汽車座椅一體式前靠背泡沫撕裂問題分析與優化
2024-01-30 08:27:28馬兆強王傳奇
模具工業 2024年1期
馬兆強, 王傳奇
(一汽-大眾汽車有限公司 青島分公司, 山東 青島 266000)
0 引 言
汽車座椅是汽車內飾的重要組成部分,其中泡沫對座椅支撐性和乘坐舒適度有著重要影響[1]。在一體式前靠背泡沫生產過程中,泡沫撕裂缺陷比較常見,對產品外觀有著不利影響。撕裂缺陷的形成因素較多[2],現通過對泡沫模具結構、脫模劑噴涂均勻性等方面進行分析,找出有效的解決方案。
1 產品結構及撕裂問題
以某車型一體式前靠背泡沫為研究對象,結構如圖1 所示,外形尺寸為899.6 mm×522.2 mm×271.0 mm,材質為聚氨酯高回彈軟泡,采用36 個工位4 組分發泡生產線實現冷模高壓澆注,泡沫為全MDI 體系(二苯基甲烷二異氰酸酯)。

圖1 一體式前靠背泡沫結構
一體式前靠背泡沫模具采用三板模設計,材質為ZL104 鋁合金,壁厚為15 mm。模具結構包括上模、中模、下模,如圖2(a)~(c)所示,產品在模內狀態如圖2(d)所示。

圖2 模具結構
一體式前靠背模具在清理后噴涂脫模劑,并擺放橫向鋼絲等內嵌件。鋼絲的擺放位置通過突起的鋼絲預埋板進行定位,鋼絲預埋板由突起的板筋結構組成,并在板筋表面鑲嵌了圓柱形磁塊,其尺寸為5 mm×20 mm,2 個磁塊在模具上組成1 個鋼絲吸附點,吸附點的數量取決于鋼絲的長度,一般每10 cm 設計1個吸附點,鋼絲通過磁塊的吸力固定在模具中。為防止鋼絲在模具中竄動,在模具鋼絲預埋板板筋端點設計了限位塊,尺寸為8 mm×25 mm,如圖3(a)所示。鋼絲擺放完成后模具合模,通過澆注系統進行化料澆注,化料在型腔內進行化學反應形成泡沫,泡沫在模具中狀態如圖3(b)所示。隨后模具打開,泡沫在中模帶動下與下模脫離,脫離過程如圖3(c)所示。
