步進式板坯加熱爐應用MILD 富氧燃燒的數(shù)值模擬
2024-01-12 02:19:12胡賢忠于慶波
材料與冶金學報 2023年6期
潘 博, 胡賢忠, 于慶波, 秦 勤, 趙 俁
(1.東北大學 冶金學院, 沈陽 110819; 2.鞍鋼集團鋼鐵研究院, 遼寧 鞍山 110078;3.國家能源集團科學技術研究院有限公司, 南京 210046)
加熱爐是鋼鐵生產(chǎn)過程中高耗能設備之一[1],如何進一步提高加熱爐的熱效率并減少污染物的排放是加熱爐研究亟待解決的問題[2~3].溫和低氧稀釋(moderate and intense low oxygen dilution,MILD)燃燒是目前高效率、低污染燃燒領域最重要的發(fā)現(xiàn)之一[4],具有溫度分布均勻、火焰溫差小、污染物生成少等優(yōu)點.當它與富氧燃燒技術相結(jié)合應用于加熱爐時,不僅能提高富氧燃燒的穩(wěn)定性,還可以均勻爐溫、增強爐內(nèi)換熱,使富氧燃燒效率得到有效提高[5~6].
在MILD 富氧燃燒研究方面,馮懷萱[7]通過非對稱射流噴嘴結(jié)構(gòu)的燃燒實驗發(fā)現(xiàn),該噴嘴結(jié)構(gòu)可促進高速氣流的充分混合,有利于MILD 富氧燃燒的實現(xiàn).Krishnamurthy 等[8]利用實驗和數(shù)值計算手段對200 kW 實驗爐進行MILD 富氧燃燒和常規(guī)富氧燃燒的對比研究,結(jié)果表明強烈的內(nèi)部卷吸可實現(xiàn)MILD 富氧燃燒,并能有效降低NOx排放.Li 等[9]使用13 kW 實驗爐進行MILD富氧燃燒,發(fā)現(xiàn)隨著富氧濃度的增加,實現(xiàn)MILD富氧燃燒需要更高的煙氣內(nèi)部循環(huán)率.
目前,絕大多數(shù)MILD 富氧燃燒的研究是在單燒嘴實驗爐中進行,工業(yè)上多燒嘴加熱爐的研究相對較少.而應用MILD 富氧燃燒技術成為解決加熱爐節(jié)能減排問題的一個重要突破口,它可以克服傳統(tǒng)富氧燃燒技術帶來的一些弊端,如理論燃燒溫度較高所造成的爐內(nèi)溫度不均勻及熱力型NOx易產(chǎn)生等[10].
本文中以步進式板坯加熱爐為研究對象,采用數(shù)值模擬的方法,建立爐內(nèi)燃燒、流動及傳熱的全耦合三維模型,研究經(jīng)MILD 富氧燃燒改進后加熱爐內(nèi)流場、溫度場、鋼坯溫度、加熱爐產(chǎn)量及NOx排放的變化情況,以期為步進式板坯加熱爐MILD 富氧燃燒的改進工作提供理論依據(jù).
1 數(shù)學模型
1.1 幾何模型
圖1 為加熱爐幾何結(jié)構(gòu)模型.爐長36.6 m,爐寬18.94 m,預熱段高2.9 m,加熱段高4.25 m,均熱段高4.25 m.預熱段沒有燒嘴,加熱一段爐頂布置20 個平焰燒嘴,下爐膛設置兩對側(cè)部調(diào)焰燒嘴,每個側(cè)調(diào)焰燒嘴旁安裝1 個氧槍;加熱二段爐頂布置50 個平焰燒嘴,下爐膛布置16 個端部直焰燒嘴;均熱段爐頂布置50 個平焰燒嘴,下爐膛布置16 個端部直焰反向燒嘴.煙氣通過爐尾兩側(cè)煙道由煙囪排出.爐內(nèi)鋼坯總數(shù)為23 塊,布置間距 為 50mm, 尺 寸 為 170 mm × 1 500 mm ×13 300 mm,鋼坯入爐溫度為300 ℃,出爐溫度要求小于1 250 ℃,斷面溫差要求小于30 ℃,加熱爐產(chǎn)量為295 t/h(普碳鋼).
