CO 冷卻對(duì)Ti(C,N)基金屬陶瓷切削性能的影響研究
2024-02-03 08:52:20楊文燕
信息記錄材料 2024年1期
楊文燕
(佳木斯大學(xué)材料科學(xué)與工程學(xué)院 黑龍江 佳木斯 154000)
0 引言
隨著制造業(yè)的快速發(fā)展,金屬陶瓷作為一種重要的工程材料,廣泛應(yīng)用于機(jī)械、電子、航空航天等領(lǐng)域,Ti(C,N)基金屬陶瓷是一種具有優(yōu)異性能的切削工具材料[1]。然而,其切削性能受到多種因素的影響,其中冷卻條件是重要因素之一。 在金屬切削加工過程中,切削、溫度升高,加速刀具磨損,降低切削速度和生產(chǎn)效率[2]。 同時(shí),切削熱還會(huì)導(dǎo)致工件表面燒傷、熱變形等缺陷,影響工件質(zhì)量和精度[3]。 因此,如何有效地將切削熱從切削區(qū)帶走,降低切削溫度,提高切削速度和生產(chǎn)效率,是金屬切削加工中需要解決的重要問題。 CO 冷卻是一種有效的冷卻方法,在金屬切削加工中得到了廣泛應(yīng)用[4]。 CO 冷卻可以提高工件的表面質(zhì)量,減少工件粗糙度,有利于后續(xù)加工和裝配。 然而,關(guān)于該方面研究較少,對(duì)其作用機(jī)制和影響規(guī)律的認(rèn)識(shí)還不夠深入,為此提出本次課題研究,為優(yōu)化金屬陶瓷切削加工工藝、提高生產(chǎn)效率和降低生產(chǎn)成本提供理論依據(jù)和實(shí)踐指導(dǎo)。
1 實(shí)驗(yàn)材料與方法
1.1 實(shí)驗(yàn)設(shè)備與材料
Ti(C,N)基金屬陶瓷原材料的C/N 原子比例主要為2 ∶5、3 ∶7、5 ∶5 以及7 ∶9 四種,由于C/N 原子比例會(huì)影響Ti(C,N)材料的性能,從而影響到Ti(C,N)基金屬陶瓷的性能,如果Ti(C,N)材料中碳的含量略高,則制備的Ti(C,N)基金屬陶瓷的韌度會(huì)高一些,如果Ti(C,N)材料中氮的含量略高一些,則制備的Ti(C,N)基金屬陶瓷硬度會(huì)高一些。 并且Ti(C,N)基金屬陶瓷在高速切削過程中,需要承受高溫、振動(dòng)、高壓以及高摩擦等因素影響,因此考慮到Ti(C,N)基金屬陶瓷需要具有良好的化學(xué)穩(wěn)定性以及較高的斷裂韌度,從Ti(C,N)基金屬陶瓷的綜合性能出發(fā),選擇Ti(C,N)原子比為5 ∶5,實(shí)驗(yàn)中Ti(C,N)基體粉末購于上海IYFA 科技有限公司,Ti(C,N)基體粉末平均粒度為1.25 μm,純度為99.99%[5]。 Ti(C,N)基體硬度為15.45 GPa,彈性模量為521 GPa,熱膨脹系數(shù)為8.61 K,泊松比為0.28[6]。 Ti(C,N)基金屬陶瓷原料粉末主要特性如表1 所示。

表1 原料粉末主要特性
如表1 所示,增強(qiáng)相TiB2采購自背景機(jī)械研究院,純度為99.99%,粉末平均粒度為1.45 μm;WC 粉末采購自天津化學(xué)材料科技有限公司,純度為99.99%,粉末平均粒度為1.25 μm;(W,Ti)C 粉末采購自南京水田材料科技有限公司,純度為99.99%,粉末平均粒度為1.05 μm;金屬相材料Ni 與Mo 分別采購自湖南金屬材料有限公司和山東金屬材料有限公司,微米Ni 和Mo 的純度均為99.99%,平均速度分別為0.15 μm、0.22 μm。 實(shí)驗(yàn)設(shè)備采用IYFAUIFA 型號(hào)車床。 實(shí)驗(yàn)中材料與設(shè)備均可以正常使用。
