基于任意尺寸螺紋夾緊裝置的拆卸方案
2024-02-23 10:50:06楊興隆高貴平劉銳付海吳永鋼
金屬加工(冷加工) 2024年1期
楊興隆,高貴平,劉銳,付海,吳永鋼
淮海工業集團有限公司 山西長治 046012
1 序言
在機械加工領域,有一種典型的關于具有內螺紋特征的筒形回轉體零件的裝夾方法,就是車削一根螺紋心軸,將具有內螺紋特征的筒形回轉體零件旋入相同螺距的螺紋心軸,利用車削力的方向與螺紋旋入方向一致的特點,達到不用任何夾緊裝置就能越加工越緊固的裝夾目的[1],這種典型的裝夾方式因簡單實用的特點而被廣泛應用。但是這種裝夾方式存在一個極大的弊端:由于筒形回轉體零件越車削越緊,導致車削加工完成后無法拆卸,無奈之下只有用管鉗之類的工具墊上砂布(為了防止劃傷零件表面)進行拆卸,如圖1所示。這種拆卸方式雖然也可以將零件拆卸下來,但是仍然避免不了劃傷零件表面,更重要的是如果筒形回轉體零件是薄壁零件,將會因零件變形而導致報廢。這種現狀給從事機械加工的技能人員提出了一個新的課題,如何能夠在不損傷零件表面且保證零件不變形的情況下,輕松拆卸螺紋心軸上被卡死的筒形零件。

圖1 管鉗拆卸零件
2 技術原理
2.1 筒形回轉體零件結構及尺寸分析
筒形回轉體零件如圖2所示,材料為35CrMnSi,調質硬度40~45HRC,內形尺寸(M120×2mm、φ118+.15mm)已經加工完畢,現在需要車削加工尺寸φ124-.16mm和157-.12mm,筒形回轉體零件的壁厚僅為(124-118)/2=3(mm),如果單單從圖樣形狀來看,可以采用φ118mm圓柱心軸定位,尾部頂尖頂緊一個自制端蓋完成裝夾。但因考慮到零件材料調質硬度40~45HRC,切削力較大,加工過程中筒形零件容易在圓柱心軸上轉圈打滑而導致打刀或者影響φ124-.16mm尺寸精度,所以圖2所示的筒形回轉體零件比較適合利用M120×2mm螺紋特征進行定位裝夾[2]。
2.2 典型螺紋心軸工裝設計