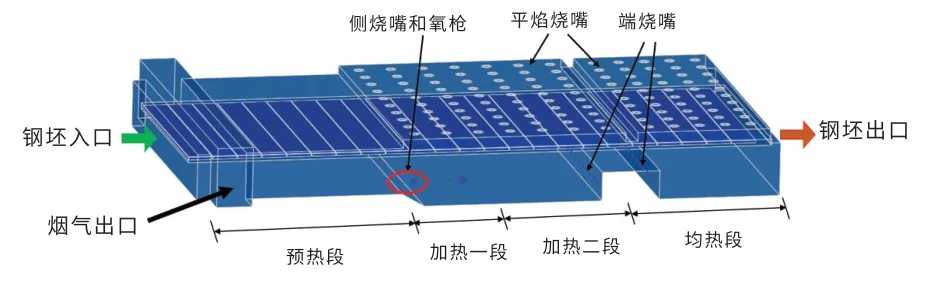
圖1 加熱爐幾何結(jié)構(gòu)圖Fig.1 Geometric structure of heating furnace
1.2 控制方程
1.2.1 基本控制方程
加熱爐內(nèi)的氣體流動和傳熱過程滿足質(zhì)量、動量及能量方程,其守恒方程分別為
式中:ρ為密度,kg/m3為速度,m/s;p為靜壓力,Pa;η為氣體黏度,Pa·s;Su,Sv,Sw為3 個動力方向的廣義源項,kg/(m2·s2);cp為比熱容,kJ/(kg·K);λ為流體的導熱系數(shù),W/(m·K);ST表示內(nèi)熱源和由于黏性作用流體機械能轉(zhuǎn)換為內(nèi)能的部分,W/m3.
1.2.2 湍流模型
加熱爐內(nèi)高速氧氣卷吸煙氣和燃料流動均為高雷諾數(shù)的湍流流動,故采用標準k-ε模型,具體公式如下所示.
式中:k為湍流脈動動能,J;ε為耗散率,%;Gk為平均速度梯度產(chǎn)生的湍流動能,J;μt為湍流黏度,Pa·s;Gb為浮力產(chǎn)生的湍流動能,J;YM為可壓縮湍流中的脈動膨脹對耗散率的影響;G1ε和G2ε分別取1.44 和1.92;σk和σε分別為k和ε的紊流普朗特數(shù),分別取1.0,1.3.
1.2.3 燃燒模型
與常規(guī)燃燒相比,MILD 富氧燃燒是一種慢反應燃燒過程,因此快速化學反應模型不適用于模擬MILD 富氧燃燒過程.本文中燃燒采用基于渦耗散模型的湍流-化學相互作用模型來模擬混合煤氣燃燒過程,反應產(chǎn)物的凈生產(chǎn)率可由式(7)和(8) 的計算結(jié)果最小值表示:
式中:Ri,A為層流化學反應速率,mol/(L·s);Ri,T為湍流燃燒速率,mol/(L·s).
1.2.4 輻射模型
離散坐標輻射(DO)模型的求解范圍可涵蓋整個光學深度,并且適用于滑移網(wǎng)格的計算.
1.2.5 NOx模型
NOx產(chǎn)生機理一般分為3 種:熱力型NOx,快速型NOx和燃料型NOx.加熱爐使用混合煤氣作為燃料,幾乎不會產(chǎn)生燃料型NOx,而快速型NOx的生成量不超過全部NOx的5%,熱力型NOx占據(jù)主導地位.
