基于COMSOL的紙漿模塑干燥模擬及驗證
2024-01-20 06:51:24趙甜甜王軍
包裝工程 2024年1期
關鍵詞:模型
趙甜甜,王軍,b*
綠色包裝與循環經濟
基于COMSOL的紙漿模塑干燥模擬及驗證
趙甜甜a,王軍a,b*
(江南大學 a.機械工程學院 b.江蘇省食品先進制造裝備技術重點試驗室,江蘇 無錫 214122)
研究采用COMSOL Multiphysics模擬紙漿模塑干燥效率及厚度變化的可行性。基于多孔介質理論,應用有限元仿真軟件COMSOLMultiphysics建立紙漿模塑干基含水率隨時間變化的熱濕、水分流動、非等溫流動多物理場耦合模型,考慮干燥中含濕多孔介質的濕空氣熱對流及多孔基體的熱傳導,模擬在熱板加熱條件下紙漿模塑的干燥效率和厚度的變化,并與實驗結果進行比較。模型內域探針所得模擬結果與實驗結果具有良好的一致性,在干燥后期厚度預測誤差范圍為0.4%~7.7%,干燥效率預測差異值最低為4.3%。采用COMSOL Multiphysics模擬紙漿模塑干燥過程可行。
紙漿模塑;多孔介質干燥;數值模擬;多物理場耦合
紙漿模塑制品是一種由植物纖維制成的環保包裝材料,多用于產品的內襯包裝和食物托盤[1]。紙漿模塑制品的原材料來源廣泛,可根據其用途選擇木漿等植物一次纖維,或者由回收紙板、報紙等制成的二次纖維[2]。由于紙漿模塑制品具有可降解的環保屬性和良好的結構緩沖性,在包裝中的應用越來越廣泛[3-4]。
近年來,人們針對紙漿模塑制品的研究內容包括材料特性、結構設計、模具開發等[5-7]。研究表明,紙包裝制品的干燥能耗占生產能耗的2/3左右[8],故研究紙制品的干燥特性顯得愈加重要。其中,多孔介質理論被廣泛應用于糧食、混凝土和紙張的干燥研究中[9]。劉洋等[10]通過COMSOL仿真軟件進行三物理場耦合數值模擬計算,得到了不同時間步長中多孔介質的溫度、含濕量分布和干燥曲線。Didone等[11]聯合紙漿模塑的熱壓成型實驗,建立了紙漿模塑一維有限元干燥模型,該模型可以很好地預測恒速階段的干燥速率。
此外,作為手機等高端電子產品的內襯包裝,紙漿模塑制品的厚度是評價產品質量的重要指標之一。文中基于多孔介質理論,通過COMSOL Multiphysics仿真軟件建立紙漿模塑在熱板加熱干燥過程的數值模型,模擬紙漿模塑在干燥過程中含水率和厚度的變化,并通過實驗驗證模型的可靠性。該研究對提高干燥效率、降低熱能損耗具有一定意義。
