基于遺傳算法的機器人激光熔覆工藝參數(shù)多目標優(yōu)化
2024-02-12 02:49:48常州工業(yè)職業(yè)技術(shù)學院江蘇省常州市213164李曉亮
石河子科技 2024年1期
(常州工業(yè)職業(yè)技術(shù)學院,江蘇省常州市,213164) 李曉亮
裝備部件的制造能力與性能標志國家工業(yè)競爭的實力,而工程構(gòu)件在服役過程中會因磨損而失效,嚴重影響裝備性能。據(jù)相關(guān)資料統(tǒng)計[1],世界上有1/3 能源的消耗形式來自磨損,而據(jù)中國工程院發(fā)布的摩擦學調(diào)查報告顯示,我國每年因磨損造成高達9 500 億元經(jīng)濟損失,總共占到GDP 的4.5%。大量失效部件廢棄不僅會產(chǎn)生嚴重資源浪費,還會危害生態(tài)環(huán)境。
增材制造是將材料逐層堆積制造出實體的新興技術(shù)[2],可滿足裝備部件維修、表面增強及整件制造的重大需求。我國能對報廢部件進行增材再制造,開發(fā)剩余價值,實現(xiàn)廢舊資源的回收利用,高度契合國家可持續(xù)發(fā)展戰(zhàn)略,助力建設(shè)工業(yè)制造強國。
1 激光熔覆技術(shù)與機器人激光熔覆系統(tǒng)
1.1 激光熔覆技術(shù)原理及工藝
目前再制造中常用的表面工程技術(shù)主要有熱噴涂、堆焊、等離子熔覆和激光熔覆等[3],與其他表面處理技術(shù)相比,激光熔覆技術(shù)有著熱影響區(qū)域較小,與基體結(jié)合程度較強,能量集中且熔覆層耐磨耐腐蝕性能較好,易于實現(xiàn)自動化以及環(huán)保等優(yōu)勢,從而提高構(gòu)件的整體性能與使用壽命,并且節(jié)約成本提高效率,是國家重點發(fā)展的維修與再制造技術(shù)。
激光熔覆工藝按照送粉方法分為兩種,一種是同步送粉法,其工藝流程是激光與送粉同時進行。其次是預(yù)置送粉法,其流程是先將粉體材料提前預(yù)置在基體表面處,隨后采用激光照射加熱使其高溫熔化,快速冷卻后在基體表面形成一層熔覆涂層,工藝方式如圖1所示。

圖1 激光熔覆送粉工藝示意圖
1.2 機器人激光熔覆系統(tǒng)
隨著激光熔覆技術(shù)與機器人技術(shù)的發(fā)展,激光加工機器人可滿足快速制造、快速修復(fù)等需求,機器人激光熔覆系統(tǒng)是由激光技術(shù)與機器人技術(shù)相結(jié)合的高度集成化系統(tǒng)。機器人激光熔覆系統(tǒng)包括了工業(yè)機器人、激光器、數(shù)據(jù)采集系統(tǒng)、數(shù)據(jù)處理系統(tǒng)、送粉系統(tǒng)等組成。
選擇六軸工業(yè)機器人是因為其有著較好的自由度,適用于很多復(fù)雜軌跡或者角度的熔覆工作,其次是編程方式的自由性,代替人工方式實現(xiàn)全自動化工作并且提高熔覆準確率,最后是功能強大且易于操作,可以實現(xiàn)熔覆路徑的精確調(diào)控。
2 遺傳算法與多目標參數(shù)優(yōu)化
2.1 遺傳算法基本原理
遺傳算法是模擬自然界中生物遺傳和進化過程而形成的一種適用于全局搜索的優(yōu)化方法[4]。遺傳算法首先確定好初始種群,通過遺傳中的復(fù)制、交叉、變異操作,進而產(chǎn)生了一次迭代,在不斷迭代進化的過程中,群體將會保留適應(yīng)度較好的個體,淘汰適應(yīng)度較差的個體,經(jīng)過多次迭代進化選擇到最佳個體,可以解決最優(yōu)化問題。
