電爆噴涂FeCoCrNiAlx高熵合金涂層的形成機制與性能
2024-01-25 12:55:24閆維亮魏玉鵬
材料工程 2024年1期
閆維亮,周 輝,2*,朱 亮,2*,魏玉鵬,2
(1 蘭州理工大學 材料科學與工程學院,蘭州 730050;2 蘭州理工大學省部共建有色金屬先進加工與再利用國家重點實驗室,蘭州 730050)
高熵合金是近年來發展起來的新型合金,因其全新的設計理念、獨特的組織結構和高強度、高硬度、優異的耐磨性和耐蝕性等特點,在新合金領域引起了廣泛關注[1-2]。塊狀高熵合金受成本、尺寸及形狀的影響,限制了其工程應用[3]。將高熵合金制備成涂層進行表面改性,既能發揮其特有的性能,又能降低成本,節約稀有材料的消耗。目前,激光熔覆[4-5]、等離子噴涂[6]和磁控濺射[7]是高熵合金涂層常用的制備方法。激光熔覆能量密度高,應用較廣泛[8];等離子噴涂沉積速率快[9];磁控濺射厚度可控[10]。這些制備方法存在以下局限性:(1)原混合粉末需要長時間球磨形成高熵合金粉體,然后再制備成涂層,降低效率;(2)能量熱輸入較大,冷卻速度較慢,易形成脆性金屬間化合物,導致材料性能惡化;(3)設備復雜,制備成本高。電爆噴涂是制備高熵合金涂層的一種新方法[11]。它是通過高電壓對混合均勻的粉末脈沖放電,瞬時大電流將其加熱熔化并合金化,然后發生爆炸,產生的高溫粒子伴隨沖擊波噴射到基體表面形成涂層[12-13]。該方法具有以下特點:(1)在制備涂層前將多種粉末混合均勻即可,無須球磨成高熵合金粉體;(2)電爆噴涂過程時間極短,僅需10 μs 左右[14],凝固速度快,有利于擴大固溶度及BCC 或FCC 固溶體形成,抑制脆性金屬間化合物產生;(3)其熱能是由瞬間高功率脈沖電能通過歐姆加熱的形式轉化而來,可根據電壓大小來調控噴涂材料所需的能量,常用于高熔點材料,如鉭、鉬、鎢等[15-16];(4)噴射粒子在沖擊波的作用下獲得的速度很快,可達2000~5000 m/s,結合強度高[17];(5)厚度可控,裝置簡單,成本低。
本工作采用電爆噴涂技術在TC4 鈦合金表面制備FeCoCrNiAlx高熵合金涂層,分析Al 元素含量對涂層物相結構、表面形貌、結合界面、顯微硬度以及耐磨性的影響,探究涂層的磨損失效機理,為高熵合金的應用提供一定的參考。
1 實驗材料與方法
1.1 實驗材料
選用TC4(Ti-6Al-4V)鈦合金作為基體材料,線切割制備成20 mm×15 mm×1 mm 試樣。實驗前用CJ-1210 型噴砂機對預噴涂表面進行噴砂,再用無水乙醇和丙酮清洗以保證基材表面清潔。選取顆粒度為5000 目(2.6 μm)、純度為99.99%(質量分數)的Fe粉、Co 粉、Cr 粉、Ni 粉、Al 粉,按照Fe∶Co∶Cr∶Ni∶Al=1∶1∶1∶1∶x(x=0,0.5,1.0,摩爾比,下同),在精度為0.1 mg 的FA 1004N 型電子天平上進行稱量,然后放入混料機中混合2~4 h 以保證粉末均勻。通過電爆噴涂制備FeCoCrNiAlx高熵合金涂層。