熱力型NOx主要是由一組依賴高溫的化學反應所形成,其主要反應如下:
快速型NOx的生成量相對較少,具體生成路徑如下:
1.3 邊界條件及網(wǎng)格劃分
氧化劑和燃料入口設置為速度入口,速度由各個燒嘴的流量折算.燃料為混合煤氣(具體成分如表1 所列),燃料消耗量為55 800 m3/h,混合煤氣熱值為7 628.5 kJ/m3,預熱溫度為450 K,空氣預熱溫度為550 K,氧氣溫度為300 K.氧氣從氧槍噴出,空氣從燃料入口周圍8 個空氣噴口射出.計算域的出口邊界條件設為壓力出口,表壓為0,加熱爐各個入口和出口被視為黑體壁,即燃燒器入口和出口的發(fā)射率ε為1.0.在爐壁處,速度為無滑移邊界條件.根據(jù)加熱爐不同位置的散熱損失設定固定熱通量[11]:爐頂為-2 510.87 W/m2,爐底為-1 256.98 W/m2,爐墻為-851.24 W/m2,爐壁與鋼坯壁面發(fā)射率ε取0.8.

表1 混合煤氣成分(體積分數(shù))Table 1 Mixed gas composition (volume fraction) %
加熱爐的網(wǎng)格采用四面體和六面體相結(jié)合的劃分方法(見圖2),其中加熱段和均熱段的頂部采用四面體網(wǎng)格劃分,其余部分采用六面體網(wǎng)格劃分,網(wǎng)格最低正交質(zhì)量為0.42,這符合計算要求.

圖2 加熱爐網(wǎng)格示意圖Fig.2 Schematic diagram of heating furnace grid
加熱爐利用滑移網(wǎng)格方法實現(xiàn)鋼坯的運動,將鋼坯和縫隙中的氣體定義為運動域,而加熱爐其余部分為靜止域,運動域長度為加熱爐長的2倍,兩域之間通過設置interface 面實現(xiàn)數(shù)據(jù)傳遞.使用穩(wěn)態(tài)計算域初場,穩(wěn)態(tài)計算將鋼坯壁面設定不同的固定溫度:預熱段設為900 K;加熱一段設為1 200 K;加熱二段設為1 400 K;均熱段設為1 520 K;爐外鋼坯設置初始溫度為573 K.瞬態(tài)的初始值是從穩(wěn)態(tài)解中確定的,穩(wěn)態(tài)計算結(jié)束后,將爐內(nèi)外鋼坯壁面設置為耦合,并為動區(qū)域設置相應的行進速率,而后進行瞬態(tài)計算.
鋼坯的物理性質(zhì)和機械性能在加熱過程中將隨溫度的變化而改變,因此本模型中考慮了鋼坯的導熱系數(shù)及比熱容隨溫度的變化.MILD 富氧燃燒工況下,在加熱一段側(cè)燒嘴旁設置氧槍,并增大加熱一段爐頂燒嘴能量,使鋼坯加熱速率變快,加熱爐產(chǎn)量提高.具體計算工況如表2 所列,分別為常規(guī)空氣助燃工況(case1)和MILD 富氧燃燒工況(case2).

表2 計算工況Table 2 Calculation condition
2 結(jié)果與討論
2.1 網(wǎng)格無關性驗證
本文中選用178 萬、219 萬及267 萬這3 種不同規(guī)格的網(wǎng)格,對計算結(jié)果的網(wǎng)格無關性進行驗證.圖3 對比了這3 種網(wǎng)格密度在氧槍中心線上(X=14.6 m,Y=-2.1 m,Z=0 ~18.94 m)速度分布的平均值和偏差曲線.從圖中可以看出,不同網(wǎng)格密度的計算數(shù)據(jù)偏差較小,最大偏差值為3.4.這說明模擬結(jié)果對這3 種不同網(wǎng)格密度的敏感度較低,故選擇中等密度的219 萬網(wǎng)格開展下一步研究.