1 紙漿模塑熱濕耦合傳遞COMSOL數值模擬控制方程
在紙漿模塑干燥過程中,物料內熱濕耦合傳遞COMSOL數值模擬需要濕空氣和含濕多孔介質,利用COMSOL內置材料方程將紙漿模塑物理參數賦值給多孔介質材料[12]。COMSOL數值模擬涉及含濕多孔介質中的傳熱、多孔介質中的水分輸送和層流接口,還需要熱濕耦合、水分流動耦合和非等溫流動耦合等多個物理場。
1.1 多孔介質中的水分流動
流體在壓力梯度下通過多孔介質的流動,通常可用達西定律描述的蠕動流表述,見式(1)。
式中:p為多孔介質的滲透率,m2;為水的動態黏度,kg/(m·s);為多孔介質內的壓力,Pa。
對于高壓梯度下的流動,通常其雷諾數大于1。相應的非線性行為通過Forchheimer方程[13]進行建模,該方程通過慣性滲透率i將壓力梯度與流量聯系起來,見式(2)。

式中:w為水的密度,kg/m3;i為流動慣性滲透率,m2。
為了計算驅動流體的壓力梯度,通常將達西定律與連續性方程結合,見式(3)。
式中:為紙漿孔隙率,無量綱;evap為蒸發質量流率,kg/(m3·s)。
1.2 多孔介質中的傳熱
熱傳導傳熱在宏觀上用傅里葉定律來描述,見式(4)。
式中:為垂直于表面的擴散熱流,W;為樣品表面面積,m2;為熱導率,W/(m·k); θ為溫度,℃;為垂直于曲面的空間參數,m。
采用平行熱流模型,計算薄板的平均比熱容和有效導熱系數。其中,流體與固相平行,橫截面面積與空隙、固相分數成正比,見式(5)、(6)。


式中:sh為材料的比熱容,J/(kg·K);f、w分別為纖維、水的比熱容;為多孔介質的飽和度;eff為有效導熱系數,W/(m·K);f、w、a分別為纖維、水和空氣的導熱系數。
利用標準電導?對流換熱方程的適當有限元公式,結合式(6),可以預測所考慮區域內溫度在時間和空間上的演變,見式(7)。

式中:為密度,kg/m3;為比熱容,J/(kg·K);evap為蒸發潛熱,J/kg;為流體在多孔介質中的流動速度,m/s。
1.3 多孔介質的厚度及孔隙率
基于上述干燥理論,在COMSOL內部對模型進行修正,并結合紙張結構模型,研究含濕多孔介質在干燥過程中厚度的變化趨勢,以及在干燥過程中含濕多孔介質孔隙率的變化趨勢。
