船舶主機曲軸和軸帶發電機驅動軸法蘭高精度鉸制螺栓孔的加工
2024-01-16 12:39:44龔江華
中國修船 2023年6期
洪 星,龔江華
(南通中遠海運川崎船舶工程有限公司,江蘇 南通 226000)
船舶主機通過曲軸向中間軸和螺旋槳軸輸出動力,進而驅動軸帶發電機和螺旋槳旋轉,主機曲軸和中間軸之間、中間軸和軸帶發電機之間都是通過法蘭連接,而法蘭螺栓一般采用鉸制螺栓。為了確保鉸制螺栓在旋轉和振動的環境下不松動,要求鉸制螺栓和法蘭之間過盈配合。另一方面,考慮到以后軸帶發電機修理和船舶大修時需要拆卸螺栓,螺栓孔的精度必須在一個比較高的精度范圍之內,才能確保螺栓和螺栓孔不受損傷。
本文結合生產實踐,基于曲軸和中間軸廠家常規生產設備下,實現船舶主機曲軸法蘭、中間軸法蘭鉸制螺栓孔高精度加工的方法。下文以曲軸法蘭為例進行說明。
1 曲軸法蘭鉸制螺栓孔精度要求
為了確保螺栓拆卸時不損傷螺栓和螺栓孔,曲軸法蘭孔的加工精度需達到以下技術要求:①孔徑。以連接曲軸的中間軸法蘭孔直徑實際加工結果為基礎尺寸(D0),曲軸側的孔徑基礎尺寸要求為(D0±0.005)mm,不同船舶設計的螺栓孔直徑不同,常見的直徑從50 mm~110 mm 不等;②圓柱度<0.005 mm;③位置度<0.005 mm;④粗糙度Ra<0.8 μm。
為了實現以上技術要求,必須對常規的加工工藝進行改進,減小各環節的加工誤差。
2 常規內孔加工方法比較
一般來說,法蘭內孔加工手段有鉆、鏜、鉸等方法。首先用鉆、粗鏜等方法,將曲軸法蘭孔粗加工到接近目標尺寸的數值,再對孔進行精加工[1]。精加工是內孔加工的關鍵步驟,對孔的精度起到決定性的作用。精加工有精鏜和精鉸2 種,2種方法各有特點,結合實際試驗結果,精鏜和精鉸加工工藝對比如表1所示。
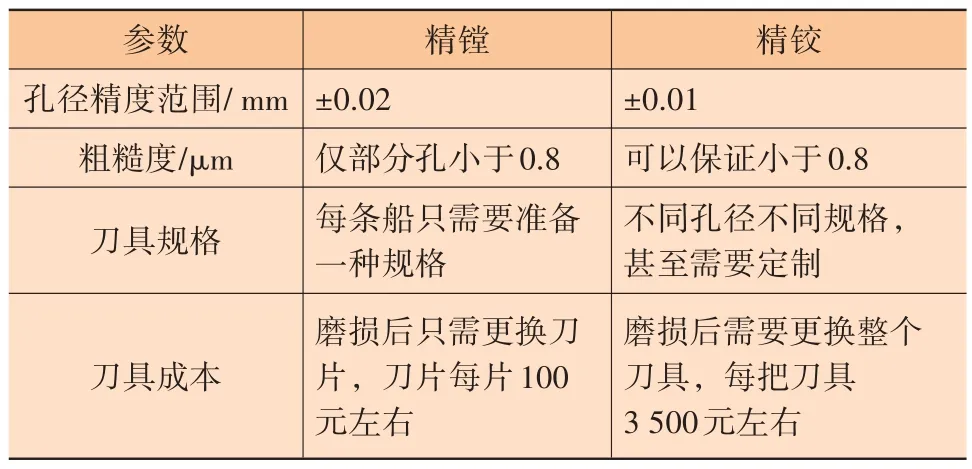
表1 精鏜和精鉸加工工藝對比
由表1 知,2 種方法都無法達到既定的技術要求,只有對常規的方法進行改善,才能提高加工精度。考慮到精鏜具有刀具成本低、刀具規格單一的優點,因此,選擇精鏜方法進行研究。
3 鏜孔設備和工件的準備
