殼牌氣化爐合成氣冷卻器水冷壁和蒸發(fā)器優(yōu)化
2024-01-29 13:13:44余孝勇
云南化工 2024年1期
關(guān)鍵詞:焊縫
余孝勇
(云南大為制氨有限公司,云南 沾益 655338)
1 殼牌氣化爐工藝流程
煤粉通過(guò)加壓輸送單元在一定壓力下被送到氣化爐燒嘴處,煤粉在 4 MPa、1500 ℃ 左右的氣化爐中,和氧氣、蒸汽進(jìn)行充分燃燒,從而分別生成合成氣和灰渣、飛灰等。合成氣從氧化段頂部流出,在激冷段與 200 ℃ 左右的合成氣進(jìn)行激冷,將溫度降至 900 ℃ 左右,隨后經(jīng)過(guò)輸氣管、氣體回流室,到達(dá)合成氣冷卻器,合成氣在合成氣冷卻器中溫度繼續(xù)降低至 350 ℃ 左右,最后從合成氣冷卻器底部流出[1]。
2 合成氣冷卻器水冷壁、蒸發(fā)器簡(jiǎn)介
合成氣冷卻器的外部圓筒是一個(gè)由管—翅—管結(jié)構(gòu)構(gòu)成[2]的中壓蒸發(fā)器,與氣體返回室圓筒壁的直徑相同。管壁分布延伸到合成氣冷卻器的整個(gè)長(zhǎng)度,保護(hù)著壓力容器不受高溫的影響。在此環(huán)形通道內(nèi),布置了上、中、下三段蒸發(fā)器[3],上段蒸發(fā)器均由6圈同軸盤管筒組成,中、下段蒸發(fā)器由5圈同軸盤管筒組成,下蒸發(fā)器管筒由兩級(jí)組成,中間用直管過(guò)渡。所有盤管筒用φ48.3×8管子盤繞組成,每個(gè)盤管筒長(zhǎng)度從里到外按 240 mm 逐步縮短。柱形空間上部設(shè)置隔板封堵,如圖1所示。
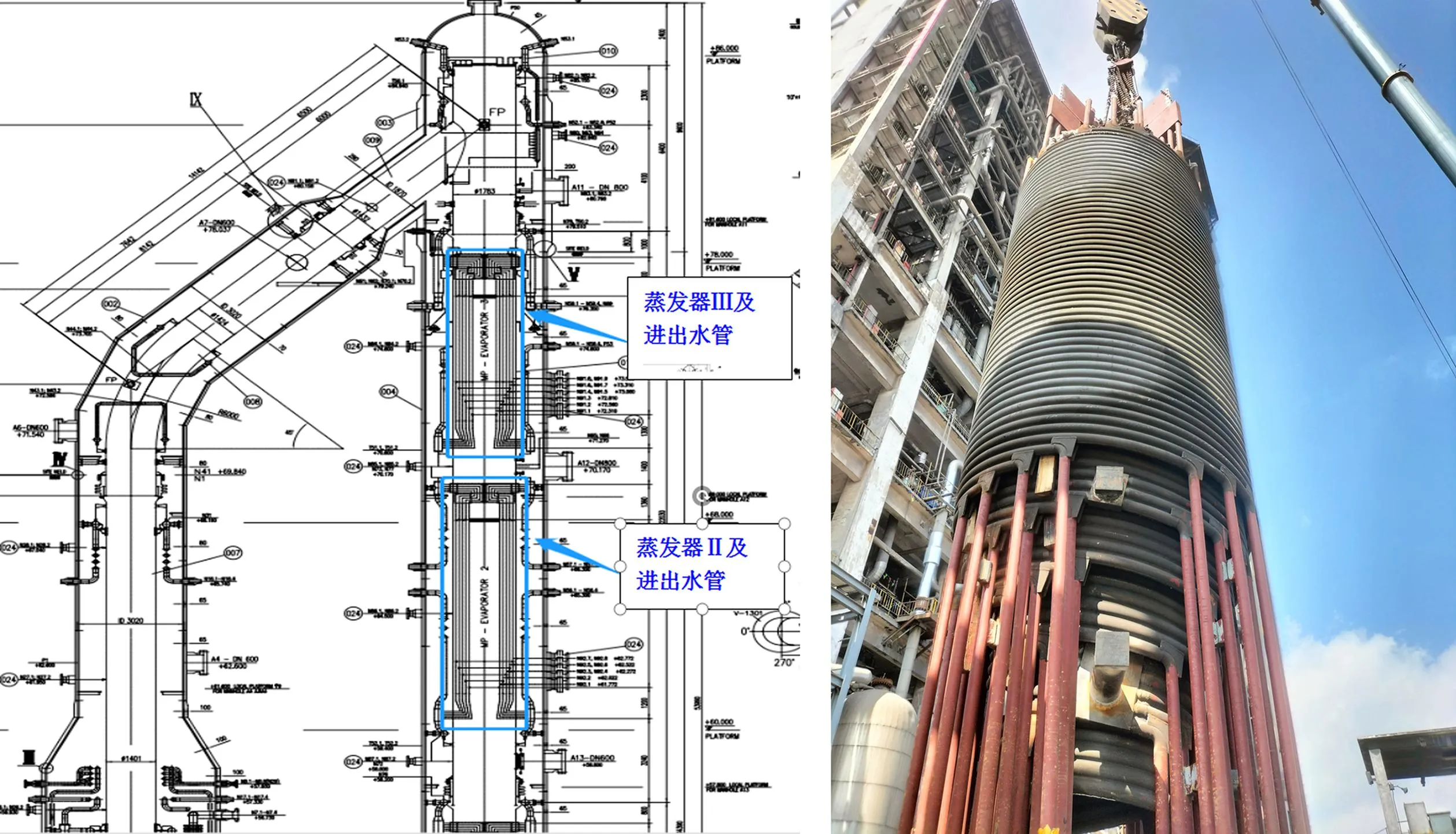
圖1 蒸發(fā)器結(jié)構(gòu)位置圖
3 合成氣冷卻器部件更換原因