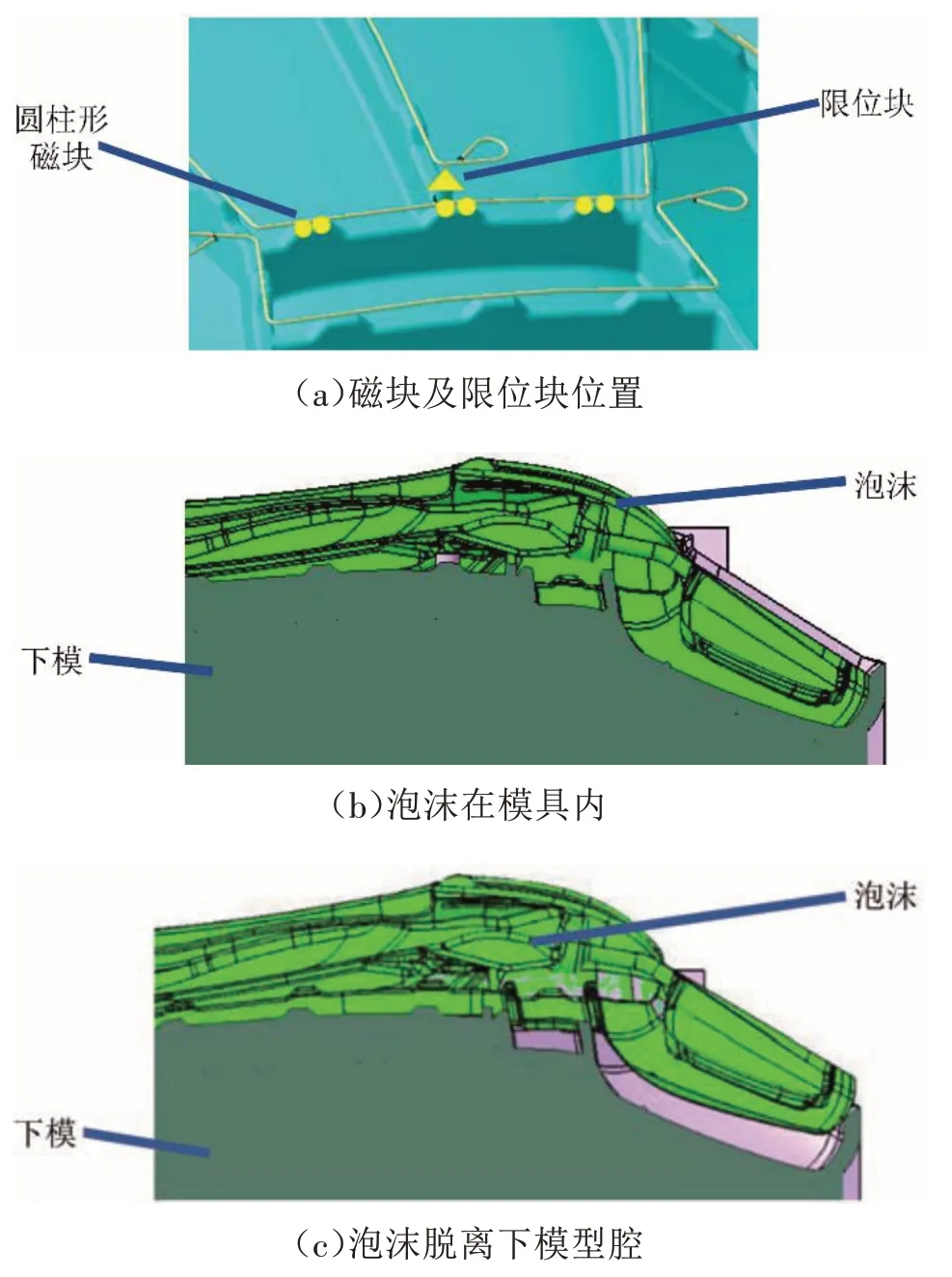
圖3 模具打開過程
一體式泡沫澆注、合模熟化完成后,由于其整體尺寸較大,模具打開時,受脫模力影響,泡沫會產生2 種撕裂缺陷,分別為泡沫橫向鋼絲處撕裂和泡沫肩部邊緣處撕裂,撕裂狀態如圖4所示。
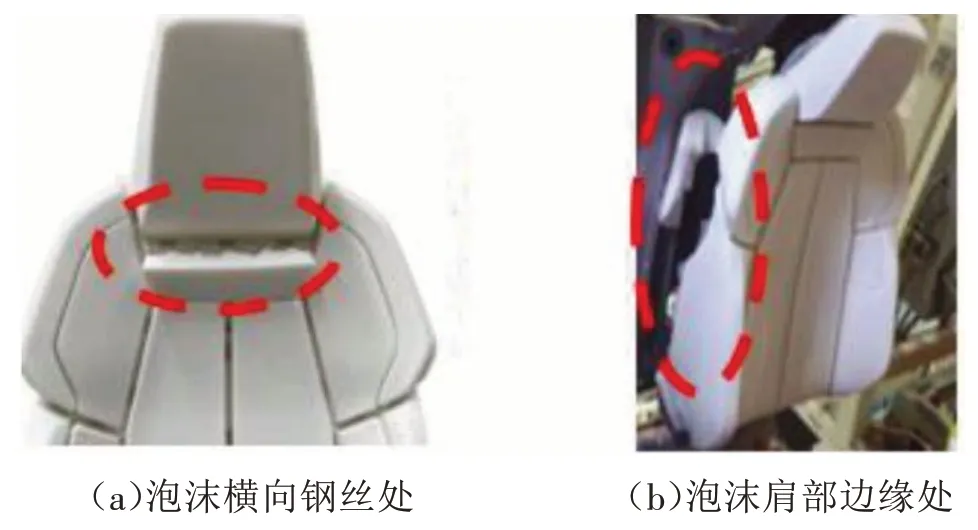
圖4 一體式前靠背泡沫撕裂缺陷
對泡沫撕裂缺陷進行統計,每周產量為4 000件,缺陷率如圖5所示。經計算,10周內一體式前靠背發泡的平均撕裂率為10.2%,泡沫的一次下線合格率較低,影響泡沫外觀質量。
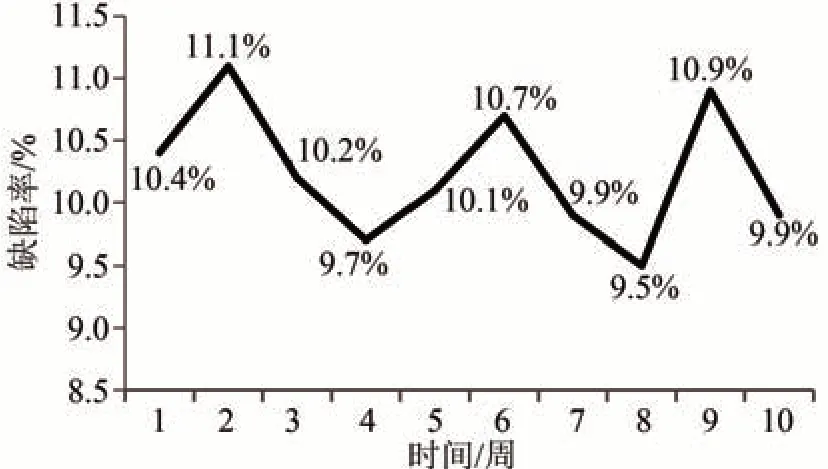
圖5 一體式前靠背泡沫撕裂缺陷率
2 原因分析
一體式前靠背泡沫在生產過程中,受模具橫向鋼絲預埋板板筋高度、分型結構、脫模劑噴涂均勻性等因素影響,會產生泡沫橫向鋼絲處和肩部邊緣處撕裂。
2.1 鋼絲預埋板板筋高度對泡沫橫向鋼絲處撕裂的影響
模具打開時,泡沫脫離型腔的過程中,橫向鋼絲與其對應位置的橫向鋼絲預埋板板筋存在摩擦,直至泡沫脫離下模為止,摩擦距離定義為鋼絲預埋板板筋高度。在此過程中,鋼絲預埋板板筋高度越高,其與泡沫摩擦的行程越大,開模阻力就越大[3],造成的泡沫撕裂程度越深。目前鋼絲預埋板板筋高度是30 mm,如圖6 所示,其相應位置處的橫向鋼絲處泡沫撕裂嚴重。
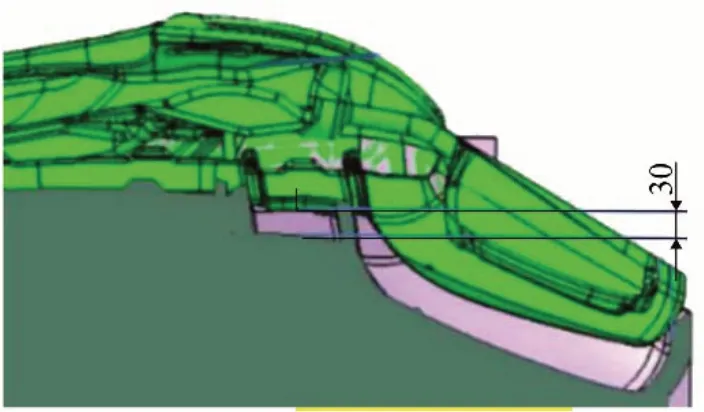
圖6 鋼絲預埋板板筋高度
2.2 模具分型結構對泡沫肩部邊緣處撕裂的影響