1.2 實驗方法
為實現多組元混合粉末的合金化,提出帶載粉約束電爆噴涂方法,其過程圖如圖1 所示。先用混料機把多種粉末混合均勻,然后在每克粉末中加入0.1 mL 溶液(水和聚乙烯醇按照體積比100∶1 配置),并不斷攪拌使其呈現“團絮狀”,之后將“團絮狀”粉末均勻鋪放在自行研發的載料帶的凹槽內,再在其表面放置一根比凹槽直徑稍小的鋼鐵絲,在其上方施加力F,“團絮狀”粉末在力F的作用下被壓實在凹槽內。因水溶性膠黏劑(聚乙烯醇)具有黏性,稀釋后加入粉末中能夠提高成型性,使其更緊實,大電流通過粉末時更易熔化并合金化。
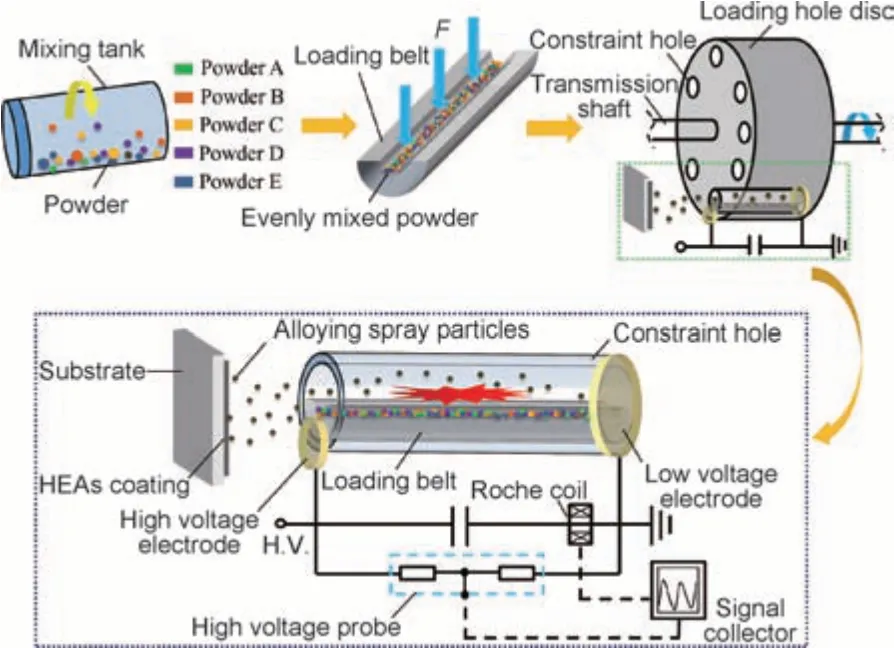
圖1 帶載粉約束電爆噴涂方法過程圖Fig.1 Process diagram of constrained electric explosion spraying method with loaded powder
將載有粉末的載料帶依次放入約束孔盤上的約束孔中。通過高壓發生器對儲能電容器充電,使電極間建立起高壓電場。當約束孔轉到兩電極之間時,脈沖大電流通過氣體放電的形式導入粉末中,在焦耳熱的作用下將其加熱熔化并合金化,然后發生爆炸,其高溫粒子伴隨沖擊波噴射到基體表面形成涂層。噴涂結束后,載料孔盤在傳動裝置的作用下進行旋轉,當下一個約束孔轉到兩電極之間時再次發生爆炸,如此循環實現連續噴涂。整個過程在真空腔室中進行,避免合金化時產生雜質。
1.3 分析測試與表征
利用D8 ADVANCE 型X 射線衍射儀(XRD)分析涂層的晶體結構,參數為:Cu 靶Kα線,管電壓40 kV,管電流40 mA,掃描步長0.02°,掃描速度2(°)/min,掃描范圍20°~100°,λ=0.15406 nm;使用FEG-450 型掃描電子顯微鏡(SEM)及能譜儀(EDS)分析涂層的形貌及成分分布;采用LSM-800 型激光共聚焦顯微鏡觀察涂層的三維表面形貌;使用RST3型劃痕儀測試涂層的結合強度,劃頭以5 mm/min 的滑動速度橫向運動,以50 N/min 的加載速率從0 N 加至50 N,最終劃痕長度為5 mm;利用HT-1000 摩擦磨損試驗機在室溫條件下進行實驗,參數為:摩擦副Si3N4,摩擦半徑6 mm,載荷5 N,旋轉速度385 r/min,時間300 s。
2 結果與討論
2.1 涂層的物相結構
