨粒受力計算公式:
式中:α為磨粒的頂端尖角相關的形狀參數,Hw為工件的硬度,HP為研磨盤的硬度。
綜合上兩公式可以推出公式:
受載荷的有效磨粒數量計算公式為
式中:p與p′分別為磨粒和研磨液的密度,A為研磨盤面積,m為研磨液質量比,Dmax為最大一顆磨粒的直徑值。
磨粒的總載荷為這些受載荷磨粒的載荷之和。磨粒總載荷為
由此公式也可以看出,研磨液的型號以及配比會對磨粒所受載荷產生影響,進而會影響研磨過程的材料去除方式,所以研磨液為重要研究因素。
4種去除模式的材料去除量之和就是總的材料去除量(厚度值)。但由于實際研磨過程中,三體塑性去除量很低,對材料去除率所起到的影響效果甚微,可以對它的去除作用忽略不計。所以總去除量為兩體脆性去除量、兩體塑性去除量、三體脆性去除量的和。
材料總去除厚度為
式中:dw為磨粒在工件中嵌入的深度值,Φ(dw)為其概率密度函數,dc為產生裂紋所需要的臨界嵌入深度。
為衡量研磨去除的效率,工業界常用MRR值(單位時間內去除材料厚度),作為去除效率的評價指標。根據概念可知:
2 材料去除模型相關工藝參數及仿真計算
由上述研磨去除模型可知,決定MRR值的有3種磨削去除模式:兩體脆性去除方式、兩體塑性去除方式、三體脆性去除方式。由三體脆性去除率公式易知,涉及到的工藝參數va,代表硅片與研磨盤之間的相對速度。把相對速度作為變量,進行仿真計算分析。
對三體脆性以及二體脆性去除率計算過程中,涉及到裂紋深度h及裂紋長度c,分析二者計算公式,可知除了預設常量,單顆磨粒受載荷Pi作為一個工藝參數變量,決定了裂紋長度、裂紋深度的值,進而決定了材料脆性去除過程的去除率。本次仿真計算中對磨粒所受總載荷P與去除率的關系進行模擬計算。加工過程中用加工壓力這一工藝參數代表磨粒整體所受載荷P。
在材料總去除厚度Δm計算公式中,涉及到受載荷的有效磨粒數量N。由N的計算公式可知,研磨液濃度p/p′作為一個重要工藝參數變量,會對去除厚度Δm產生影響,進而影響到去除率MRR值。所以將研磨液濃度作為一個變量,進行模擬計算分析。
根據上述理論依據,通過已知的研磨數據,獲得部分固定輸入常數,如表1所示。

表1 部分固定輸入常數表
選取內齒輪轉速為5 r/min,外齒輪轉速為5~15 r/min,二者方向相反;壓力范圍為400 ~600 N;研磨時間為5 min,使用MATLAB進行數值計算,得到的仿真結果如圖4所示。

圖4 不同外齒輪轉速下加工壓力與MRR理論值關系圖
根據不同工藝參數組合下研磨試驗結果,繪制出隨不同壓力和研磨盤轉速變化下的實際材料去除率曲線,如圖5所示。
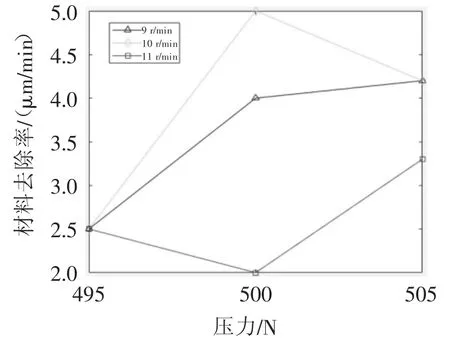
圖5 不同研磨盤轉速下加工壓力與MRR實際值關系圖
為了更好地對比理論分析與試驗結果,取外齒輪轉速為10 r/min,根據表2中的數據,繪制不同加工壓力下材料去除率理論值與實際值、加工壓力的關系圖,如圖6所示。
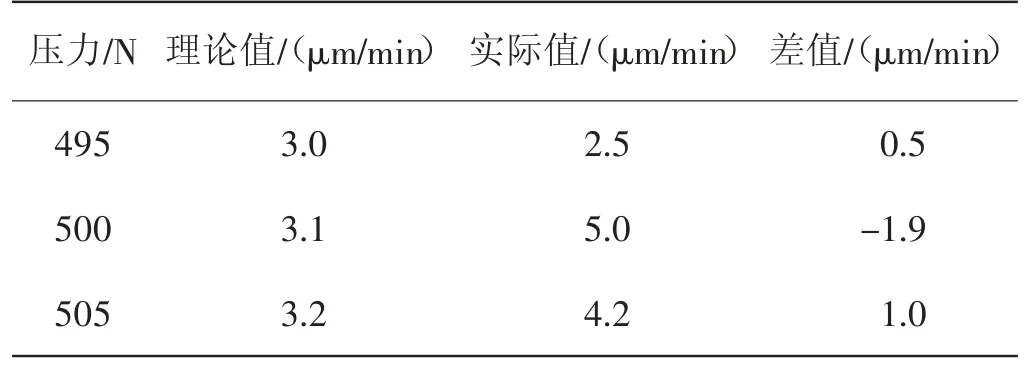
表2 外齒輪轉速為10 r/min時MRR的理論值與實際值

圖6 外齒輪轉速為10 r/min時MRR的理論值、實際值與加工壓力的關系圖
3 結論
從研磨去除率理論分析來看,對于每種研磨速度下的曲線,隨著加工壓力的增大,MRR值也隨之增大,曲線斜率變化規律為總體平穩,在壓力550~600 N時出現小幅上升的現象;對比3種轉速,轉速越大,MRR值也越大。其中,轉速為10 r/min和15 r/min的曲線間距明顯小于5 r/min和10 r/min的曲線間距,說明隨著轉速增大,對MRR值的提升效果減小;但根據實際的試驗結果來看,當壓力增加時,材料去除率反而會下降,同時當研磨轉速過大時,離心力增大,研磨液會產生飛濺,參與加工的有效磨粒數量降低,導致加工均勻性變差,所以也會對材料去除率產生影響,過大的壓力可能導致工件表面劃傷,降低表面質量。在壓力的合理研磨范圍內,壓力為495 N時,選取內齒輪轉速為5 r/min,外齒輪轉速為10 r/min,二者方向相反時,材料去除率模型中MRR與真實研磨加工最相匹配。因此本文所建立的材料去除率模型對研磨試驗起到了預測作用,以提高動密封環加工研磨效率。