合成氣冷卻器水冷壁,蒸發(fā)器Ⅱ、Ⅲ螺旋盤管這兩部件長(zhǎng)期在高溫、粉塵顆粒的環(huán)境下運(yùn)行[4],導(dǎo)致水冷壁及蒸發(fā)器螺旋盤管磨蝕、沖刷嚴(yán)重,減薄超過(guò)設(shè)計(jì)值(設(shè)計(jì)磨蝕速率約 0.25 mm/a、至今應(yīng)剩余壁厚 5 mm;實(shí)際磨蝕速率約 0.5 mm/a、2021年8月系統(tǒng)停車檢測(cè)壁厚基本值約0.9~3.3 mm,安全壁厚為 2.1 mm)。近年來(lái),蒸發(fā)器Ⅲ每年都發(fā)生泄漏,泄漏頻次逐年增加。因檢修空間狹窄、維修難度大,造成每次檢修時(shí)間長(zhǎng),且維修費(fèi)用較高。
4 更換內(nèi)容
根據(jù)現(xiàn)場(chǎng)實(shí)際情況,擬采用將氣體返回室封頭從原焊縫處用火焰切割方式割除(見(jiàn)圖2),封頭材質(zhì)為 SA-387-GR 11-CL2,切割位置:原焊縫中間位置,壁厚:45 mm。再依次割除蒸發(fā)器 Ⅲ、Ⅱ 與水冷壁各連接點(diǎn),利用大型吊車將舊蒸發(fā)器吊出,將新蒸發(fā)器吊入安裝恢復(fù),最后恢復(fù)氣體返回室封頭。

圖2 封頭切割位置圖
因公司需對(duì)蒸發(fā)器周圍水冷壁管進(jìn)行技術(shù)噴涂,上述更換,計(jì)劃 31.5 d,為縮短更換時(shí)間,需對(duì)更換工藝進(jìn)行優(yōu)化。
4.1 封頭切割優(yōu)化
1)為便于封頭切割,需將內(nèi)部龜甲網(wǎng)切除。原方案要求將焊縫上下各 600 mm 范圍內(nèi)的龜甲網(wǎng)拆除。
2)為監(jiān)測(cè)切割位置,在環(huán)型焊縫中間位置一共鉆 4 個(gè)φ5 mm 通孔,均布。應(yīng)保證 4 個(gè)孔位于焊縫內(nèi)外側(cè)中間位置。為確保起始點(diǎn)切割質(zhì)量,其中有一個(gè)孔必須在切割起始點(diǎn)。
通過(guò)優(yōu)化,龜甲網(wǎng)拆除分兩步實(shí)施。第一步,拆除焊縫上下各 70 mm 龜甲網(wǎng)(見(jiàn)圖3)。由于火焰切割,待封頭切割吊移,不影響其余內(nèi)部施工。第二步,拆除另外各 330 mm 范圍內(nèi)的龜甲網(wǎng)。