如圖1所示,紙張厚度采用三分量法[14]計算,即由3個組件(纖維層、空氣層和水層)組成,見式(8)。
式中:為紙漿模塑的厚度,mm;f為纖維層的厚度,mm;a為空氣層的厚度,mm;w為水層的厚度,mm。
紙漿模塑絕干后的骨架厚度為BD,由空氣層和纖維層組成,見式(9)。
通常情況下,紙板的絕干狀態基本不存在,因此提出fin,即紙張的最終厚度。如圖1所示,在絕干厚度基礎上增加1個微水層。根據含水率的定義,紙漿模塑濕坯在任意點的干基含水率可表示為式(10)。
圖1 紙漿模塑厚度的三分量示意圖
Fig.1 Three-component representation of molded pulp thickness
式中:w為樣品中水的密度,kg/m3;BD為樣品的干基密度,kg/m3;為薄層物料的上表面積,m2。
當紙漿模塑板材的水分含量接近絕干時,可認為干基質量近似于紙漿模塑質量,結合式(10),得出水層厚度的推導公式,見式(11)。
根據式(12)計算紙漿模塑薄層厚度。
在干燥過程中,任意時刻紙漿模塑濕坯的密度可用平均密度來表示,其最終平均密度fin的計算見式(13)。

薄板最終孔隙率的表達式見式(14)[7]。
式中:fin為多孔介質最終的孔隙率;fin為多孔介質干燥后的飽和度。
在COMSOL內置方程中分別定義、,將各參數賦值,并在計算時賦予合適的壓力系數,則可以在熱濕耦合過程中觀測紙漿模塑的厚度和孔隙率隨時間的變化情況。
2 模擬方法與實驗驗證
2.1 紙漿模塑三維有限元模型
在熱壓干燥過程中,紙漿成型時游離水的去除為擠壓和傳熱的耦合過程。基于復雜的研究系統,在建立模型前必須進行以下假設。
1)在干燥過程開始前,初始溫度和初始水分均勻地分布在預制樣品中。
2)合模后,紙漿的底面立即達到下模的溫度。
3)熱傳遞和水分蒸發只發生在垂直于板材表面的方向。
以手機紙托的簡化平板模型為研究對象,在COMSOL軟件中建立了紙漿模塑三維有限元模型。紙漿模塑制品可以近似為等厚的薄板結構,使用掃掠網格對模型進行超精細的網格劃分,設置最大單元為1 mm,最小單元為0.02 mm,曲率因子為0.2,狹窄區域分辨率為1。劃分網格后的多孔介質域如圖2所示。
2.2 求解參數及邊界條件