經對產品造型分析,并結合模內反應原理,充分考慮反應排氣效果、操作合理性后,確定一體式前靠背泡沫的分型結構如圖7 所示,虛線以上部分為模具下模,虛線以下部分為模具中模,虛線為模具下模和中模的分型面。
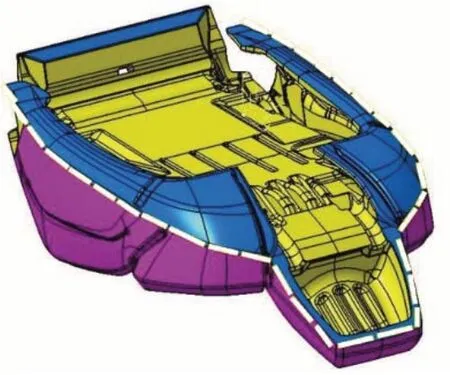
圖7 泡沫分型結構
一體式前靠背泡沫A、B 面如圖8 所示,在泡沫成型過程中,B 面會在中模背面包裹中模,依靠摩擦力將泡沫整體帶起,并隨中模同步打開,達到脫模效果。在分型結構中,B 面表面積占比影響泡沫開模隨動性。B 面表面積占比越小,泡沫與中模包裹摩擦力越小,其與中模隨動性越差,易造成肩部邊緣位置的撕裂。
經測量,一體式前靠背B 面表面積為0.157 m2,A 面表面積為0.885 m2。對開模隨動性有直接影響的B 面表面積占整體泡沫比例僅為15.1%,占比偏小,所以在模具打開過程中,一體式前靠背泡沫與模具的隨動性降低,導致泡沫肩部邊緣處撕裂頻發。
2.3 脫模劑噴涂均勻性對撕裂的影響
脫模劑是多種物質乳化調配而成的混合物,主要成分是微晶蠟及其有機載體,其作用是通過霧化噴涂,蠟質成分在模具零件表面與產品表面之間形成脫模層,能更有效地幫助產品與模具脫離[4]。目前脫模劑通過重力自流方式供料,采用人工靜電噴槍噴涂,噴涂方式如圖9所示。

圖9 脫模劑噴涂
該噴涂方式的缺點如下:①重力自流方式無法保證靜電噴槍的噴涂量,重力較大時,即使采用同一噴槍,噴涂量也會增加;重力較小時噴涂量會變小,此模式下噴涂流量波動大,噴涂一致性不可靠;②人工噴涂雖然可實現噴涂軌跡靈活控制,但由于速度無法控制,會導致模具零件表面局部位置附著過多或過少,無法保證模具零件表面脫模劑噴涂的均勻性。