典型螺紋心軸工裝如圖3所示。由自定心卡盤夾持,將筒形回轉體零件旋入典型螺紋心軸工裝,直至螺紋端面與軸向定位面充分接觸,尾部頂尖頂緊自制端蓋進行車削。
心軸是右旋螺紋,當車床主軸正轉時,車刀的受力方向恰好是螺紋的擰緊方向。這種受力狀況實現了車削過程中的自然夾緊,車刀受力越大,筒形回轉體零件的螺紋端面與軸向定位面接觸得越緊密,充分保證了157-.12mm尺寸的加工精度,克服了零件材料硬度較高、切削力較大所造成的轉圈打滑現象。
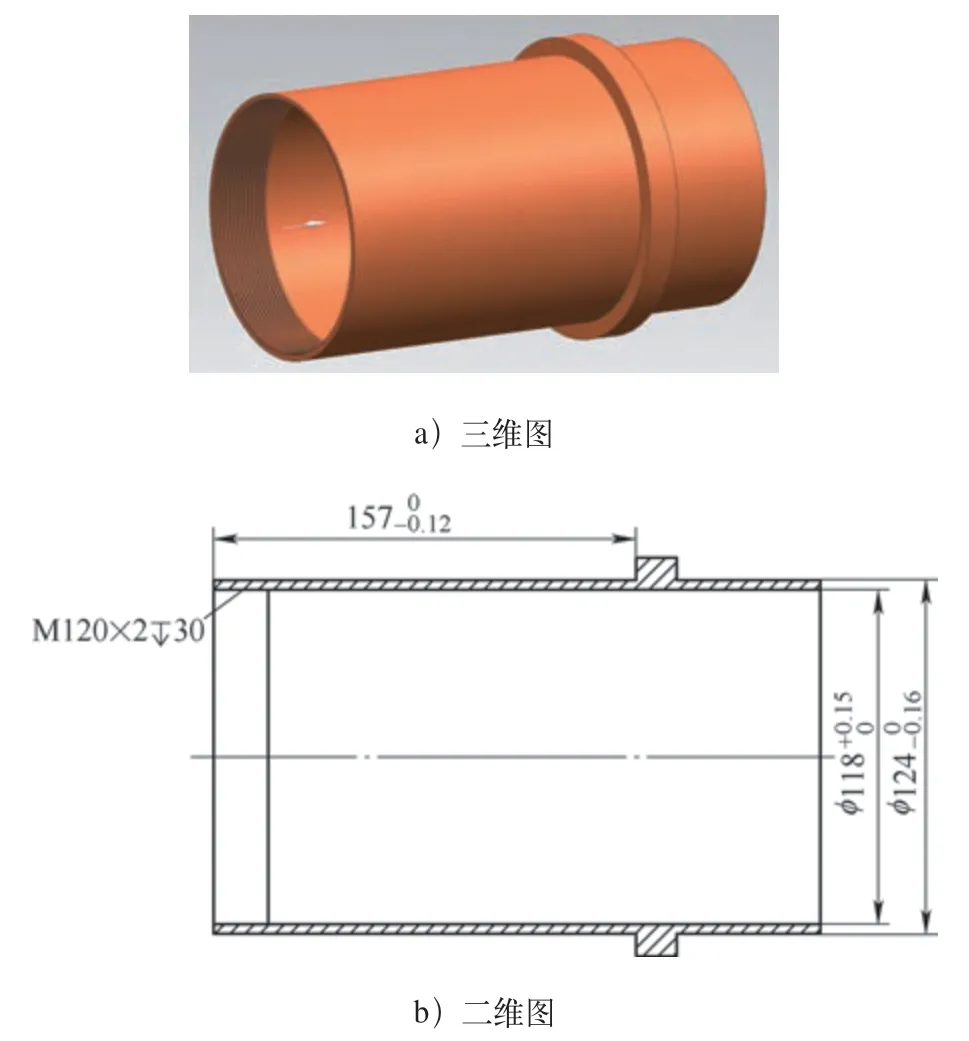
圖2 筒形回轉體零件
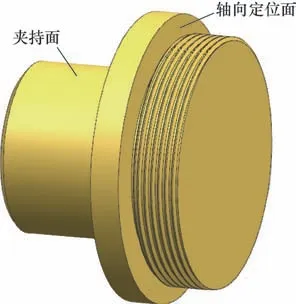
圖3 典型螺紋心軸工裝
車削完成后,由于筒形回轉體零件的螺紋端面與軸向定位面接觸非常緊密,且零件表面光滑,所以要把零件從螺紋心軸上拆卸下來非常困難。如果筒形回轉體零件的尺寸精度要求不高,可以采取管鉗+砂布的方法暴力拆卸,反之拆卸問題則成為了困擾批量車削的最棘手難題。
2.3 新型螺紋心軸工裝設計
如圖4所示,新型螺紋心軸工裝的設計思路是在典型螺紋心軸工裝的基礎上增加了心軸可拆卸螺扣,主要作用是幫助拆卸筒形回轉體零件。車削加工前將圖5所示的螺紋鎖緊蓋可拆卸螺母旋入新型螺紋心軸可拆卸螺扣,并擰緊至螺紋鎖緊蓋螺紋止口,與新型螺紋心軸螺紋止口緊密貼合,由自定心卡盤夾持,將筒形回轉體零件旋入新型螺紋心軸自夾緊螺紋,直至螺紋端面與螺紋鎖緊蓋軸向定位面充分接觸,尾部頂尖頂緊自制端蓋進行車削。
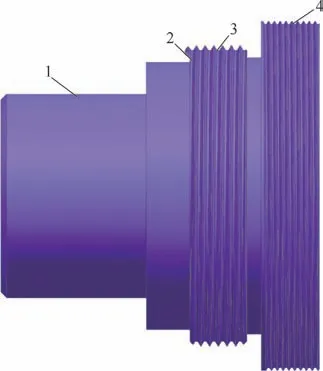
圖4 新型螺紋心軸
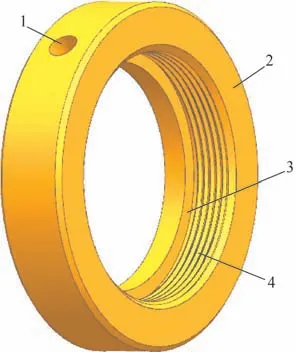
圖5 螺紋鎖緊蓋
由于螺紋鎖緊蓋螺紋止口與新型螺紋心軸螺紋止口的作用,保證了螺紋鎖緊蓋每次擰緊后,其軸向定位面都在一個固定不變的位置,充當了典型螺紋心軸螺紋端面的角色,起軸向定位作用,因此充分保證了157-.12mm尺寸的加工精度。