圖2 為FeCoCrNiAlx涂層的XRD 譜圖。可以看出,涂層均由簡單的FCC 相、BCC 相和少量σ 相組成,并沒有出現復雜的金屬間化合物,這是因高熵效應和電爆噴涂快速冷卻的特點形成的。隨著Al含量的增加,物相結構由FCC 相向BCC 相轉變,則Al 元素的加入有利于BCC 相的形成[18-19]。分析認為,Al原子半徑較大,溶入后產生嚴重的晶格畸變,體系呈亞穩定狀態,而新BCC相的形成有助于減少晶格畸變,降低體系的能量[20]。其次,BCC 結構的原子致密度為68%,FCC 結構的原子致密度為74%,低的原子堆積密度更易容納較大尺寸的原子,釋放部分晶格畸變能,使體系趨于穩定[21]。
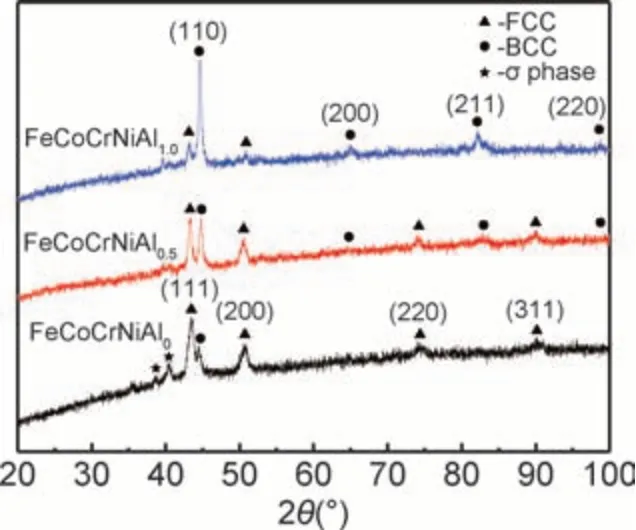
圖2 FeCoCrNiAlx高熵合金涂層的XRD 譜圖Fig.2 XRD patterns of FeCoCrNiAlx high-entropy alloy coatings
由Scherrer 公式分析FeCoCrNiAlx高熵合金涂層的晶粒尺寸。
式中:D為晶粒垂直于晶面方向的平均厚度,nm;K為Scherrer 常數,K=0.89;λ為X 射線波長,λ=0.154056 nm;B為涂層樣品的衍射峰半高寬度,rad;θ為衍射角。根據式(1)可以計算出FeCoCrNiAlx高熵合金涂層中BCC 相和FCC 相的晶粒尺寸,結果如圖3所示。BCC 相的平均晶粒尺寸是26~47 nm,FCC 相的平均晶粒尺寸是17~45 nm。隨著Al 元素含量的增加,BCC 相的平均晶粒尺寸逐漸減小,FCC 相的平均晶粒尺寸逐漸增大。
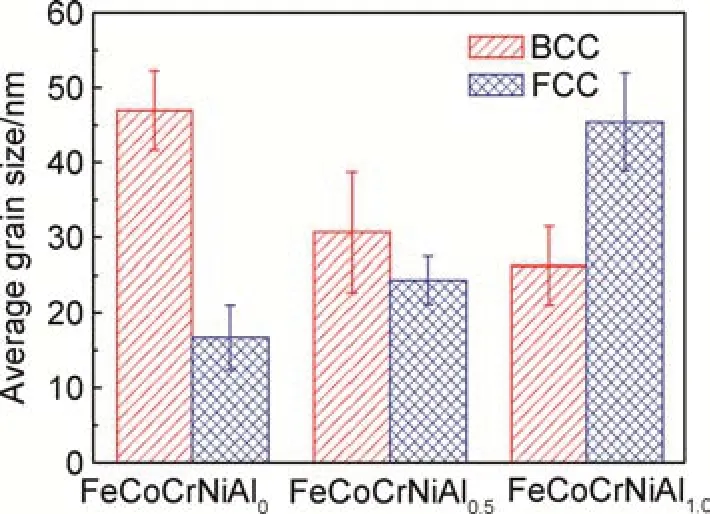
圖3 FeCoCrNiAlx涂層的平均晶粒尺寸Fig.3 Average grain size of FeCoCrNiAlx coatings
由上述可知,Al 元素的加入有利于BCC 相的形成,則隨著Al 含量的增加,BCC 相的形核質點隨之增多,形核率上升,晶粒長大速度受到抑制,導致晶粒細化;反之,FCC 相的形核受到抑制,使晶粒粗化。可見,電爆噴涂方法制備的涂層晶粒尺寸在納米級范圍,其較快的冷卻凝固速度抑制了晶粒的長大。
2.2 涂層的表面形貌及沉積特性
FeCoCrNiAlx涂層的表面形貌如圖4 所示。不添加Al 元素時,涂層表面存在較多的凸起組織,平整性較差,致密的光滑扁平組織少,出現少量孔洞等缺陷,如圖4(a)所示。當添加Al 元素后,涂層整體均勻性和致密性均有明顯改善,噴涂粒子在表面充分扁平鋪展,沒有發現裂紋、孔洞等缺陷,如圖4(b),(c)所示。隨著Al 含量的增加,涂層表面的成型性變好。分析認為Al 元素的熔點較其他Fe,Co,Cr,Ni 等元素低(Fe:1535 ℃,Co:1495 ℃,Cr:1855 ℃,Ni:1455 ℃,Al:660 ℃),所以Al 的添加會使合金的熔點降低。在同等能量密度條件下,熔滴獲得的能量多,噴涂過程中熔滴溫度持續時間更長,到達涂層表面后有充分的時間扁平鋪展。