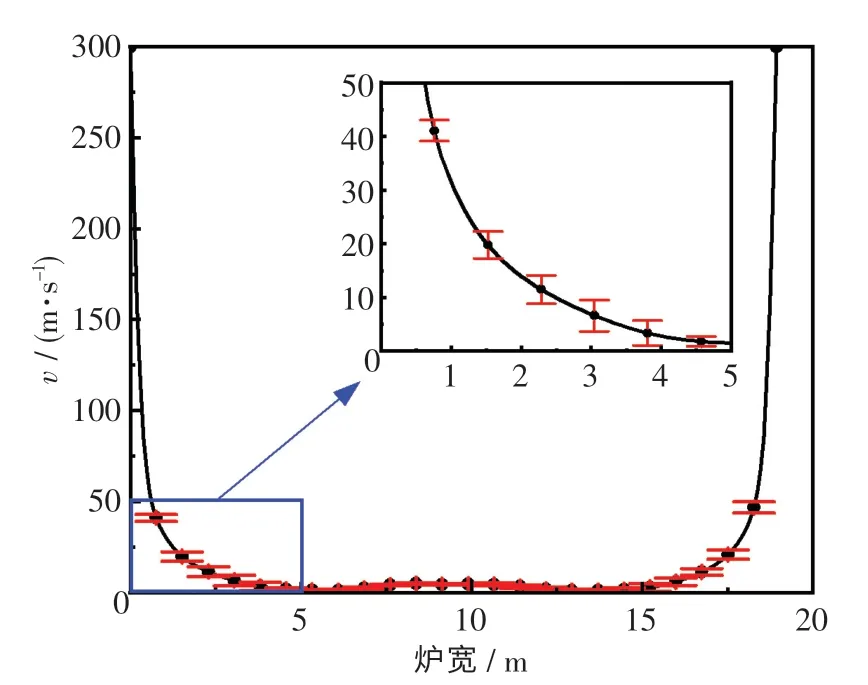
圖3 不同密度網(wǎng)格在氧槍中心線(X=12.6 m,Y=-2.1 m,Z=0~18.94 m)上的模擬結(jié)果比較Fig.3 Comparison of simulation results of grids with different densities on oxygen lance centerline(X=12.6 m, Y=-2.1 m, Z=0~18.94 m)
2.2 模型驗證
為驗證所選數(shù)學模型的準確性,使用上述數(shù)學模型進行數(shù)值模擬,并與文獻[12]中的測量數(shù)據(jù)進行對比,結(jié)果如圖4 所示.由圖可知,該數(shù)學模型能夠較為準確地模擬加熱爐內(nèi)燃燒過程.
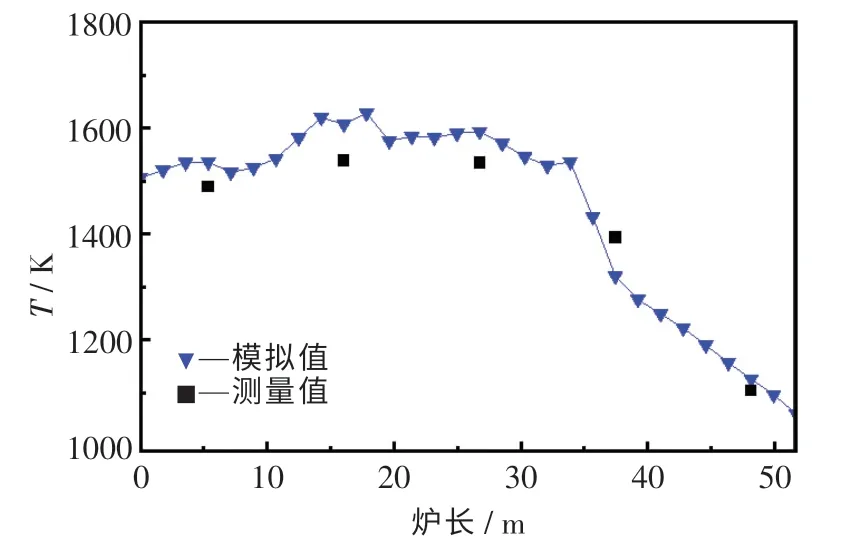
圖4 爐長方向爐溫文獻數(shù)據(jù)與模擬數(shù)據(jù)對比圖Fig.4 Comparison of furnace temperature literature data and simulation data in the direction of furnace head
2.3 MILD 富氧燃燒下加熱爐流場和溫度場分布
為了分析MILD 富氧燃燒與常規(guī)空氣助燃這兩種工況流場的差異,本文中引入MILD 燃燒重要參數(shù)——煙氣循環(huán)倍率(KV),也被稱為卷吸率[5].KV定義為被卷吸煙氣與入射燃料和氧化劑之比[13].