圖3 封頭打孔及龜甲網(wǎng)切割圖
監(jiān)測(cè)焊縫切割位置由4個(gè)孔φ5 mm 通孔優(yōu)化為2個(gè)φ5 mm 通孔,布置于0°位置和180°位置。0°位置作為切割起始點(diǎn),便于火焰加熱切割時(shí)內(nèi)外溫度均勻。利用高壓切割氧的能量把熔化金屬吹掉,避免表面局部受熱產(chǎn)生弧坑。180°孔用于中途更換氣瓶,再次進(jìn)行切割。
4.2 蒸發(fā)器拆除優(yōu)化方法
1)割除蒸發(fā)器Ⅱ前,提前拆除關(guān)聯(lián)振打器。蒸發(fā)器Ⅲ盤管振打器一共9臺(tái),蒸發(fā)器Ⅱ盤管振打器一共8臺(tái)。
2)為確保蒸發(fā)器Ⅲ、 蒸發(fā)器Ⅱ拆除后,水冷壁不發(fā)生變形及位移,特別是蒸發(fā)器十字架水冷壁鍛板,方便新蒸發(fā)器安裝,蒸發(fā)器拆除前應(yīng)采取加固措施 (將滑動(dòng)支架全部固定焊牢,使其不能滑動(dòng)和位移)。
3)該設(shè)備施工時(shí)存在立體交叉作業(yè),為保證施工人員人身安全,在每一個(gè)作業(yè)區(qū)域做好隔斷。蒸發(fā)器盤管上部采用硅酸鋁棉壓緊壓實(shí)隔斷,環(huán)隙內(nèi)采用 3 mm 后鋼板進(jìn)行隔斷(見(jiàn)圖4)。

圖4 隔斷安裝圖
4)為保持盤管進(jìn)出水管原設(shè)計(jì)結(jié)構(gòu)形式不變,恢復(fù)時(shí)按原設(shè)計(jì)形式進(jìn)行恢復(fù)。因環(huán)隙管道再利用,需做好標(biāo)識(shí),以免恢復(fù)時(shí)裝錯(cuò)。及時(shí)進(jìn)行坡口加工,加工后及時(shí)封堵。爐膛內(nèi)更換為新管,對(duì)管口封堵后采用破壞性拆除,水冷壁鍛板端在靠近鍛板的根部切斷,另一端根據(jù)實(shí)際情況在恢復(fù)時(shí)易于焊接的位置切割(見(jiàn)圖5)。