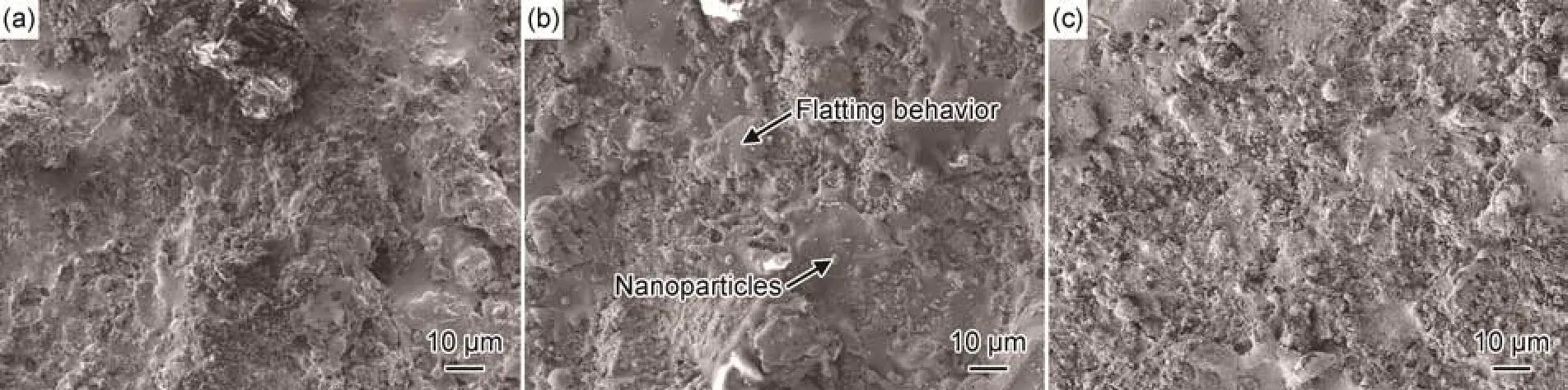
圖4 FeCoCrNiAlx高熵合金涂層的典型表面形貌(a)FeCoCrNiAl0;(b)FeCoCrNiAl0.5;(c)FeCoCrNiAl1.0Fig.4 Typical surface morphologies of FeCoCrNiAlx high-entropy alloy coatings(a)FeCoCrNiAl0;(b)FeCoCrNiAl0.5;(c)FeCoCrNiAl1.0
圖5 為FeCoCrNiAlx涂層的三維表面形貌及粗糙度輪廓曲線。FeCoCrNiAl0涂層表面的峰起伏較大,整體較為凹凸不平,在某些區域出現較尖銳的峰,說明凸起較為嚴重,如圖5(a)所示。而FeCoCrNiAl0.5和FeCoCrNiAl1.0涂層表面整體起伏較為平整,沒有明顯的尖銳峰出現,如圖5(b),(c)所示。經計算,涂層的粗糙度Ra分別為1.53,1.46,1.20 μm。隨著Al 含量的增加,粗糙度逐漸減小,涂層的平整性更好。
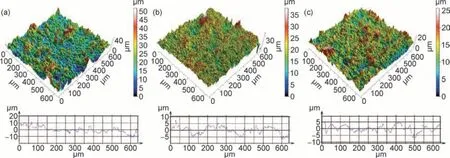
圖5 FeCoCrNiAlx涂層的三維表面形貌及粗糙度輪廓曲線(a)FeCoCrNiAl0;(b)FeCoCrNiAl0.5;(c)FeCoCrNiAl1.0Fig.5 Three dimensional surface morphologies and roughness profile curves of FeCoCrNiAlx coatings(a)FeCoCrNiAl0;(b)FeCoCrNiAl0.5;(c)FeCoCrNiAl1.0
電爆噴涂的沉積特性是由液相沉積和熔滴噴涂形成。液相沉積過程是均勻的混合粉末在焦耳熱的作用下熔化并合金化形成熔滴,通過沖擊波將尺寸稍大的熔滴快速噴射到基體表面形成熔潭,其他小液滴持續撞擊熔潭,使其凝聚在一起,聚集的較大液滴凝固過程較緩慢,具有一定的流動性,在基體表面充分鋪展,凝固后呈現“扁平狀”或“薄餅狀”的組織,這一過程也稱為熔滴的扁平化行為。對于尺寸小且未被熔潭吞噬的熔滴,高速噴射到基體表面后快速冷凝形成熔滴噴涂層。這兩種沉積方式形成的涂層平整、均勻致密、無明顯缺陷。另外,在涂層表面還黏附著少量納米級和1~2 μm 左右的微米級小顆粒,它們并沒有完成扁平鋪展或熔滴噴涂。這是由于,細小熔滴獲得的初動能較小,在噴射過程中因冷凝作用使得這些熔滴未到達基體表面時已變成半凝固狀態,撞擊力小,無法充分鋪展。
圖6 為FeCoCrNiAl1.0涂層的元素分布圖。可以看出,各色素點分布均勻,沒有出現元素偏聚,說明元素均勻分布在涂層表面。除Al 含量偏低外,其他元素基本保持在1∶1 的初始成分比。分析認為,Al 的熔點較低,而電爆噴涂過程瞬時溫度較高,微量Al 元素揮發在腔體中。結合XRD,FeCoCrNiAl1.0涂層由結構單一、組織均勻的固溶體組成。