新型螺紋心軸的心軸可拆卸螺扣和螺紋鎖緊蓋的可拆卸螺母設計為左旋螺紋,當筒形回轉體零件旋入新型螺紋心軸工裝,其螺紋端面與螺紋鎖緊蓋軸向定位面充分接觸后繼續擰緊時,擰緊力的方向與左旋螺紋的旋轉方向相同,起到了在保證螺紋鎖緊蓋位置不變的基礎上越擰越緊的效果,保證了零件的穩定車削,如圖6所示。
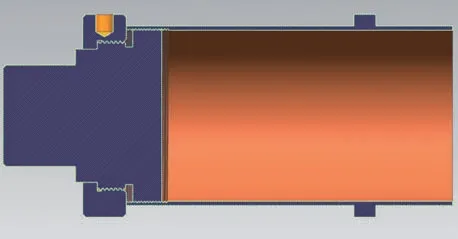
圖6 新型螺紋心軸工裝剖視
車削完成后,將扳手插入螺紋鎖緊蓋的扳手孔,松開螺紋鎖緊蓋,此時筒形回轉體零件螺紋端面不受力,可以輕松拆卸筒形回轉體零件。
2.4 任意尺寸螺紋夾緊裝置
如果生產中出現了數批不同螺紋直徑尺寸的筒形回轉體零件,就必須準備多個新型螺紋心軸工裝,并且反復地拆裝、找正和對刀,還會增加多次裝夾帶來的定位誤差,將會給生產帶來許多不必要的質量問題和進度問題。
如果將新型螺紋心軸改為圖7所示的錐度心軸,在錐度心軸上裝配圖8所示的不同螺紋尺寸的錐孔套,并用螺釘墊片緊固,由于錐度配合的重復定位精度極高[3],多次拆裝錐孔套并不會帶來重復裝夾誤差,所以圖9所示的任意尺寸螺紋夾緊裝置能夠很好地解決不同螺紋直徑尺寸的筒形回轉體零件的加工問題。
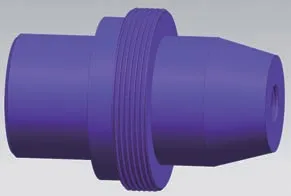
圖7 錐度心軸
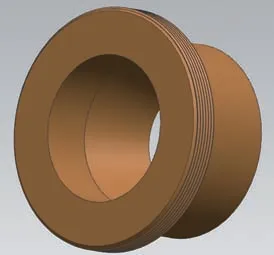
圖8 錐孔套
任意尺寸螺紋夾緊裝配原理如圖10所示。
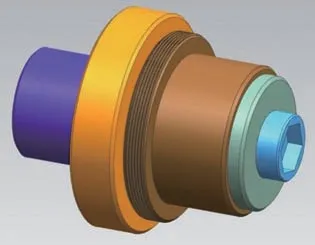
圖9 任意尺寸螺紋夾緊裝置
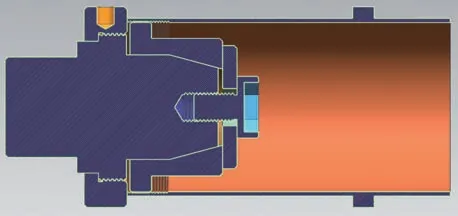
圖10 任意尺寸螺紋夾緊裝配原理
3 結束語
本文以實用性為主,通過循序漸進地介紹典型螺紋心軸工裝、新型螺紋心軸工裝以及任意尺寸螺紋夾緊裝置,充分展示了技能人員在生產制造中大巧不工的智慧。
筒形回轉體零件在生產制造過程中十分常見,如果遇到螺紋裝夾不方便拆卸零件的情況,可以借鑒本文介紹的方法稍微加以變通即可解決類似問題。