加工螺栓孔所采用的設備為落地銑鏜床。鏜孔前將曲軸放置在支架上,調整位置,使曲軸法蘭平面和鏜軸垂直,鏜床和曲軸位置布置示意圖如圖1所示。為了保證曲軸法蘭孔和中間軸法蘭孔的位置度,使用鉆模加工工藝,曲軸和中間軸法蘭孔在加工時使用同一個鉆模。把鉆模的曲軸側止口卡在曲軸法蘭上,曲軸法蘭上安裝鉆模示意圖如圖2 所示。調整鉆模位置,使鉆模止口上、下、左、右4 個位置與曲軸法蘭之間的間隙一致。在進行孔加工前,調整鏜軸中心和對應的鉆模孔中心,使兩者對中。
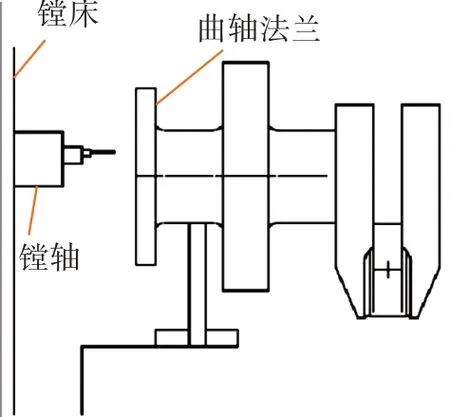
圖1 鏜床和曲軸位置布置示意圖

圖2 曲軸法蘭上安裝鉆模示意圖
4 精鏜孔誤差分析
理論上,精鏜刀調整旋鈕的刻度可以精確讀取到0.001 mm 或0.002 mm,但實際上卻無法實現0.001 mm 或0.002 mm 精度的調整[2]。主要原因如下。
1)由于鏜刀機械結構上存在間隙,調整手法不同,調整結果會出現尺寸不同。
2)鏜床主軸存在一定的跳動量。
3)鏜床主軸存在一定的撓度,鏜孔時鏜床主軸是單邊受力,會出現一定的“讓刀”現象,特別是主軸伸出較長的時候,“讓刀”現象會更明顯。
4)加工時刀刃的磨損。
以上客觀因素無法完全消除,因此,必須通過加工方法的改進和優化來降低其影響,進而達到上述技術要求。
5 高精度鉸制孔的加工方法
綜合考慮上述因素,本文從以下6個方面對加工方法進行了優化和改進。
1)增加精鏜次數。與粗鏜相比,精鏜在精度控制上有明顯優勢,一般鏜床加工工藝中,只需要精鏜一次即可達到要求。由于精鏜時鏜刀調整幅度較小,調整產生的誤差絕對值也較小,與此同時,精鏜的吃刀深度比粗鏜要小,“讓刀”現象會減少,因此可以通過增加精鏜次數來進一步提高加工精度。
通過反復試驗,最終確定精鏜次數為3次,每次加工量為0.200 mm 左右,也就是粗鏜后預留的加工量為0.600 mm左右。
2)鏜刀調整。吃刀深度是通過鏜刀進行調整的,鏜刀上有鎖緊螺絲和調整螺絲。首先要松動鎖緊螺絲,調整好吃刀深度后再上緊鎖緊螺絲。為了減少機械結構間隙的影響,調整時遵循以下原則。
(1)每次松動鎖緊螺絲時,松動程度都保持基本一致,且松到可以調整得動調整螺絲即可,不宜太松。