2.3 涂層與基體的結合
在外部載荷作用下,涂層剝落是限制其工程使用的重要因素。涂層與基體的結合強度是評判涂層質量的關鍵指標,是保證涂層滿足各種性能的基本前提。涂層與基體的結合強度越大,在惡劣環境中承受大載荷的能力就越強,涂層的耐久性能就越好[22]。
圖7 為FeCoCrNiAl1.0涂層的劃痕形貌(多張SEM圖拼接而成)及相應的聲發射信號曲線。可以看出,隨著測試載荷的增加,劃痕不斷變深、變寬,相應的聲發射信號曲線在較長的范圍內出現微小波動和變化,這可能是表面不平整導致少量涂層剝落造成的。當載荷增加至約36 N 時(即劃痕至約3.6 mm 位置處),聲發射信號曲線中出現一個較大的峰值,表明涂層在此發生局部剝落或開裂,此時的載荷即為失效臨界載荷Lc,見圖7 中圓圈處。
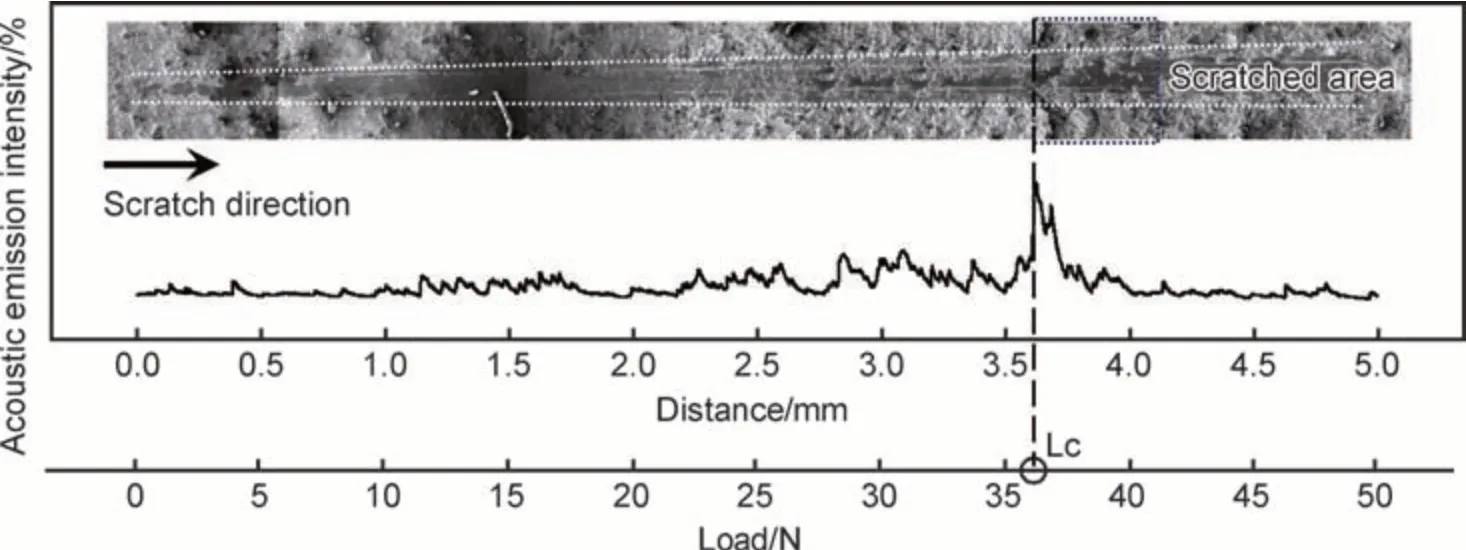
圖7 FeCoCrNiAl1.0涂層的劃痕形貌及相應聲發射信號曲線Fig.7 Scratch morphology and corresponding acoustic emission signal curve of FeCoCrNiAl1.0 coatings
在聲發射信號曲線中,第一個峰值信號出現時,認為發生了層間失效;第一個峰值信號后出現的二次信號峰,表明涂層與基體間發生失效。說明涂層的結合強度基本一致,力學性能比較均勻,不存在應力集中或局部缺陷[23]。
圖8 為FeCoCrNiAl1.0涂層失效位置的放大形貌。劃痕內出現了分層開裂現象,并且局部位置發生基體裸露。在不同位置重復測試,其失效臨界載荷平均值為37.2 N。一般情況下,利用Rockwell C 壓頭進行劃痕測試,若獲得的臨界載荷大于30 N,則該涂層與基體的結合強度滿足大多數工程應用的要求[24]。可見,FeCoCrNiAl1.0涂層與基體之間有較大的結合強度,滿足大多數工程應用。
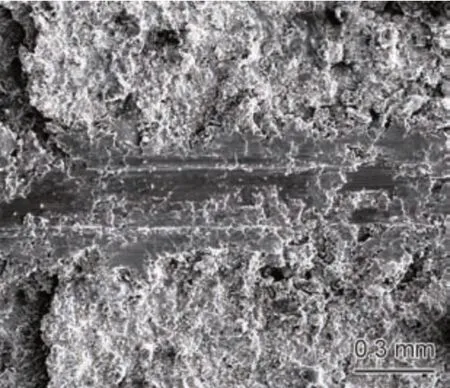
圖8 FeCoCrNiAl1.0涂層失效位置放大圖Fig.8 Enlarged image of failure position of FeCoCrNiAl1.0 coatings
圖9 為FeCoCrNiAl1.0涂層的結合界面及EDS 線掃描。涂層與基體的結合界面呈波浪狀,說明形成良好的冶金結合,結合區無明顯的裂紋、孔洞等缺陷。涂層整體較為均勻、致密,表明電爆噴涂的薄層之間同樣形成冶金結合,其厚度大約為30 μm。另外,有少量層狀界面出現,這是由于噴涂粒子碰撞后形成的扁平粒子以鋪展的形式堆積成層,很少的一部分沒有達到完全冶金結合。