綜上所述,即使不考慮模具造型及設計因素,脫模劑噴涂均勻性不佳或噴涂量過少時,在開模過程中也會造成橫向鋼絲處、肩部邊緣處撕裂。但當脫模劑噴涂量過多時,會造成泡沫表面產生蜂窩狀燒泡。
3 優化措施
3.1 模具橫向鋼絲處預埋板板筋高度優化
由以上分析可知,模具橫向鋼絲預埋板板筋高度越高,其與泡沫摩擦造成的泡沫撕裂程度越深。因此,在模具設計時應盡量降低內部2 根橫向鋼絲處的模具鋼絲預埋板板筋高度,以便緩解開模時泡沫與模具鋼絲預埋板板筋的摩擦干涉,降低開模阻力。經驗證,合理的橫向鋼絲預埋板板筋高度應該由目前30 mm更改為24~27 mm,模具優化后如圖10所示。

圖10 橫向鋼絲預埋板板筋高度優化后狀態
3.2 模具增加開模輔助機構
由于一體式前靠背泡沫B 面表面積占比小,不利于開模隨動。為改善開模隨動性,緩解泡沫肩部處撕裂,在原有中模的基礎上增加開模短柱和魔術貼等開模輔助機構。
3.2.1 中模增加開模短柱
在模具打開過程中,由于泡沫B面預留不足,導致其與中模隨動性差,易產生因位移不同步而造成肩部撕裂。在中模頭枕下方左右側增加2 個φ8 mm的開模輔助短柱,短柱外露長度為20 mm。短柱在發泡過程中,被泡沫包裹。在開模過程中可更好帶動泡沫隨中模移動,避免開模不同步造成的肩部撕裂。短柱結構如圖11方框所示。
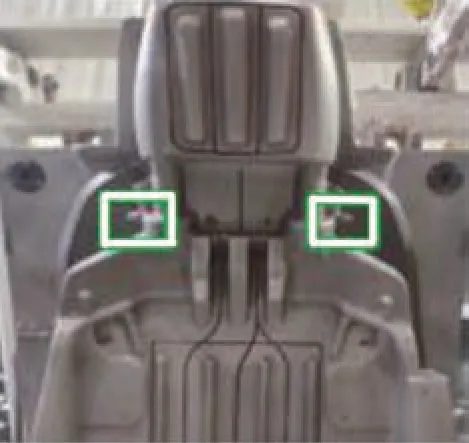
圖11 中模增加開模輔助短柱
3.2.2 中模增加魔術貼
增加輔助短柱后,泡沫肩部撕裂雖有緩解,但仍有撕裂幾率。為增加開模隨動性,在中模上粘貼一種長條形、單面貼膠的魔術貼,長度為20 cm。魔術貼的勾面能與前靠泡沫B 面無紡布粘合,增加模具打開時產品與中模的隨動性,更好地帶動泡沫隨中模移動,降低了肩部撕裂率。魔術貼及粘貼位置如圖12所示。