2.2.1 初始條件
對于外界環境,設置初始相對濕度為20%,環境溫度為20 ℃。對于多孔介質域,設置初始濕度為0.7~0.8,通過解析函數定義初始濕度與單位體積含水量的關系,并通過域積分獲得多孔介質域中水分的質量,再通過水分質量與基體質量的比值,獲得干基含水量的模擬值。基體質量通過孔隙率、纖維密度、基體體積進行換算,計算方法見式(15)。設置初始溫度為20 ℃。
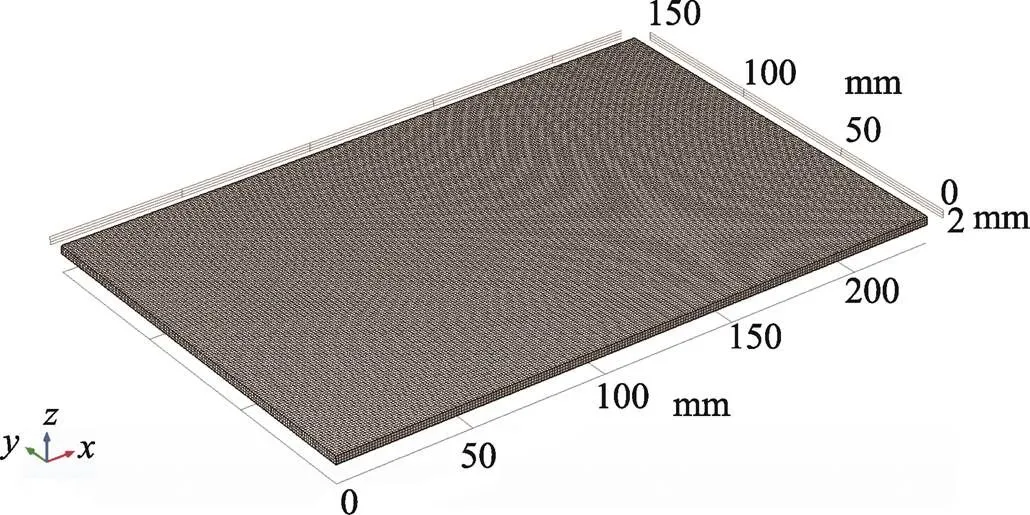
圖2 網格劃分后的多孔介質域
2.2.2 邊界條件
1)溫度邊界。設置含濕多孔介質基底為溫度邊界,采用插值函數的方式模擬傳熱過程,即在傳熱開始前20 s內,溫度邊界由環境溫度逐步升至熱源溫度后保持恒定,其余邊界設置為熱絕緣。
2)水分輸送邊界。添加物理場“吸濕性多孔介質”,將求解域設置為吸濕性多孔介質,分別定義“液態水”“濕空氣”“多孔介質”3個子接口屬性。其中,毛細模型為擴散,水分擴散系數、孔隙率、滲透率等材料參數均來自材料的定義。“水汽通量”邊界設定為模型頂部。
模型中涉及的主要物性參數[7,10]包括初始孔隙率0.8、纖維干基密度1 500 kg/m3、熱源溫度115 ℃、水的熱導率0.664 W/(m·K)、纖維傳熱系數25 W/(m2·K)、模擬樣品初始厚度3 mm、紙漿滲透率3×10?13m2。
2.3 實驗
2.3.1 儀器和材料
主要材料:竹蔗混合漿(竹漿40%、甘蔗漿60%)。為了控制實驗變量,在每次實驗前將漿料的質量分數調節至(0.24±0.01)%,游離度為(550±10)mL。
主要設備:FLUKE TiS75紅外熱成像儀,美國福祿克電子儀器儀表公司;XH-H1電子天平,永康市香山衡器有限公司;IMT-HD02紙張厚度測定儀,東莞市英特耐森精密儀器有限公司;HK-128恒溫恒濕箱,東莞市恒科儀器設備有限公司;紙漿模塑全自動熱壓成型機,上海永發模塑科技發展有限公司。
2.3.2 方法及數據處理