因此遺傳算法可以用來解決尋找最優(yōu)解的問題中,該算法具有較強的全局搜索能力,廣泛應(yīng)用于各個領(lǐng)域,可在多目標優(yōu)化問題中找到最佳方案,與傳統(tǒng)算法相比,遺傳算法不易陷入局部最優(yōu)解,可靠且穩(wěn)定。
2.2 多目標優(yōu)化理論分析
多目標優(yōu)化就是在參數(shù)優(yōu)化的過程中,有兩個或者兩個以上的目標需要同時進行優(yōu)化[5]。多目標優(yōu)化問題往往是普遍存在并且特別重要的,當解決問題時存在多個目標,如果試圖單獨改變其中某個目標參數(shù)會發(fā)現(xiàn),會有其他目標參數(shù)會隨之改變,并且多個目標之間時有沖突關(guān)系的。滿足各個約束條件下使得每個目標都可以達到最優(yōu),從而尋找到最優(yōu)解。
此處將采用綜合加權(quán)法將復(fù)雜的多目標問題轉(zhuǎn)化為單目標問題,將各個目標綜合到一起成為單目標,針對不同子目標的重要性來設(shè)置不同的權(quán)重比例,從而解決了量綱與量級上的差異。其數(shù)學模型為
其中fi(x),(i=1,2…,n)為待優(yōu)化的子目標,wi≥0,(i=1,2…,n)為各個優(yōu)化目標所占的權(quán)重系數(shù),綜合加權(quán)法原理并不復(fù)雜且更加易于實現(xiàn)。如何合理的分配各個子目標的權(quán)重比例成為此方法的重點。
3 機器人激光熔覆工藝參數(shù)多目標優(yōu)化
3.1 工藝參數(shù)選取與實驗?zāi)繕嗽O(shè)定
激光熔覆技術(shù)已經(jīng)廣泛應(yīng)用到零部件的修復(fù)與制造中,其過程是一個復(fù)雜的多參數(shù)耦合過程,因此部件維修、制造后產(chǎn)品的質(zhì)量影響著增材再制造整個產(chǎn)業(yè)的發(fā)展,而熔覆工藝參數(shù)對于熔覆層組織形貌與綜合性能的影響最為直接,所以工藝參數(shù)的合理化配置顯得尤為重要。
整個激光熔覆過程中,激光設(shè)備的參數(shù),基體與熔覆粉體材料的參數(shù),熔覆流程中的參數(shù)都會影響最終熔覆層的質(zhì)量與形貌。激光設(shè)備、基體材料、粉體材料首先會確定好,選擇激光功率、送粉速度、掃描速度這三個參數(shù)對熔覆層的質(zhì)量進行控制,將這三個參數(shù)作為研究變量,分析目標的影響。
熔覆層的質(zhì)量主要由熔覆層的外觀形貌來體現(xiàn),而熔覆層橫截面的幾何特性又與其外觀形貌密切相關(guān),熔覆層成形精度受其橫截面的寬度、高度影響,而熔覆層的深度影響著其稀釋率,稀釋率反應(yīng)了熔覆層與基體的結(jié)合程度。圖2為熔覆層橫截面圖,熔覆層寬度、高度、深度由W、H、h表示。
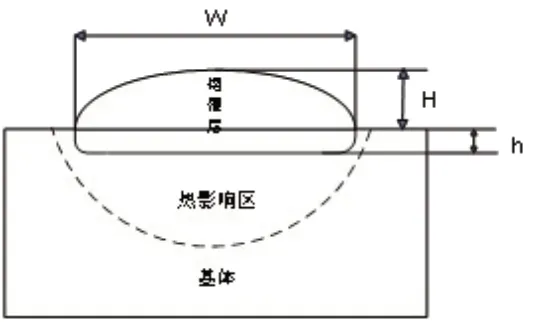
圖2 熔覆層橫截面示意圖
熔覆層橫截面的幾何特性反映了熔覆層的質(zhì)量,故選擇寬高比作為第一個優(yōu)化目標,寬高比公式為:
其中f1為寬高比,W為熔覆層的寬度,H為熔覆層的高度。要想使得熔覆層與基體的冶金結(jié)合程度變得更高,稀釋率需要更小,因此選擇稀釋率為第二個優(yōu)化目標,稀釋率公式為:
