一種三錐同步器錐環鍛造工藝改進的分析及驗證
2024-02-22 08:23:50孟俊陜西法士特齒輪有限責任公司
鍛造與沖壓 2024年1期
文/孟俊·陜西法士特齒輪有限責任公司
某三錐同步器錐環鍛造時不易充滿,且易粘上模,鍛件變形大,模具壽命較低,改進前鍛件外形九齒未鍛出,由后續機加銑出外部齒形,機加生產節奏慢,已無法滿足現有的生產計劃。通過鍛造工藝的改進及模具結構的優化,熱鍛直接鍛出外形九爪,降低生產成本,提高生產節奏,設計成形鐓粗臺,增加預鍛,改進上頂出結構,上下模增加阻尼槽,極大地改善鍛件充滿性,杜絕了鍛件粘上模現象的發生,通過模具整體改分體結構,提高模具硬度以及模具型腔表面增加離子滲氮,進而提高模具壽命。
近期,公司一種副箱三錐面同步器錐環(圖1)逐漸上量,以往生產基本每月五六百件,目前月需求量大幅度增加,現有的機加能力已無法滿足當前生產需求。通過鍛造工藝的改進及現場實例的分析驗證,鍛造直接鍛出外形九齒,極大地加快了機加工生產節拍,同時減少了原材料的消耗,降低了生產成本,在實際生產中取得了顯著成果。

圖1 副箱三錐面同步器錐環
該鍛件總厚20mm,外圓直徑為φ199mm,內孔直徑為φ130mm,并且還帶有三處凹槽非加工面,屬于形狀復雜系數較高的典型薄壁件,鍛造時其異形圓角處不易充滿,且終鍛鍛件易粘上模,頂出變形大,模具壽命較低,改進前鍛件外形九爪未鍛出,后續機加銑出外部齒形,單銑齒工序節拍16 分鐘/件,生產節奏慢,無法滿足現有的生產計劃。
鍛造工藝的改進及驗證
鍛造工藝的選擇
⑴第一種方案:熱切九齒。
保留原有的終鍛模具型腔不變,設計了一套帶導向定位鍵的彈性沖孔切邊模(圖2),在沖孔切邊工序直接熱切出外形九齒,熱切前后鍛件見圖3。現場驗證200 件后發現,鍛件平面度不穩定,九齒外圓尖角處變形不可控。當切邊鍛件溫度相對比較低時,熱切變形比較大,尤其是九個齒的齒尖極易拉變形,該過程不可控,存在一定的質量隱患,且耗料比較大,鍛件成本較大,此方案不可取。

圖2 熱切模具

圖3 熱切前后鍛件
⑵第二種方案:熱鍛九齒。
直接在終鍛模具型腔設計鍛出九齒,現場驗證200 件后發現,鍛件尺寸基本能保證,但現場實際生產時存在一系列的問題,無法進行連續性的保質保量的生產。由于上模型腔形狀較復雜,且該零件屬于形狀復雜系數較高的典型薄壁件,鍛件在非加工槽孔處極易存在充不滿的現象。鍛件易粘上模,上頂出不順,一半脫離型腔一半還在型腔里,導致鍛件變形較大,沖孔時鍛件放不進沖孔凹模內,造成生產中斷;鍛造模具壽命低,該件模具型腔的加工周期較長,生產需求量較大,模具生產已無法滿足現有的生產需求。
對比以上兩種方案,最終選擇方案二,并針對方案二的不足進行逐條分析及改進,結合現場生產驗證確定最終的生產方案。
鍛造工藝的改進及驗證
⑴針對充不滿的改進。
增加預鍛(圖4),結合DEFORM 模擬軟件,增加預鍛型腔,使坯料進行預分流,預鍛型腔不建議做成較復雜的異形型腔,生產驗證發現,終鍛時鍛件易發生折疊缺陷。該件內孔大,壁厚薄,預鍛型腔設計時將料鍛打成類似輾環件,盡可能將中間連皮多余的料排出去,終鍛時坯料在型腔內鐓粗充滿型腔,不要有劇烈的料的流向,同時要將預鍛型腔的過渡圓角盡可能設計的大一些。成形鐓粗臺、預鍛、終鍛下模設計定位槽,可保證坯料在模具型腔中的準確定位,避免料放偏,便于進一步鍛造成形,薄壁件極易發生料偏,一側充不滿的缺陷,保證終鍛時成形的飽滿性,無折疊等質量缺陷;在飛邊處加阻尼槽,起到阻止金屬流動,使金屬反充便于充滿非加工槽孔處,改進前后模具見圖5。