通過控制吸漿時間,設置3個不同初始厚度進行熱成型干燥實驗。工藝參數設置:模具熱板溫度為(115±5)℃,初始濕坯厚度分別為TH1(1.5 mm±0.2 mm)、TH2(2.0 mm±0.2 mm)、TH3(3 mm±0.2 mm)。分別在干燥時間為0、2、5、10 s時記錄濕坯質量和厚度,在后續干燥過程中熱壓時間每增加10 s記錄1次實驗數據,直至樣品質量和厚度基本不變。實驗樣品厚度測量點及樣品在干燥過程中的變化如圖3所示。如圖3a所示,在樣品中心及四周選擇5個測量點,并使用紙張厚度儀測量厚度,去除異常數據后取平均值。實驗重復3次,以降低誤差,最后將所有樣品放進恒溫恒濕箱進行絕干處理,并記錄絕干質量,計算紙漿模塑的干基含水率(),參考EN ISO 638-1:2022[15]。
3 結果與討論
3.1 溫度分析
在干燥過程中,多孔介質域整體的溫度分布云圖如圖4所示,模擬溫度為115 ℃。由于模型較薄,且不便于觀察,因此將視圖調整為觀察模式,可以比較清晰地看到材料厚度方向的溫度變化。由圖4可知,在干燥開始時(0 s),物料溫度與環境溫度(20 ℃)保持一致。在干燥10 s后,物料各部位開始升溫,圖例顯示最高溫度為80 ℃,最低為20 ℃。當干燥時間在60 s和120 s時已經處于整體升溫結束階段,基體溫度保持在115 ℃。
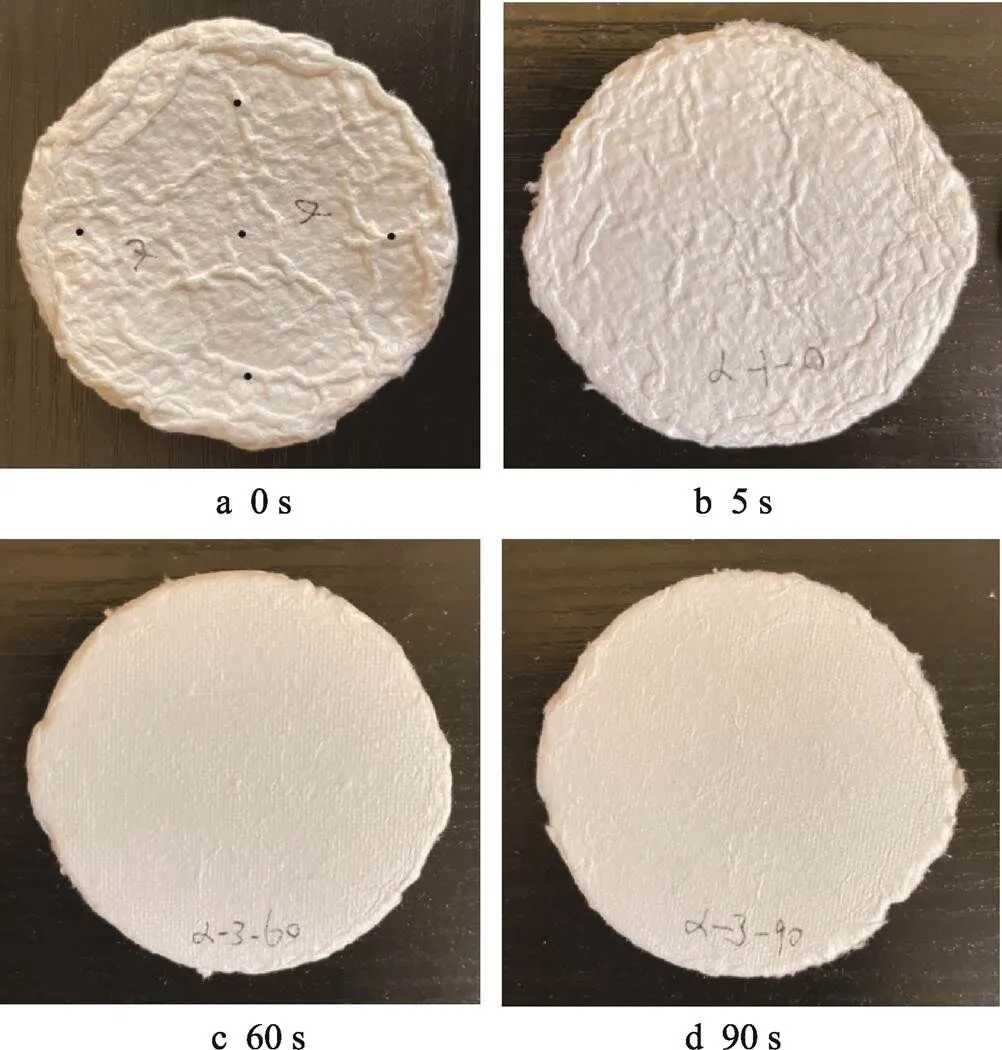
圖3 樣品表面隨干燥時間的變化
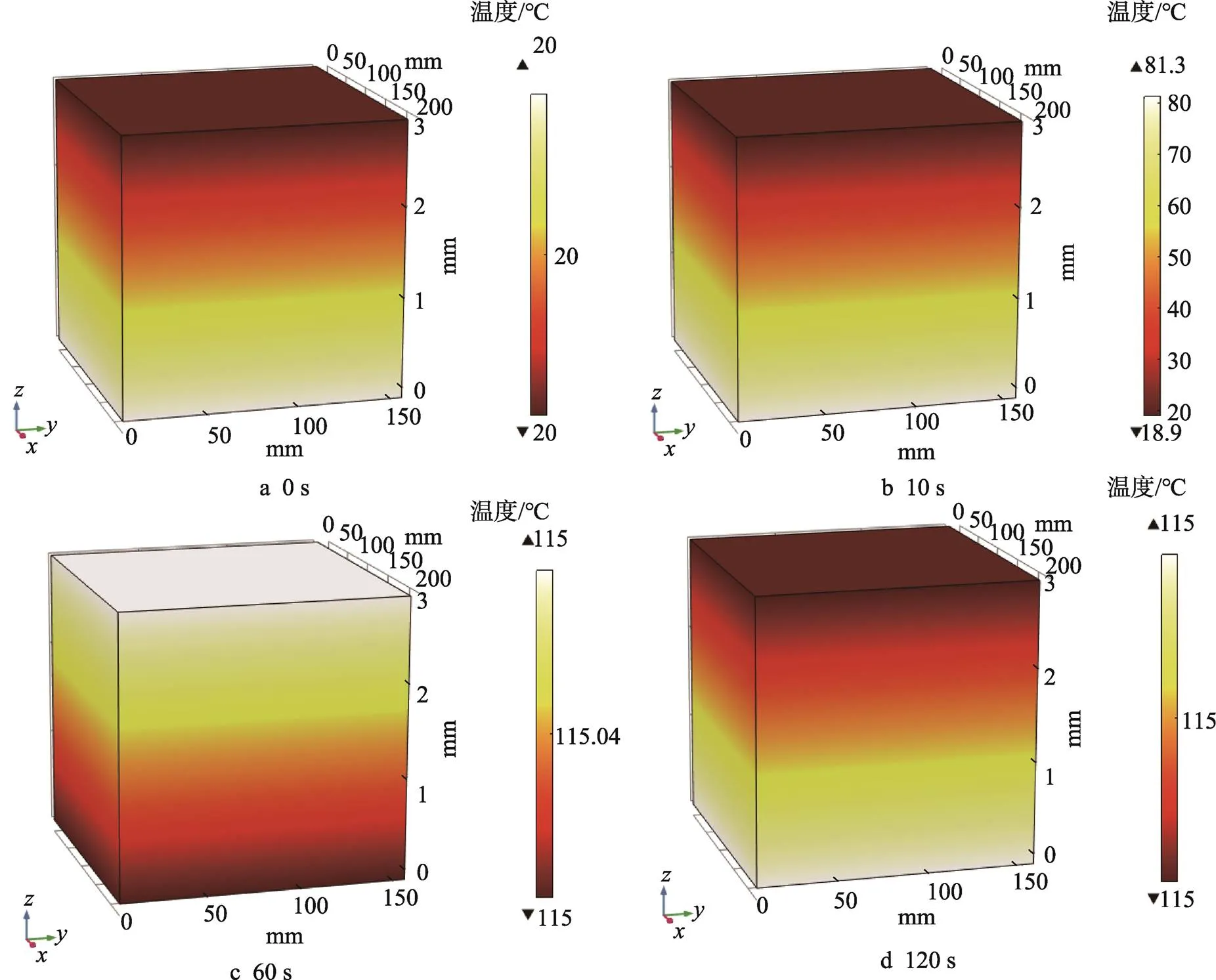
圖4 干燥過程中整體溫度隨時間的變化
3.2 厚度模擬
紙漿模塑制品的厚度是評價高質量產品的重要指標之一,厚度隨著干燥過程的變化而變化。在實際生產過程中,往往通過復雜的重復試驗來獲得厚度經驗值。這里基于孔隙率的變化模擬多孔介質的厚度變化規律,可在一定程度上為產品厚度變化提供參考。選擇熱源溫度115 ℃、基體厚度TH3,并將實驗數據與模擬值進行對比分析。紙漿模塑制品在厚度方向的壓縮包括孔隙率降低、水分流出和纖維基體變形。從圖5中可以看出,多孔介質基體厚度隨著干燥時間的延長逐漸降低,直至平衡,同時孔隙率與厚度的變化趨勢一致。在紙漿模塑實際壓制過程中,預制濕坯會被金屬模具瞬間壓潰。由圖6可以看出,干燥初期的厚度實驗值與模擬值的誤差偏大。當壓力作用占比減弱,溫度成為紙漿模塑干燥脫水收縮的主要因素時,厚度變化趨于平緩。在干燥后期最低誤差范圍為0.4%~7.7%,結果說明仿真方式在預測紙漿模塑最終厚度的應用上可行。
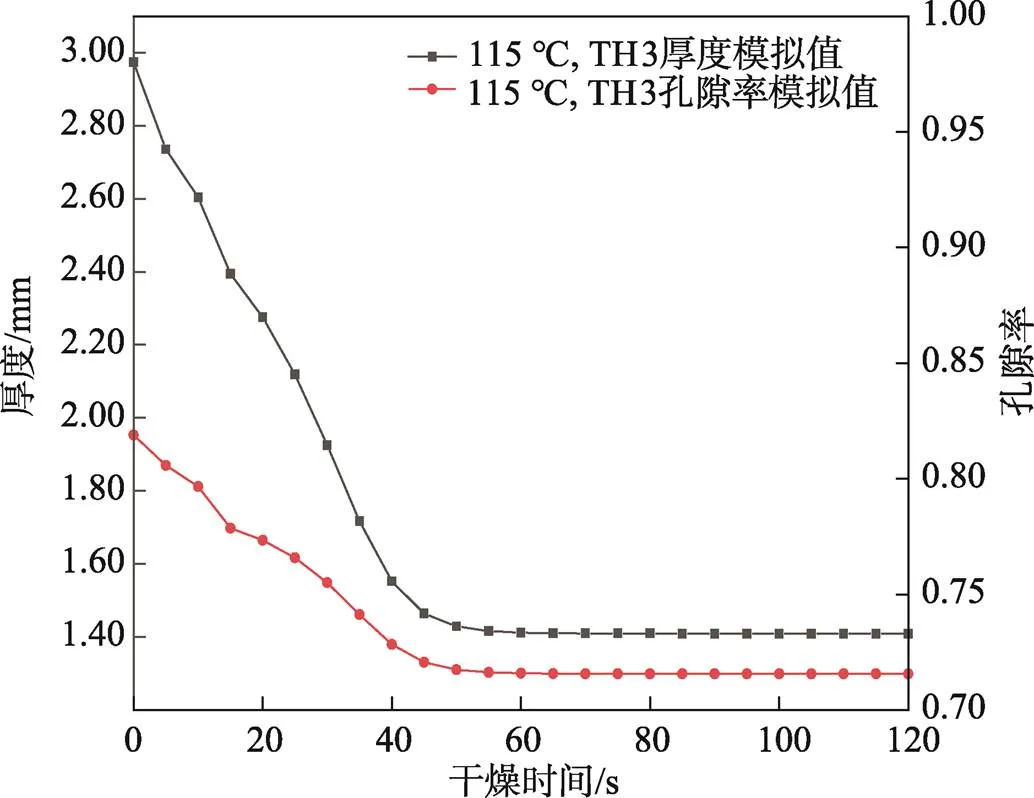