1.2 實(shí)驗(yàn)方法
按照48%Ti(C,N)基體%、10%WC、10%增強(qiáng)相TiB2、20(W,Ti)C、6Ni、6%Mo 的比例制備Ti(C,N)基金屬陶瓷材料,通過對(duì)不同原料粉體進(jìn)行單獨(dú)球磨,以防止粉體顆粒團(tuán)聚、分布不均等問題,采用JAZ103 電子天平對(duì)粉體進(jìn)行組分分配,并將粉體按一定比例放置于無水乙醇聚氨酯桶中,再添加碳化鎢粉體,球與料的質(zhì)量比例為8 ∶1,在球磨機(jī)上進(jìn)行連續(xù)球磨48 h。 將復(fù)合粉末在100 ~110 ℃的真空干燥箱中進(jìn)行干燥。 將該復(fù)合粉末經(jīng)100 目篩網(wǎng)過濾后,加入石墨模進(jìn)行燒結(jié)。 目前,Ti(C,N)金屬陶瓷的燒結(jié)溫度通常不高于1 300 ℃,其原因是高溫下Ti(C,N)分解、晶粒異常長大,導(dǎo)致Ti(C,N)金屬陶瓷機(jī)械性能下降。 然而,由于Ti(C,N)基金屬陶瓷的自擴(kuò)散系數(shù)比較低,燒結(jié)性差,需要在1 400 ℃以上進(jìn)行燒結(jié)。 本文從Ti(C,N)與Ti(C,N)基金屬陶瓷的燒結(jié)溫度兩個(gè)方面出發(fā),選擇1 350 ~1 455 ℃的燒結(jié)溫度作為實(shí)驗(yàn)條件。 本項(xiàng)目擬利用真空熱壓燒結(jié)技術(shù),利用真空環(huán)境下的負(fù)壓作用,將殘余氣體從顆粒間隙中抽離出來,并通過加壓燒結(jié),快速實(shí)現(xiàn)Ti(C,N)基金屬陶瓷材料的致密化。
在預(yù)壓壓力小于8 MPa 預(yù)壓縮條件下,選擇32 MPa燒結(jié)壓力。 保溫時(shí)間對(duì)燒結(jié)Ti(C,N)基金屬陶瓷的性能有很大的影響,如果保溫時(shí)間太短,燒結(jié)過程中會(huì)產(chǎn)生大量的孔隙,從而導(dǎo)致Ti(C,N)基金屬陶瓷的致密性降低;而如果保溫時(shí)間太長,則會(huì)導(dǎo)致材料的異常生長,從而導(dǎo)致材料內(nèi)部缺陷的產(chǎn)生,因此將保溫時(shí)間控制在30 min左右,燒結(jié)保溫結(jié)束后停止加壓,Ti(C,N)基金屬陶瓷材料隨爐冷卻。
Ti(C,N)基金屬陶瓷材料冷卻過程中通入CO 氣體[7]。 為了使實(shí)驗(yàn)數(shù)據(jù)具有一定的對(duì)比性,分別設(shè)計(jì)CO冷卻氣壓為0、1.5、2.5、3.5、4.5 kPa 五種工況,其中0 kPa CO 氣體為真空冷卻,其余為CO 冷卻。