圖4 預鍛件
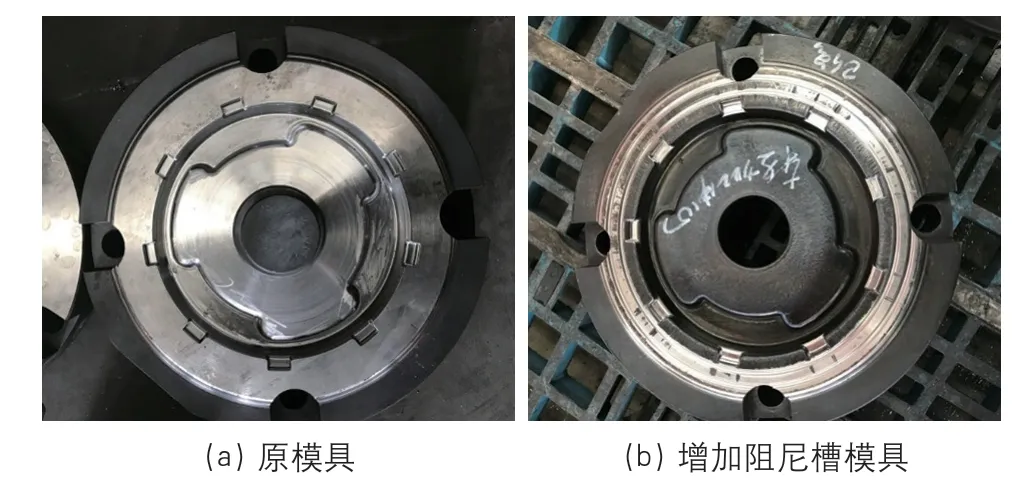
圖5 改進前后模具
上述工藝設計的改進,已完全解決鍛件不能充滿的質量缺陷。
⑵針對易粘上模、變形大的改進。
對原有的上頂桿結構進行改進,加大上頂桿頂出鍛件的接觸面積,由原有的φ40mm 加大至φ55mm,上頂出不順易粘上模導致的鍛件變形問題徹底解決,見圖6。
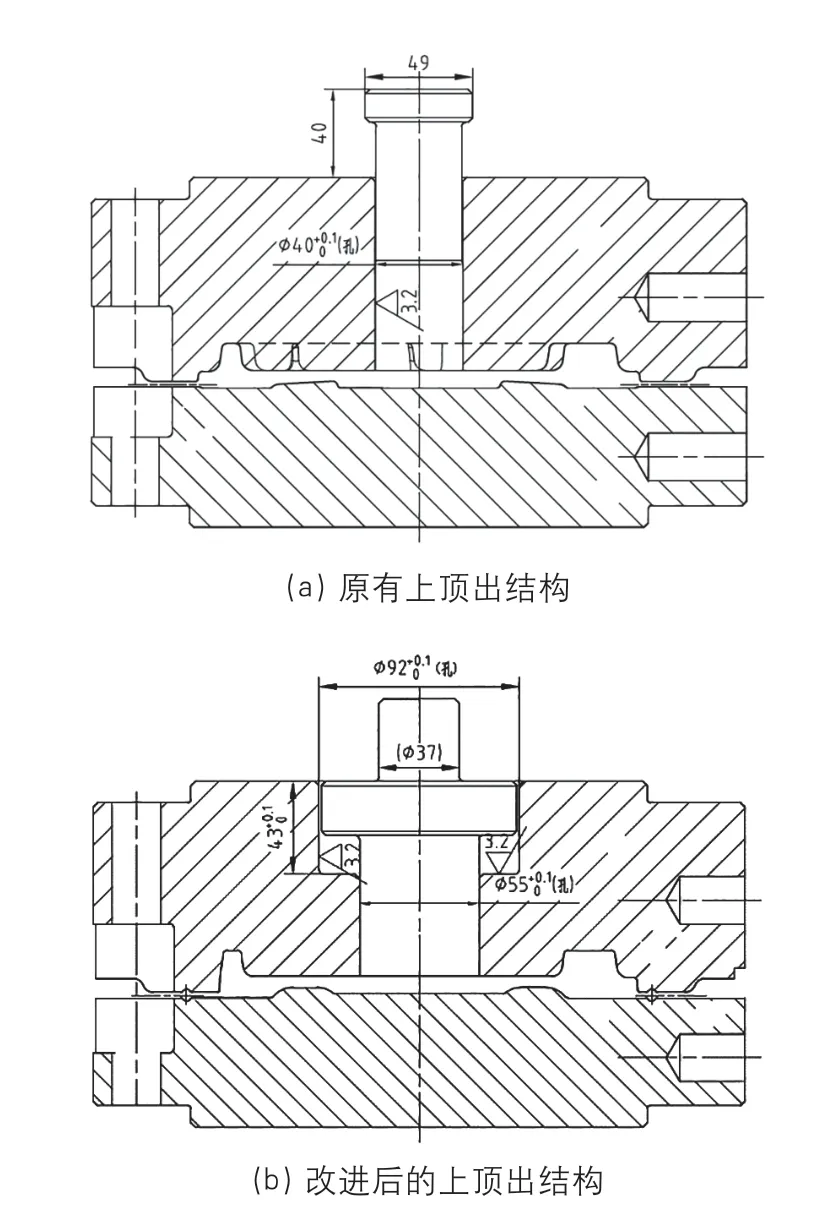
圖6 改進前后上頂出結構
⑶針對模具壽命低的改進。
將原有的整體模具從型腔易開裂處(圖7)改成分體結構,將外壓圈做成通用件,同時提高模芯硬度,現場生產驗證后發現,不僅解決了整體模具從壁厚較薄處易開裂的風險,同時提高了模具壽命;模具型腔表面增加離子滲氮,現場生產驗證后發現,模具壽命提高至原有的1.5 倍。

圖7 開裂模具
⑷批量化生產驗證。
按以上三處改進措施已批量化投放模具,現場已大批量生產十萬件以上,如圖8 所示,鍛件尺寸合格,無折疊、充不滿等鍛造缺陷;模具壽命良好。

圖8 鍛件圖
總結
⑴由于三錐同步器錐環需求量比較大,機加無法滿足現有的生產節奏。工藝改進后,直接鍛出外形九齒,機加工序節拍提高了兩倍,極大地提高了現有的生產能力。
⑵增加預鍛工步,成形鐓粗臺、預鍛模具、終鍛下模設計定位槽,可保證坯料在模具型腔中的準確定位,增加阻尼槽,增加了飛邊阻力,上述措施可有效保證鍛件充滿性。
⑶整體模具改為分體模具,提高模具硬度,模具型腔表面增加離子滲氮,模具壽命提高至原有的1.5 倍。
⑷以上措施提高了鍛件生產合格率,其設計理念可以應用到相同結構零件的鍛造成形設計中,具有一定的借鑒意義,實現形狀復雜系數較高的典型薄壁鍛件的批量化生產。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中華詩詞(2020年1期)2020-09-21 09:24:52
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中國軍轉民(2017年6期)2018-01-31 02:22:28
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