圖5 厚度及孔隙率模擬值
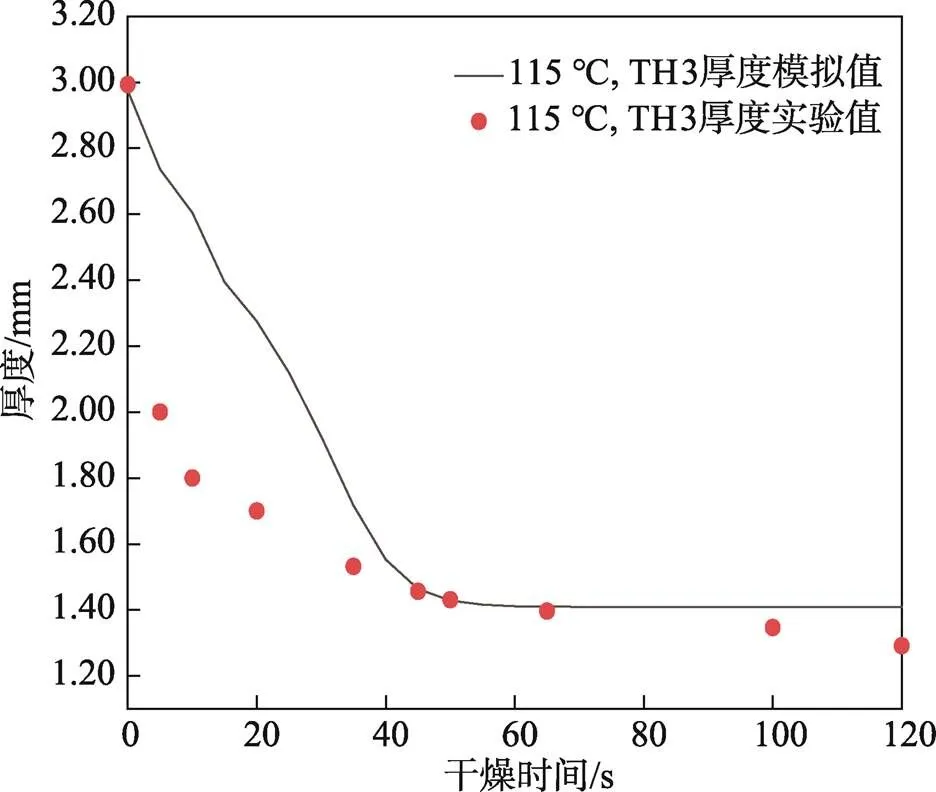
圖6 厚度模擬與實驗值
3.3 干燥效率模擬
在實驗研究中,以干燥特性曲線為主要線索,總結物料干燥過程的經驗規律,也可用來預測和指導實際生產過程[16]。選擇干燥效率e作為評價指標[17],計算見式(16)。
式中:in為樣本的初始質量,g;out為時刻的樣品質量,g;f為樣品的干基質量,g。
在干燥時間分別為0、20、40、60、80、100、120 s時,不同初始厚度下紙漿模塑制品干燥效率的預測值和實驗值如圖7所示。干燥效率隨著時間的延長而增大,在干燥后期(80~120 s)預測差異值最低為4.3%。在干燥前期(20 s)的誤差偏高,考慮原因是模擬時忽略了紙漿纖維干燥初期連續坍塌所引起的水分含量變化。
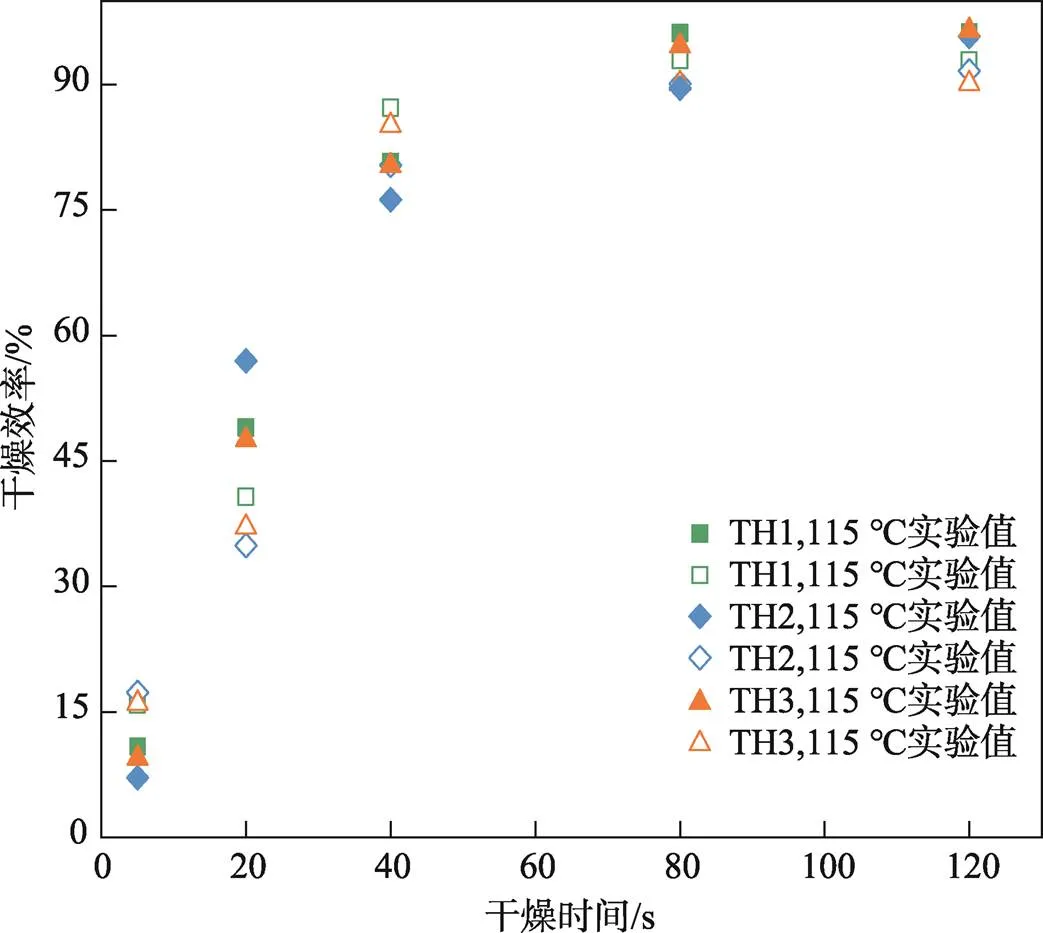
圖7 干燥效率隨時間和初始厚度的變化
4 結語
基于多孔介質理論,應用有限元仿真軟件COMSOLMultiphysics建立了紙漿模塑干基含水率隨時間變化的熱濕、水分流動、非等溫流動多物理場耦合模型。考慮了干燥過程中含濕多孔介質內濕空氣熱對流及多孔基體的熱傳導,在熱板加熱條件下模擬紙漿模塑的干燥效率和厚度的變化,并與實驗結果進行比較。從孔隙率變化、厚度預測、干燥效率等方面,結合試驗數據,考察了有限元分析的可靠性。模擬結果表明,模型內域探針所得模擬結果與試驗結果總體上接近,在干燥后期厚度的預測誤差為0.4%~7.7%,干燥效率預測差異值最低為4.3%。結果表明,使用 COMSOL Multiphysics 仿真軟件模擬紙漿模塑干燥過程可行,通過模型對紙漿模塑干燥工藝進行優化具有一定的參考意義。
文中主要側重于紙漿模塑熱壓干燥過程中溫度和初始厚度對干燥過程中熱質遷移行為的整體影響,設備的真空度、壓力參數及多孔介質材料的結構特性參數(如迂曲度、滲透率等)對其干燥過程的熱質傳輸也有著重要影響,未來需要進一步研究這些參數對紙漿模塑干燥過程的影響。