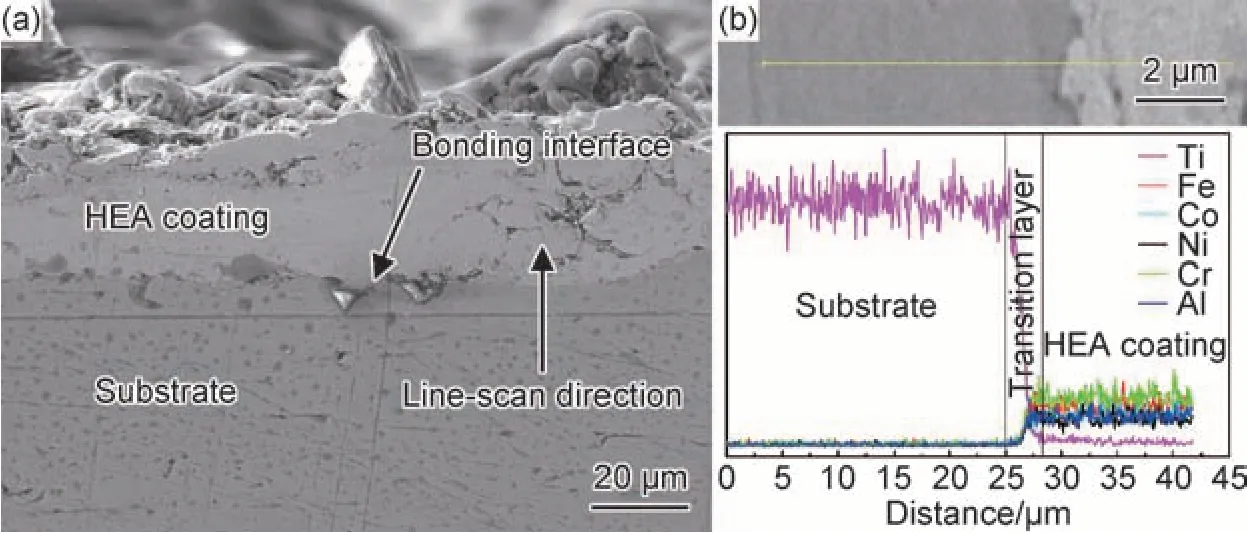
圖9 FeCoCrNiAl1.0涂層的結合界面SEM 圖(a)及EDS 線掃描分析(b)Fig.9 SEM image of bonding interface(a) and EDS line scan analysis(b) of FeCoCrNiAl1.0 coatings
從EDS 線掃描可以看出,涂層中的Fe,Co,Cr,Ni和Al 元素含量逐漸升高,而基體中的Ti 元素變化呈相反的趨勢。各元素的含量在結合界面處不是突然變化的,而是有一定的過渡。這是因為在電爆噴涂過程中,噴涂粒子在高能沖擊波的作用下撞擊基體,與基體發生強烈的機械咬合,形成“拋錨結合”,并且通過極高的熱能,在咬合過程中與基體發生相互熔合形成微小熔池[23]。此時基體與涂層中的元素發生相互擴散,在結合界面處各元素的含量呈緩慢過渡趨勢,產生一個元素擴散的過渡層(transition layer)。這些現象均表明涂層與基體形成了良好的冶金結合。FeCoCrNiAlx涂層與基體既發生了“拋錨結合”,又出現了界面間的元素互擴散,為典型的冶金結合界面。
為更直觀地觀察各元素在橫截面的分布情況,對涂層的橫截面進行EDS 面掃描,結果如圖10 所示。可以看到,涂層中的Fe,Co,Cr,Ni,Al 元素和基體中的Ti 元素上下分布比較明顯,以結合界面為分界線形成良好的對應,各元素在結合處呈波浪形,出現了元素的互擴散現象,與上述結果相同。另外,涂層中的各元素分布均勻,沒有明顯的成分偏析,進一步驗證了FeCoCrNiAl1.0涂層的均勻性。
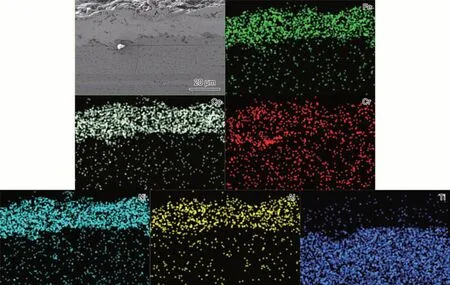
圖10 FeCoCrNiAl1.0涂層的橫截面EDS 面掃描Fig.10 EDS scanning results of cross-section of FeCoCrNiAl1.0 coatings
2.4 涂層的顯微硬度
FeCoCrNiAlx涂層的顯微硬度如圖11 所示。可知,涂層的顯微硬度隨Al 含量的增加不斷增大,在x=1.0 時達到最大值531.8HV,大約是基體的1.62 倍。由前述可知,隨Al 元素含量的增多,BCC 結構逐漸成為涂層的主要組成相。因有序BCC 結構比FCC 結構的硬度高,所以顯微硬度顯著增加。其次,隨著Al 含量的增多,晶格畸變加劇,固溶強化效果越明顯[25]。此外,電爆噴涂具有加熱和冷卻速度極快的特點,晶粒來不及長大,起到晶粒細化的作用。這幾個方面的共同作用使涂層的硬度進一步增加。
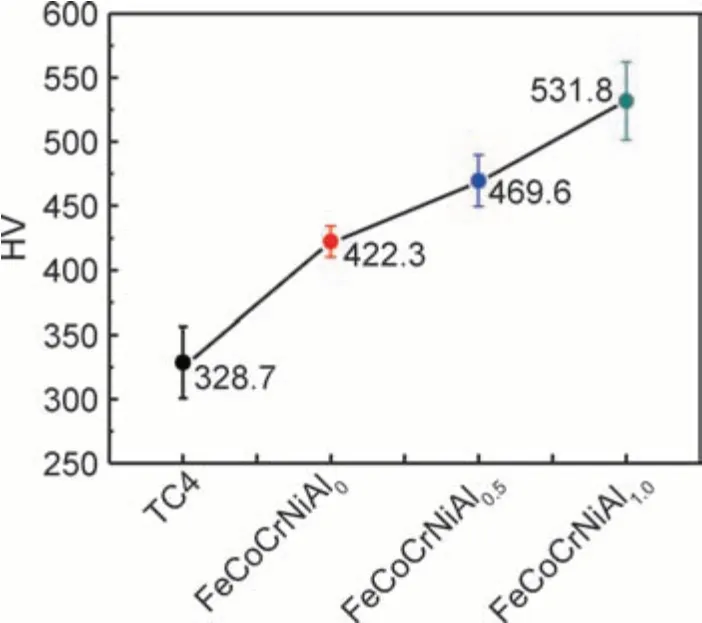