(2)調整螺絲轉動方向保持單向,也就是不要先調大再調小。
(3)最后一次粗鏜以及3 次精鏜過程中不得更換鏜刀刀片,否則后續的調整將失去基準,需要提前確認刀片狀態,如磨損量過大,則提前更換。
在遵循以上原則的情況下,即使調整有偏差,其偏差量與偏差的方向基本一致,為下一步的尺寸修正提供了基礎。
3)吃刀深度修正。在第一次精鏜孔后對孔徑進行測量,計算出實際加工量,再按設定的吃刀深度計算出理論加工量,并計算出兩者之間的差值。第二次精鏜調整吃刀深度時,對此進行反向修正,以抵消第一次精鏜的加工誤差。這種修正可能一次無法修正完全,所以第三次精鏜在上一次修正值的基礎上再作類似修正,但需要注意計算第一次修正時的修正比例和最終誤差。
4)位置度調整。每一次精鏜前用千分表測量鉆模孔中心和加工的孔中心偏差量,修正鏜床主軸坐標。從實際試驗結果來看,由于孔的深度不到100 mm,在這個范圍內鏜床的主軸輸出十分穩定。第一次調整后,后續偏差較小。
5)量具精度提升。要測量0.005 mm 精度的孔,使用的量具也必須要達到相應精度。并不是量具的分度值達到0.001 mm 就代表著精度也能達到。是否真正達到要求的精度,要看該量具廠家說明書中的精度指標是否能夠滿足測量的精度要求。
6)增加珩磨工序。在精鏜之后增加一道珩磨工序。珩磨的目的有2個,一個是孔徑微調,另一個是降低粗糙度。所以珩磨時一般用油石或者240#以上的砂皮,太粗的砂皮會造成珩磨量過大,并增加粗糙度。
為了實施珩磨,精鏜時的孔徑目標值設定必須留有余量,從實際試驗結果來看,精鏜孔徑目標值比D0小0.005 mm左右比較合適。
6 鏜孔試驗結果
鏜孔試驗前,先準備1 個法蘭。按照圖2 安裝好鉆模,固定在支架上,調整法蘭平面,使其與鏜床主軸垂直。假設中間軸法蘭1號孔的加工結果為68.005 mm,根據技術要求計算,曲軸法蘭1 號孔的孔徑要求在68.000~68.010 mm 之間。因此,本次精鏜的孔徑目標值為68.000 mm,粗鏜的孔徑目標值為67.400 mm,分3 次精鏜,每次加工量約為0.200 mm。
粗鏜孔徑結果如表2 所示,其中位置度為:上下偏差0.003 mm,左右偏差0.002 mm。