[1] DIDONE M, SAXENA P, BRILHUIS-MEIJER E, et al. Moulded Pulp Manufacturing: Overview and Prospects for the Process Technology[J]. Packaging Technology and Science, 2017, 30(6): 231-249.
[2] BRADLEY C G, CORSINI L. A Literature Review and Analytical Framework of the Sustainability of Reusable Packaging[J]. Sustainable Production and Consumption, 2023, 37: 126-141.
[3] 黃俊彥. 紙漿模塑生產實用技術[M]. 北京: 文化發展出版社, 2021: 3-6.
HUANG J Y. Practical Technology for Pulp Molding Production[M]. Beijing: Cultural Development Press, 2021: 3-6.
[4] ZHANG Y L, DUAN C, BOKKA S K, et al. Molded Fiber and Pulp Products as Green and Sustainable Alternatives to Plastics: A Mini Review[J]. Journal of Bioresources and Bioproducts, 2022, 7(1): 14-25.
[5] 張海艷, 程蕓, 趙雨萌, 等. 利用丙烯酸酯共聚物改善紙漿模塑包裝材料防水防油性能研究[J]. 中國造紙, 2022, 41(4): 6-14.
ZHANG H Y, CHENG Y, ZHAO Y M, et al. Study on Improving Water and Oil Resistance of Pulp Molding Packaging Materials with Acrylate Copolymers[J]. China Pulp & Paper, 2022, 41(4): 6-14.
[6] 王章蘋, 張金. 基于陶瓷瓷碟包裝的緩沖結構設計研究[J]. 食品安全質量檢測學報, 2020, 11(22): 8420-8424.