式中:ME為爐膛橫截面回流熱煙氣質(zhì)量流量,kg/s;MF為初始燃料進口質(zhì)量流量,kg/s;MA為初始助燃氣體進口質(zhì)量流量,kg/s;MJ為爐膛橫截面熱煙氣質(zhì)量流量,kg/s.
由于本文模型中氧槍兩兩對稱布置在加熱一段,可認為單側(cè)燒嘴的爐膛橫截面回流熱煙氣質(zhì)量流量就等同于另一側(cè)燒嘴的爐膛橫截面熱煙氣質(zhì)量流量.因此,卷吸率的計算只需針對一側(cè)燒嘴,取1~9 m 這9 個截面來計算兩種工況下加熱一段的卷吸率.圖5 示出了兩種不同工況下在加熱一段沿爐寬方向上的卷吸率.從圖中可以看到,MILD 富氧工況下的卷吸率要明顯大于常規(guī)空氣助燃工況下的卷吸率,這說明高速的氧氣射流會卷吸煙氣流動,引起爐膛內(nèi)部強烈的煙氣循環(huán).KV在距離燒嘴2 m 處達到峰值(7.19),之后隨著爐寬方向上距離的增大,氧氣射流速度下降,卷吸率開始逐漸減弱.
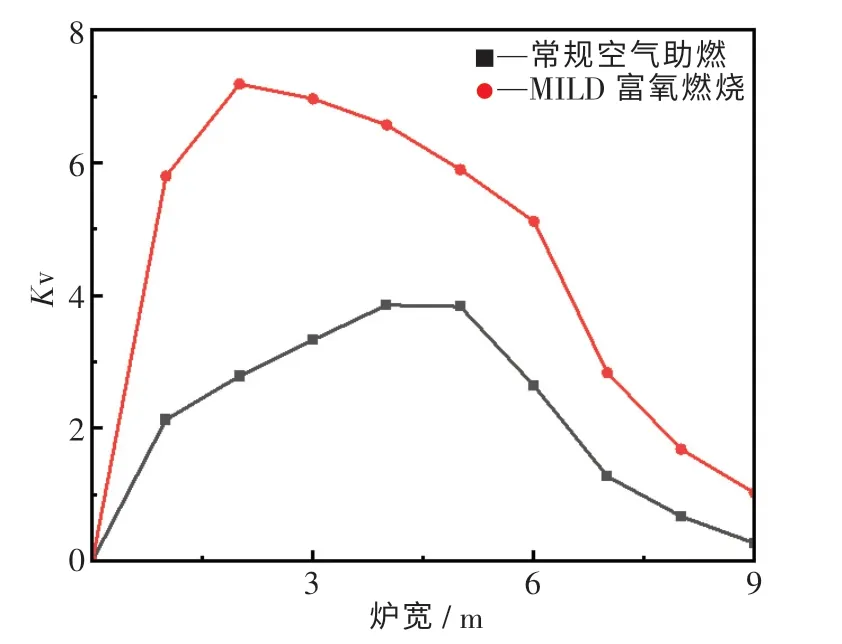
圖5 兩種工況下煙氣循環(huán)倍率對比Fig.5 Comparison of flue gas circulation ratio under two working conditions
圖6 示出了MILD 富氧燃燒工況下加熱爐爐寬方向上截面的溫度及速度場分布.由圖6(a)可知;加熱爐預熱段的平均溫度為1 100 K,加熱一段的平均溫度為1 300 K;加熱二段由于燃料較多,加熱能力較強,故爐內(nèi)溫度升高,平均溫度可達1 450 K;均熱段溫度穩(wěn)定在1 530 K左右,煙氣在溫度降至1 000 K左右排出.加熱爐頂部由于加熱段及均熱段均設有爐頂下壓設計(目的是降低煙氣流速,提高加熱能力[14]),所以加熱段和均熱段頂部煙氣流動緩慢,平均速度為0.2 m/s 左右,該平均速度小于預熱段的煙氣速度[見圖6(b)].加熱爐預熱段下半部分的煙氣速度為7.5 m/s,該速度明顯高于上半部分的煙氣速度.這一方面是由于加熱爐下爐膛的燒嘴流量要高于上爐膛,另一方面是由于加熱爐的下爐膛存在端燒嘴,所以預熱段下半部分煙氣速度較快且溫度較高.而均熱段相對流動空間大且燒嘴中燃料較少,故煙氣速度較小(截面平均速度為0.4 m/s).從溫度場及速度場的分布可以看出,MILD 富氧工況下加熱爐的溫度分布合理,滿足鋼坯加熱要求.