第一次精鏜,吃刀深度0.100 mm,第一次精鏜鏜孔結果如表3,其中差值為-0.034 mm(67.560-67.394-0.200),所以第二次精鏜時吃刀深度的修正值為+0.017 mm。
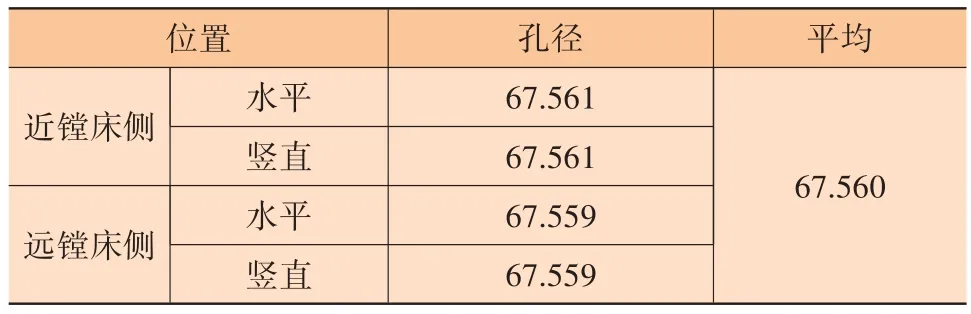
表3 第一次精鏜鏜孔結果 mm
第二次精鏜,吃刀深度0.100 mm,再加上修正值+0.017 mm,最終吃刀深度是0.117mm,第二次精鏜鏜孔結果如表4所示。其中差值為0(67.760-67.560-0.200),所以可以認為每0.100 mm 吃刀深度,修正+0.017 mm恰好能抵消誤差。
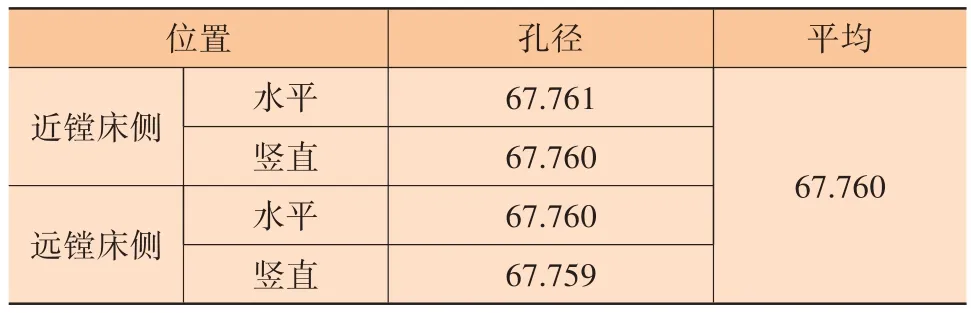
表4 第二次精鏜鏜孔結果 mm
第三次精鏜,吃刀深度0.120 mm+0.020 mm,第三次精鏜鏜孔結果如表5 所示。測得Ra為0.895 μm,略大于技術要求的Ra<0.8 μm。
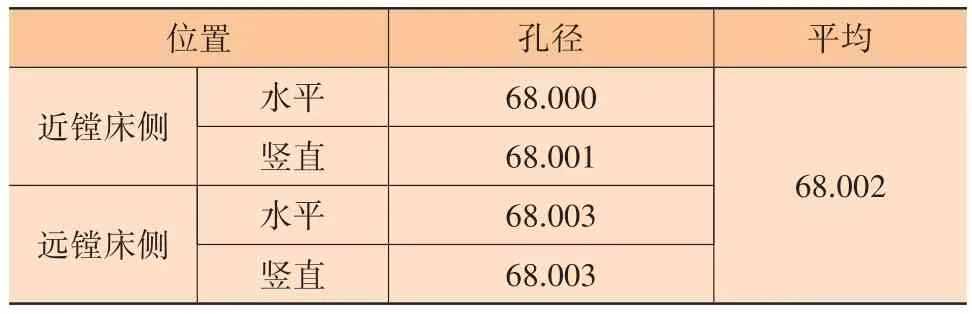
表5 第三次精鏜鏜孔結果 mm
采用油石珩磨修正,珩磨時間20 s,油石珩磨修正結果如表6 所示。測得Ra為0.515 μm,滿足技術要求的Ra<0.8 μm。位置度測量為:上下偏差0.002 mm,左右偏差0.002 mm。
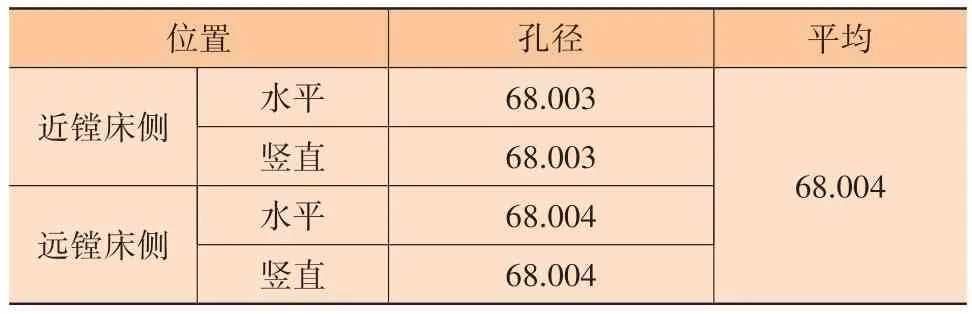
表6 油石珩磨修正結果 mm
經過上述工藝優化,最終加工結果如表7 所示,由表7知,鉸制螺栓孔的加工精度有了顯著提升,各性能指標均達到甚至超出了技術要求,評判結果均合格。
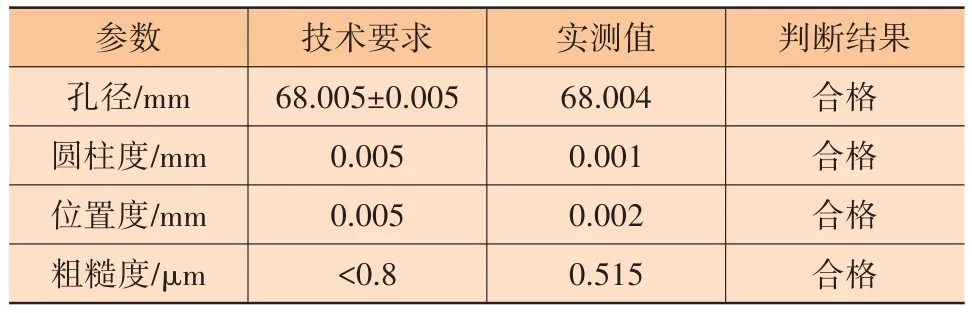
表7 最終加工結果
7 結束語
鏜孔加工中存在各種引起誤差的因素,誤差因素的積累會大大降低產品的最終精度。但通過一些同一化的方法,把無序的誤差變成相對有序的誤差,再通過反向修正可以有效減小誤差。另外,珩磨可以作為修正微小誤差的最終手段,也可以降低粗糙度,但需要提前計算并預留珩磨余量。
通過多次試驗,得到的結果均和以上結果類似,輸出穩定,證明本文提出的加工方法是有效且可靠的。