WANG Z P, ZHANG J. Research on Buffer Structure Design Based on Ceramic Dish Packaging[J]. Journal of Food Safety & Quality, 2020, 11(22): 8420-8424.
[7] SAXENA P, BISSACCO G, MEINERT K ?, et al. Soft Tooling Process Chain for the Manufacturing of Micro-Functional Features on Molds Used for Molding of Paper Bottles[J]. Journal of Manufacturing Processes, 2020, 54: 129-137.
[8] ASENSIO M C, SEYED-YAGOOBI J. Simulation of Paper-Drying Systems with Incorporation of an Experimental Drum/Paper Thermal Contact Conductance Relationship[J]. Journal of Energy Resources Technology, 1993, 115(4): 291-300.
[9] ZHU Q Y, LI Y. Effects of Pore Size Distribution and Fiber Diameter on the Coupled Heat and Liquid Moisture Transfer in Porous Textiles[J]. International Journal of Heat and Mass Transfer, 2003, 46(26): 5099-5111.
[10] 劉洋, 黃濤. 基于生物多孔介質的對流干燥數值模擬[J]. 湖北工業大學學報, 2018, 33(4): 113-116.
LIU Y, HUANG T. A Numerical Simulation of Convection Drying Based on Bio-Porous Media[J]. Journal of Hubei University of Technology, 2018, 33(4): 113-116.
[11] DIDONE M, MOHANTY S, HATTEL J H, et al. On the Drying Process of Molded Pulp Products: Experiments and Numerical Modelling[J]. Drying Technology, 2020, 38(12): 1644-1662.
[12] 馬凱坤. 多孔介質干燥水熱溶質傳遞過程模擬及試驗研究[D]. 西安: 陜西科技大學, 2023: 31-33.
MA K K. Simulation and Experimental Study of Water-Thermal-Solute Transfer in Porous Media during Drying Process[D].Xi’an: Shaanxi University of Science & Technology, 2023: 31-33.
[13] DE SCHAMPHELEIRE S, DE KERPEL K, AMEEL B, et al. A Discussion on the Interpretation of the Darcy Equation in Case of Open-Cell Metal Foam Based on Numerical Simulations[J]. Materials, 2016, 9(6): 409.
[14] SEYED-YAGOOBI J, SIKIRICA S J, COUNTS K M. Heating/Drying of Paper Sheet with gas-Fired Infrared Emitters—Pilot Machine Trials[J]. Drying Technology, 2001, 19(3/4): 639-651.
[15] 紙、紙板、紙漿和纖維素納米材料用烘箱法測定干物質含量第一部分: 固體材料: EN ISO 638-1:2022[S]. 國際標準化組織, 2022: 3.
Paper, Board, Pulps and Cellulosic Nanomaterials- Determination of Dry Matter Content by Oven- Drying Method-Part 1: Materials in Solid Form: EN ISO 638-1:2022[S]. The International Organization for Standardization, 2022: 3.
[16] LI Q M, RODRIGUES S A, MORGENSTERN M, et al. Characteristic Drying Curve Behavior of Whey and Casein Micelle Proteins via Thin-Film Drying[J]. Drying Technology, 2023, 41(2): 308-321.
[17] KHAMTREE S, RATANAWILAI T, NUNTADUSIT C, et al. Experimental Study and Numerical Modeling of Heat and Mass Transfer in Rubberwood during Kiln Drying[J]. Heat and Mass Transfer, 2021, 57(3): 453-464.
Simulation and Verification of Molded Pulp Drying by Software COMSOL
ZHAO Tiantiana, WANG Juna,b*
(a. School of Mechanical Engineering, b. Jiangsu Key Laboratory of Advanced Food Manufacturing Equipment and Technology, Jiangnan University, Jiangsu Wuxi 214122, China)
The work aims to study the feasibility of using COMSOL Multiphysics to simulate the drying efficiency and thickness of molded pulp products. Based on the theory of porous media, the finite element simulation software COMSOL Multiphysics was used to establish the multi-physical field coupling model of heat and humidity, water flow and non-isothermal flow of dry base moisture content of pulp molded with time. Considering the heat convection of wet air in wet porous media and the heat conduction of porous matrix during drying, the drying efficiency and thickness of molded pulp under hot plate heating were simulated and compared with the experimental results. The simulation results obtained by the inner domain probe of the model were in good agreement with the experimental results, the error range of thickness prediction in the later stage of drying was 0.4%-7.7%, and the difference of drying efficiency prediction was as low as 4.3%. It is feasible to use COMSOL Multiphysics to simulate the drying process of molded pulp.
molded pulp; porous media drying; numerical simulation; multi-physical field coupling
TS755;TB487
A
1001-3563(2024)01-0223-06
10.19554/j.cnki.1001-3563.2024.01.026
2023-03-30
國家一流學科建設輕工技術與工程(LITE 2018-29);江蘇省自然科學基金(BK20151128)
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