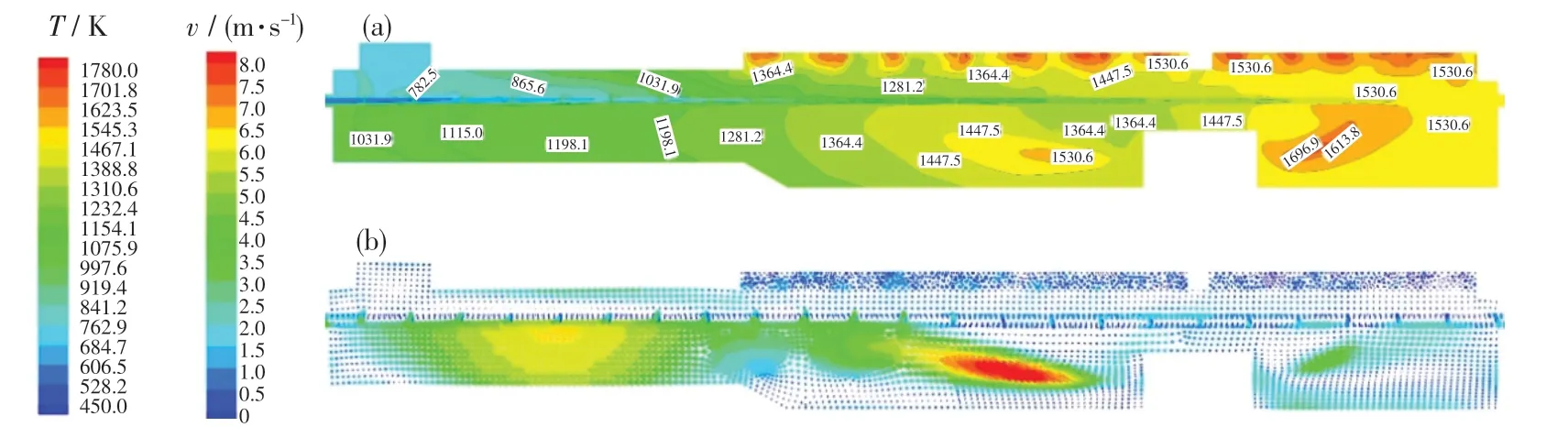
圖6 MILD 富氧燃燒工況下加熱爐爐寬方向上截面的溫度云圖及速度矢量圖Fig.6 Temperature nephogram and velocity vector diagram on the wide section of the heating furnace under MILD oxygen-enriched working condition
圖7 示出了兩種工況下側(cè)燒嘴截面的溫度云圖.由圖可知:常規(guī)空氣助燃工況下側(cè)燒嘴處存在局部高溫區(qū),溫度達到1 793 K,側(cè)燒嘴附近火焰呈細長狀分布,隨著爐寬方向上距離的增大,溫度逐漸遞減,爐膛中心處溫度在1 300 K 左右;而MILD 富氧燃燒工況下,基本沒有局部高溫區(qū),溫度穩(wěn)定在1 450 K左右,側(cè)燒嘴附近溫度區(qū)域分布呈扇狀,這是由于較弱的燃料射流被較強的氧氣射流吸入并匯合在一起.此外,在匯合前每股射流都卷吸了一定量的熱煙氣,并在此過程中被煙氣稀釋和加熱,這降低了反應速率,使得高溫區(qū)縮小.