利用以上五種工況下制備的Ti(C,N)基金屬陶瓷材料加工成規(guī)格為12.45 mm×12.45 mm×2.45 mm 刀片,Ti(C,N)基金屬陶瓷刀片的刀尖圓弧半徑為1.15 mm,刀片配合使用12.45 mm×12.45 mm×3.45 mm 墊片,以此組成標(biāo)準(zhǔn)型號(hào)刀片[8]。 將制備的Ti(C,N)基金屬陶瓷刀片在IYFAUIFA數(shù)控車床上進(jìn)行車削試驗(yàn),切削參數(shù)設(shè)置如表2 所示。

表2 Ti(C,N)基金屬陶瓷切削參數(shù)
每種Ti(C,N)基金屬陶瓷刀片車削60 min 后,采用IYFAHGAFJ 型號(hào)光學(xué)顯微鏡觀察并測(cè)量Ti(C,N)基金屬陶瓷刀面半切身位置的磨損量、粗糙度,并根據(jù)實(shí)驗(yàn)數(shù)據(jù)測(cè)算Ti(C,N)基金屬陶瓷刀片的軸向應(yīng)力,當(dāng)Ti(C,N)基金屬陶瓷刀具達(dá)到磨損標(biāo)準(zhǔn)為0.33 時(shí)停止切削。
2 實(shí)驗(yàn)結(jié)果討論
2.1 CO 冷卻對(duì)軸向應(yīng)力的影響規(guī)律
根據(jù)Ti(C,N)基金屬陶瓷切削數(shù)據(jù)統(tǒng)計(jì)不同CO 冷卻氣壓下Ti(C,N)基金屬陶瓷軸向應(yīng)力如圖1 所示。
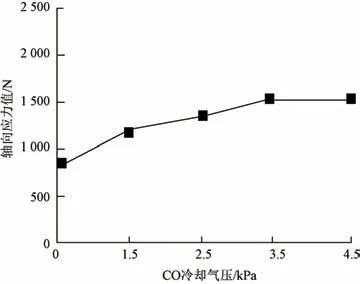
圖1 CO 冷卻對(duì)軸向應(yīng)力的影響
如圖1 所示,在CO 冷卻通入氣壓0~4.5 kPa 區(qū)間內(nèi),隨著CO 氣壓的增加,Ti(C,N)基金屬陶瓷軸向應(yīng)力逐漸增大,CO 氣壓為0 時(shí),Ti(C,N)基金屬陶瓷軸向應(yīng)力最小,說明相比于真空冷卻,CO 冷卻Ti(C,N)基金屬陶瓷軸向應(yīng)力更強(qiáng),切削性能越好。 在氣壓3.5 kPa~4.55 kPa 區(qū)間,切削軸向應(yīng)力上升不明顯,說明CO 冷卻氣壓在3.5 kPa 左右時(shí)切削軸向應(yīng)力最高,Ti(C,N)基金屬陶瓷切削性能最好。
2.2 CO 冷卻對(duì)表面粗糙度的影響規(guī)律
根據(jù)Ti(C,N)基金屬陶瓷切削數(shù)據(jù)統(tǒng)計(jì)不同CO 冷卻氣壓下Ti(C,N)基金屬陶瓷表面粗糙度如圖2 所示。
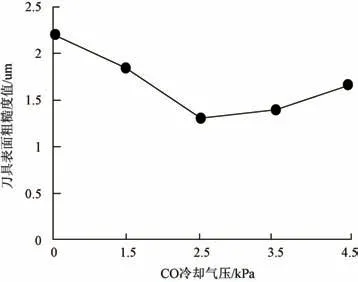
圖2 CO 冷卻對(duì)表面粗糙度的影響
從圖2 可以看出,CO 冷卻氣壓為0 時(shí),即真空冷卻情況下Ti(C,N)基金屬陶瓷刀具的表面粗糙度最大,隨著CO 冷卻氣壓的增加,Ti(C,N)基金屬陶瓷刀具的表面粗糙度開始逐漸降低,當(dāng)CO 冷卻氣壓在2.5 kPa 時(shí),Ti(C,N)基金屬陶瓷刀具表面粗糙度達(dá)到最低,在CO 冷卻氣壓在2.5 kPa~3.5 kPa 區(qū)間,刀具表面粗糙度緩慢上升。 刀具表面粗糙度越低,則說明刀具表面質(zhì)量越好,金屬陶瓷切削性能越好。
2.3 CO 冷卻對(duì)磨損量的影響規(guī)律
統(tǒng)計(jì)Ti(C,N)基金屬陶瓷刀具切削試驗(yàn)中刀具磨損量如表3 所示。

表3 CO 冷卻對(duì)磨損量的影響