圖11 FeCoCrNiAlx高熵合金涂層的顯微硬度Fig.11 Microhardness of FeCoCrNiAlx high-entropy alloy coatings
2.5 涂層的耐磨性能
圖12 為FeCoCrNiAlx涂層的摩擦因數-時間曲線和顯微硬度-平均摩擦因數曲線。實驗開始時,摩擦曲線上下浮動較大,這是摩擦過程的跑合階段。對磨材料與涂層表面的微凸體優先發生摩擦,此時因接觸面積小,承載面上的壓強較大,兩表面的微凸體發生劇烈破壞,摩擦因數波動較大,磨損率較高。隨著摩擦的進行,微凸體被逐漸磨平,摩擦副由點接觸變為面接觸,該過程為穩定磨損階段。通過跑合階段的劇烈摩擦,摩擦副表面發生應變硬化,使摩擦副具有一定的抵御磨損的能力,摩擦曲線比較平穩。
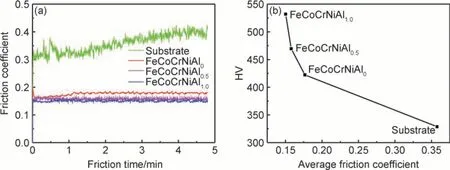
圖12 FeCoCrNiAlx涂層在室溫下的摩擦因數-時間曲線(a)和顯微硬度-平均摩擦因數曲線(b)Fig.12 Friction coefficient-time curves(a) of FeCoCrNiAlx coatings at room temperature and microhardness-average friction coefficient curve(b)
摩擦因數是表征材料耐磨性的一個重要參數,反映材料表面形貌、接觸形式以及載荷和滑動速度之間的相互作用。一般情況下,摩擦因數越小,表明材料在滑動過程中水平方向上的阻力和材料間相互作用力越小,材料不易受到破壞,相對來說耐磨性就越好[26]。由圖12(a)數據計算得到涂層的平均摩擦因數分別為0.1766,0.1578 和0.1502,基體TC4 的平均摩擦因數為0.3577。隨著Al 含量的增加,涂層的摩擦因數逐漸減小,耐磨性增強,并且均遠遠低于相同摩擦條件下基體的摩擦因數[27-29]。與顯微硬度的變化規律相一致,符合經典的Archard 定律[26]。說明隨著涂層硬度的升高,摩擦因數呈逐漸降低的趨勢,如圖12(b)所示。而TC4 合金的摩擦因數波動更為劇烈,TC4 鈦合金較軟,摩擦過程中產生大量的碎屑,從而導致黏滑現象。
為了能夠簡單、直觀地衡量涂層的磨損情況,采用質量損失量來表征其耐磨性。一般來說,磨損量越小,耐磨性越好[30]。
式中:ε為磨損率;Δm為磨損量;Δt為磨損時間。磨損率的倒數定義為耐磨性,它代表材料抵抗磨損的能力。由式(2)計算出FeCoCrNiAlx涂層和基體的磨損率,結果如表1 所示。隨著Al 含量的增加,磨損量和磨損率均減小,這與平均摩擦因數規律相一致。當x=1.0 時,涂層在相同條件下的磨損量最少,摩擦率最低,耐磨性也就越好,約為基體的3.9 倍。整體來講,涂層的磨損量和磨損率較基體低,這是由于隨著涂層硬度的增加,磨損過程中涂層表面抵御摩擦的能力變強。可見,高熵合金涂層提升了基體的耐磨性能。