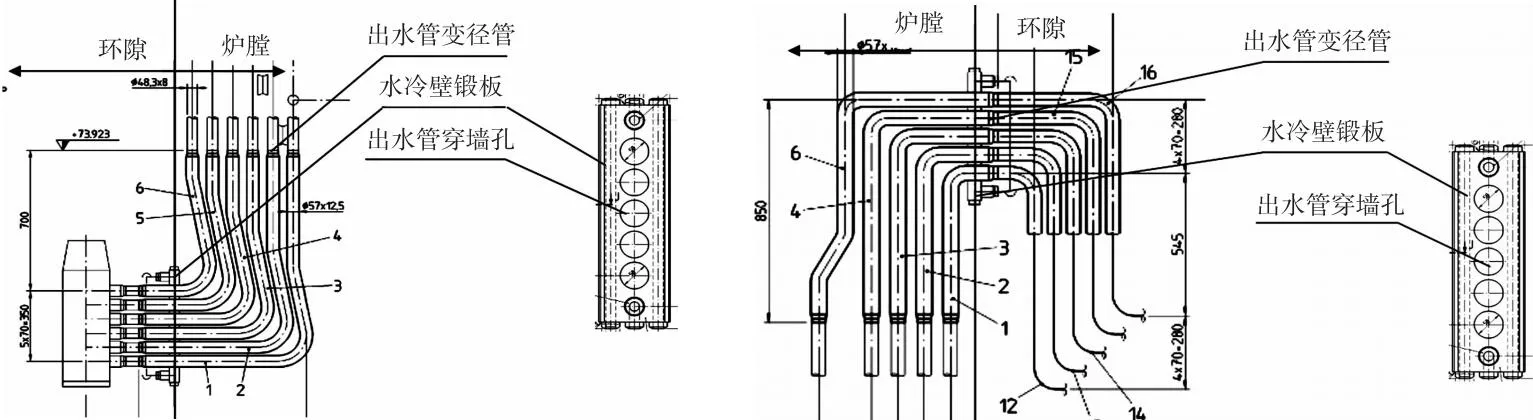
圖5 進(jìn)出水管示意圖
5)新蒸發(fā)器及再利用進(jìn)出管道提前進(jìn)行坡口,采用管道坡口機(jī)加工備用。
4.3 水冷壁管更換優(yōu)化
考慮水冷壁管承重,傳統(tǒng)更換方式采用小于35根時(shí)整片切除。為保證水冷壁管筒體圓柱度,安裝模具后一根根單獨(dú)恢復(fù)(見(jiàn)圖6)。恢復(fù)完成后對(duì)接管焊縫進(jìn)行100%PT滲透檢測(cè),Ⅰ級(jí)合格后進(jìn)行密封翅片的焊接,密封翅片共4道密封焊。如要對(duì)整圈水冷壁管更換,需分4次進(jìn)行。

圖6 水冷壁管安裝圖
在未停車時(shí)提前制作水冷壁筒體,進(jìn)行整片安裝,減小設(shè)備內(nèi)密封焊焊接時(shí)間。在制作時(shí)最大程度減小筒體變形,保證公差要求應(yīng)采取如下方法:
1)根據(jù)更換長(zhǎng)度制作支撐圈,將38×8管道穿入支撐圈內(nèi)。2)采用紅外找正儀對(duì)筒體進(jìn)行同軸度找正,找正后進(jìn)行加固。3)密封焊焊接時(shí)采用交叉間斷焊接,焊接長(zhǎng)度<200 mm;筒體兩端各留有 150 mm 長(zhǎng),便于坡口加工及對(duì)口焊縫焊接。4)焊接完成后進(jìn)行整體熱處理,減小應(yīng)力。5)熱處理過(guò)程中采用直筒吊裝方式進(jìn)行熱處理(見(jiàn)圖7)。

圖7 水冷壁筒體制作安裝示意圖
5 效果
22天完成蒸發(fā)器的更換、封頭的焊接、熱處理及無(wú)損檢測(cè),共計(jì)完成1592道對(duì)口焊縫焊接、244道 1790 m 長(zhǎng)密封焊,較計(jì)劃提前 9.5 d,降低了檢修成本,為我公司煤氣化裝置提前投產(chǎn)創(chuàng)造條件。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