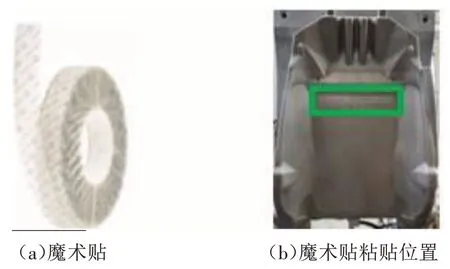
圖12 中模粘貼魔術貼
3.3 新增脫模劑自動噴涂設備
為避免脫模劑噴涂不均勻,設計安裝了自動噴涂設備,其原理是使用恒壓、恒液位儲罐裝置,實現恒定流量輸出,針對不同模具編輯固定噴涂軌跡,實現自動噴涂。模具上、下模各設置4把噴槍,噴槍口徑為φ1.5 mm,噴涂流量數顯控制在(35~40)g/min,編輯適應軌跡。以上措施可保證發泡各型腔均能被脫模劑均勻噴涂,脫模劑自動噴涂系統如圖13所示。

圖13 脫模劑自動噴涂系統
4 措施驗證
經模具鋼絲預埋板板筋高度優化、增加開模輔助機構、增加脫模劑自動噴涂系統等措施后,一體式前靠背泡沫產品外觀質量改善顯著,生產的實物如圖14所示,改善后在模具內成型的產品狀態更加飽滿,生產線操作工更容易從模具內取出產品,泡沫表面更圓順完整,撕裂缺陷率大幅降低。對泡沫撕裂缺陷進行統計,每周產量為4 000 件,缺陷率如圖15所示。經計算,10周內一體式前靠背發泡的平均撕裂率在2.0%及以下,平均缺陷率低于10%的行業水平。
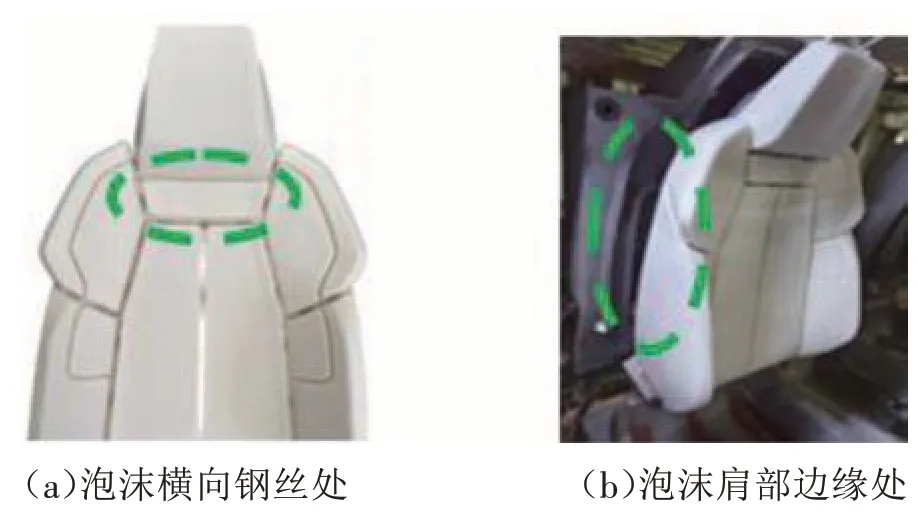
圖14 一體式前靠背泡沫撕裂缺陷優化后狀態

圖15 優化后一體式前靠背泡沫撕裂缺陷率
5 結束語
對一體式前靠背泡沫撕裂問題進行研究,通過優化模具橫向鋼絲預埋板板筋高度、增加開模輔助機構、新增脫模劑自動噴涂設備等措施,開模干涉得到優化、開模隨動性得以改善、脫模劑噴涂一致性得到保證,撕裂率由10.2%降至2.0%以下,平均缺陷率低于10%的行業水平,產品外觀質量提升顯著。發泡撕裂原理的分析、改善得到的經驗,對新項目泡沫模具設計開發及泡沫類似缺陷的優化具有借鑒意義。