從表3 中數(shù)據(jù)可以看出,在Ti(C,N)基金屬陶瓷切削測(cè)試中,CO 冷卻氣壓為0 時(shí),即真空冷卻情況下Ti(C,N)基金屬陶瓷刀具后刀面磨損量最大,隨著CO 冷卻氣壓的增加,Ti(C,N)基金屬陶瓷刀具后刀面磨損量開始逐漸降低,當(dāng)CO 冷卻氣壓在2.5 kPa~3.5 kPa 時(shí),Ti(C,N)基金屬陶瓷刀具后刀面磨損量達(dá)到最低,在0.5 ~0.6 mm 區(qū)間,均為金屬陶瓷刀具后刀面正常磨損。 在CO 冷卻氣壓超過3.5 kPa 時(shí),刀具后刀面磨損量緩慢上升。 刀具后刀面的磨損量越大,則表示刀具的使用壽命越短,刀具的切削性能越差。 刀具的磨損量直接關(guān)系到Ti(C,N)基金屬陶瓷刀具的使用壽命,磨損量越大,說明Ti(C,N)基金屬陶瓷刀具的使用壽命越短,刀具的切削性能也就越差,CO冷卻對(duì)刀具的切削性能的影響間接影響到了刀具的使用壽命,因此通過以上分析CO 冷卻對(duì)提高陶瓷刀具使用壽命和切削性能具有重要影響。
3 實(shí)驗(yàn)結(jié)論
通過以上實(shí)驗(yàn)結(jié)果可以得出:CO 冷卻對(duì)Ti(C,N)基金屬陶瓷的切削性能具有重要影響,CO 冷卻與真空冷卻相比,Ti(C,N)基金屬陶瓷軸向應(yīng)力更強(qiáng)、表面粗糙度更小,刀具后刀面的磨損量更小,Ti(C,N)基金屬陶瓷的切削性能更強(qiáng)。 并且隨著CO 冷卻氣壓的增加,Ti(C,N)基金屬陶瓷切削性能逐漸增強(qiáng),當(dāng)CO 冷卻氣壓在2.5 kPa~3.5 kPa 區(qū)間時(shí),Ti(C,N)基金屬陶瓷的軸向應(yīng)力最強(qiáng)、表面粗糙度最小,刀具后刀面的磨損量最小,金屬陶瓷的切削性能最佳。 因此,在實(shí)際Ti(C,N)基金屬陶瓷CO 冷卻過程中將CO 氣壓控制在2.5 kPa ~3.5 kPa,以此保證Ti(C,N)基金屬陶瓷具有良好的切削性能。
4 結(jié)語
綜上所述,隨著科技的不斷進(jìn)步,金屬陶瓷作為一種重要的工程材料,廣泛應(yīng)用于機(jī)械、電子、航空航天等領(lǐng)域。 Ti(C,N)基金屬陶瓷作為一種具有優(yōu)異性能的切削工具材料,因其具有高硬度、高耐磨性、高耐腐蝕性等優(yōu)點(diǎn),受到了廣泛關(guān)注。 然而,其切削性能受到多種因素的影響,其中冷卻條件是重要因素之一。 因此,本文通過實(shí)驗(yàn),發(fā)現(xiàn)CO 冷卻可以顯著提高Ti(C,N)基金屬陶瓷的切削性能。 在切削過程中,CO 冷卻可以有效地將切削熱從切削區(qū)帶走,提高切削軸向應(yīng)力,降低金屬陶瓷表面粗糙度,提升刀具表面光滑度,以及降低金屬陶瓷磨損量,提高刀具壽命,有利于后續(xù)加工和裝配。 此外,還發(fā)現(xiàn)CO 冷卻對(duì)Ti(C,N)基金屬陶瓷的硬度、韌性等力學(xué)性能也有一定影響。在相同的熱處理?xiàng)l件下,采用CO 冷卻的Ti(C,N)基金屬陶瓷的硬度略有提高,韌性有所降低。 這表明CO 冷卻對(duì)Ti(C,N)基金屬陶瓷的力學(xué)性能也有一定影響,但相對(duì)于切削性能的影響較小。