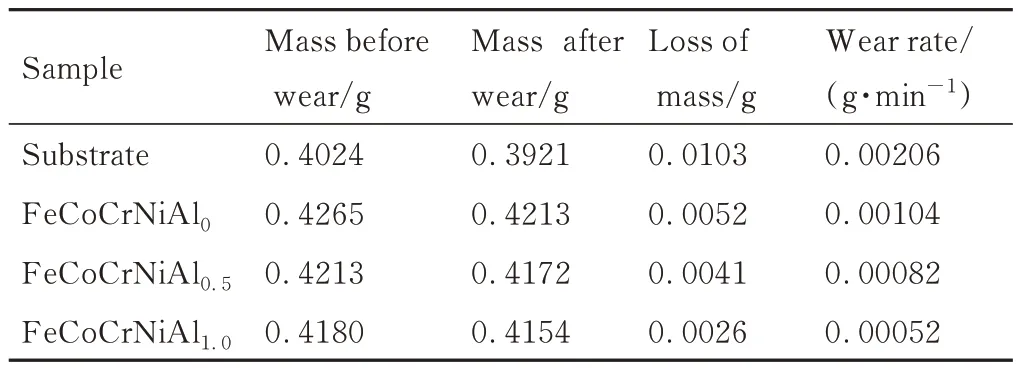
表1 FeCoCrNiAlx涂層和基體的磨損量和磨損率Table 1 Wear amount and wear rate of FeCoCrNiAlx coatings and substrate
圖13 為FeCoCrNiAlx涂層和TC4 基體磨損后的表面形貌。從圖13(a)可以看出,基體表面出現平行排列的犁溝狀劃痕,還有少量磨屑和材料脫落形成的凹坑,說明基體的磨損形式是以磨粒磨損為主,并伴隨著少量的黏著磨損。分析認為,TC4 基體的硬度遠低于摩擦副Si3N4球的硬度(約為1500HV),在摩擦過程中,Si3N4球在循環壓力的作用下逐漸嵌入基體中,對其產生持續不斷的切削作用,且基體較軟,韌性較好,切下來的磨屑一般是連續屑,形成沿摩擦運動方向的犁溝。其次,在磨損過程中發生了材料轉移,也就證明黏著磨損的存在[31-32]。與基體相比,磨損表面比較光滑,如圖13(b)~(d)所示,其主要磨損機制為磨粒磨損。這得益于涂層硬度的大幅提升,使得抵抗塑性變形能力明顯增強。同時,隨著Al 含量的增加,涂層表面的劃痕和溝壑逐漸變淺,其耐磨損性能逐漸提高。當x=1.0 時,犁溝明顯較淺,磨損表面較為光滑,耐磨性能最好。
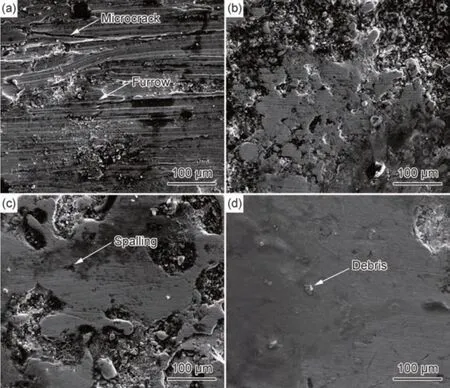
圖13 FeCoCrNiAlx涂層和基體的磨損表面形貌(a)TC4 基體;(b)FeCoCrNiAl0;(c)FeCoCrNiAl0.5;(d)FeCoCrNiAl1.0Fig.13 Worn surface morphologies of FeCoCrNiAlx coatings and substrate(a)TC4 substrate;(b)FeCoCrNiAl0;(c)FeCoCrNiAl0.5;(d)FeCoCrNiAl1.0
3 結論
(1)FeCoCrNiAlx(x=0,0.5,1.0)涂層的晶粒尺寸為納米級,均形成了簡單的FCC,BCC 及FCC+BCC 結構固溶體,沒有出現復雜的金屬間化合物。隨Al含量的增加,物相結構由FCC 相逐漸向BCC 相轉變。
(2)涂層表面形貌由液相沉積和熔滴噴涂形成。兩種沉積方式形成的涂層平整、均勻致密、無明顯缺陷。各元素均勻分布在涂層表面,并沒有發現明顯的元素偏聚現象。
(3)劃痕測試表明,FeCoCrNiAl1.0涂層出現失效的平均臨界載荷為37.2 N。涂層與基體發生拋錨結合的同時又出現界面間的元素互擴散,為典型的冶金結合界面。
(4)FeCoCrNiAlx涂層的顯微硬度和耐磨性均隨Al 含量的增加而增強,當x=1.0 時,涂層的平均顯微硬度約為基體的1.62 倍,其耐磨性約為基體的3.9倍,改善了基體材料的摩擦學性能。