其中f2為稀釋率,H為熔覆層的高度,h 為熔覆層的深度。粉體的收集不僅僅影響熔覆的成本,也影響熔覆層的質(zhì)量,在熔覆過程中需要盡可能節(jié)約粉末,因此選擇粉末收集率為第三個優(yōu)化目標,其公式為:
其中f3為粉末收集率,M為粉末的總質(zhì)量,m為沒有被熔覆使用的粉末質(zhì)量。
3.2 工藝參數(shù)多因素實驗分析
選取了合適的工藝參數(shù)與優(yōu)化目標后,需要建立激光熔覆工藝參數(shù)多目標優(yōu)化數(shù)學模型[6]。為使綜合性能達到最佳,應(yīng)使寬高比盡量高、稀釋率盡量低、粉末收集率盡量高。其優(yōu)化數(shù)學模型如3-4所示:
其中A表示激光功率,B表示送分粉量,C表示掃描速度。選擇合適的約束條件使得各個子目標能夠約束在合適的參數(shù)范圍內(nèi),三個子目標的約束條件如3-5 所示;熔覆工藝參數(shù)的約束條件如3-6所示。
確定其綜合目標函數(shù)為F,以綜合目標函數(shù)的最小值為最優(yōu)解,需要使得三個子目標值都為最小,綜上采用綜合加權(quán)法將其轉(zhuǎn)變?yōu)閷δ繕撕瘮?shù)F的參數(shù)尋優(yōu)問題,該目標函數(shù)為:
W1,W2,W3為三個權(quán)重比例系數(shù),并且滿足公式W1+W2+W3=1,代表了三個子目標的重要程度,通過求解權(quán)重比例得出,三個權(quán)重系數(shù)分別為0.188,0.731,0.081,F(xiàn)為綜合目標函數(shù)。分析得出,目標函數(shù)F值越小,熔覆層質(zhì)量越高,最終其數(shù)學模型公式如下:
3.3 遺傳算法工藝參數(shù)優(yōu)化與驗證
基于遺傳算法對熔覆工藝參數(shù)進行數(shù)據(jù)優(yōu)化[7],其適應(yīng)度函數(shù)為綜合目標函數(shù)為F,為了使熔覆層性能達到最優(yōu),適應(yīng)度函數(shù)值應(yīng)當越小越好。其中遺傳算法參數(shù)設(shè)置如表1 所示,MATLAB 程序適應(yīng)度曲線如圖3所示。

表1 遺傳算法參數(shù)設(shè)置
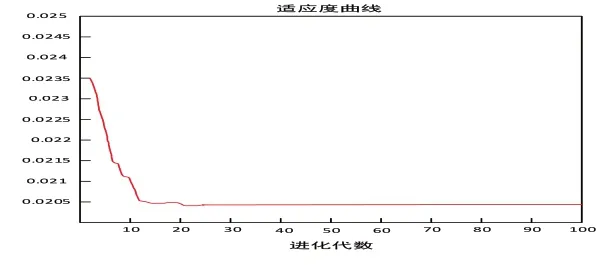
圖3 適應(yīng)度曲線圖
分析后可得出最佳個體的適應(yīng)度函數(shù)值為0.0203,熔覆工藝參數(shù)中激光功率、送粉量、掃描速度的最佳組合分別是1.5kw、47g/min、32mm/s,對應(yīng)的寬高比為10.922,稀釋率為9.67%、粉末收集率為0.581,綜合目標函數(shù)得到最小值,熔覆層性能最佳。
4 結(jié)語
機器人激光熔覆系統(tǒng)已經(jīng)廣泛應(yīng)用與各個裝備部件制造領(lǐng)域,裝備的服役條件愈發(fā)苛刻,精度要求越來越高,激光熔覆作為先進的再制造技術(shù),大大提高部件綜合性能,實現(xiàn)部件快速、精準、高質(zhì)量維修制造,同時解決資源浪費,實現(xiàn)廢舊資源再利用,助力國家建設(shè)工業(yè)強國。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
中學生數(shù)理化(高中版.高考數(shù)學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09