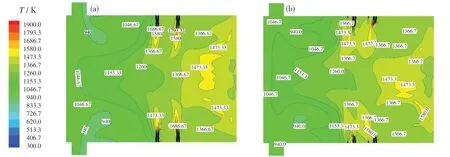
圖7 兩種工況下側(cè)燒嘴中心截面(Y=-2.1 m)溫度云圖Fig.7 Temperature nephogram of side burner center section (Y=-2.1 m) under two working conditions
圖8 為兩種工況下加熱一段兩對側(cè)燒嘴中心線的溫度曲線.從圖中可以看出,常規(guī)空氣助燃工況下,兩側(cè)燒嘴附近0~3 m 處的爐氣溫度均有較明顯上升趨勢,最高溫度達到1 600 K左右,隨著爐寬方向上距離的增大,爐氣溫度逐漸下降至1 300 K.MILD 富氧燃燒工況下,在兩側(cè)燒嘴及爐膛中心的附近爐氣溫度穩(wěn)定在1 300 K左右,沒有局部高溫區(qū).這說明MILD 富氧燃燒工況在提升加熱爐側(cè)燒嘴加熱能力的同時,還可保證鋼坯在爐寬方向上的受熱均勻性.
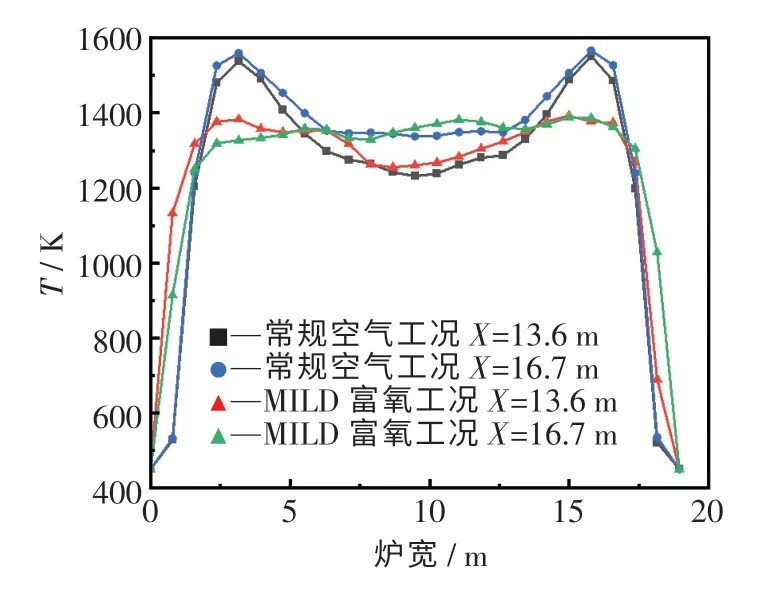
圖8 兩種工況下側(cè)燒嘴中心線(X=13.6/16.7 m,Y=-2.1 m,Z=0~18.94 m)溫度曲線Fig.8 Temperature curve of side burner centerline(X=13.6/16.7 m, Y=-2.1 m, Z=0~18.94m ) under two working conditions
圖9 為兩種工況下加熱爐內(nèi)鋼坯上下表面的溫度云圖.從圖中可以看出:兩種工況下鋼坯均以573 K 入爐,進入預熱段后,鋼坯上下表面被迅速加熱;在加熱一段時,鋼坯上下表面溫度幾乎一致,達到1 200 K左右;在加熱二段結(jié)束時,鋼坯表面溫度達到1 450 K左右;在均熱段時,鋼坯表面溫度達到1 520 K左右,出爐鋼坯寬度方向上溫度一致,長度方向溫差達到最小, 溫度分布均勻.但由于下爐膛加熱二段布置的是朝向預熱段的端燒嘴,其加熱能力較強,且本文中未考慮下爐膛水梁對鋼坯下表面溫度的影響,故在預熱段出現(xiàn)了鋼坯下表面溫度高于上表面溫度、下表面中部溫度升高較快的現(xiàn)象.在兩種工況下,鋼坯表面溫度分布基本一致,但MILD 富氧燃燒工況下鋼坯加熱時間短,這說明MILD 富氧燃燒改進并提升了加熱爐的加熱能力.
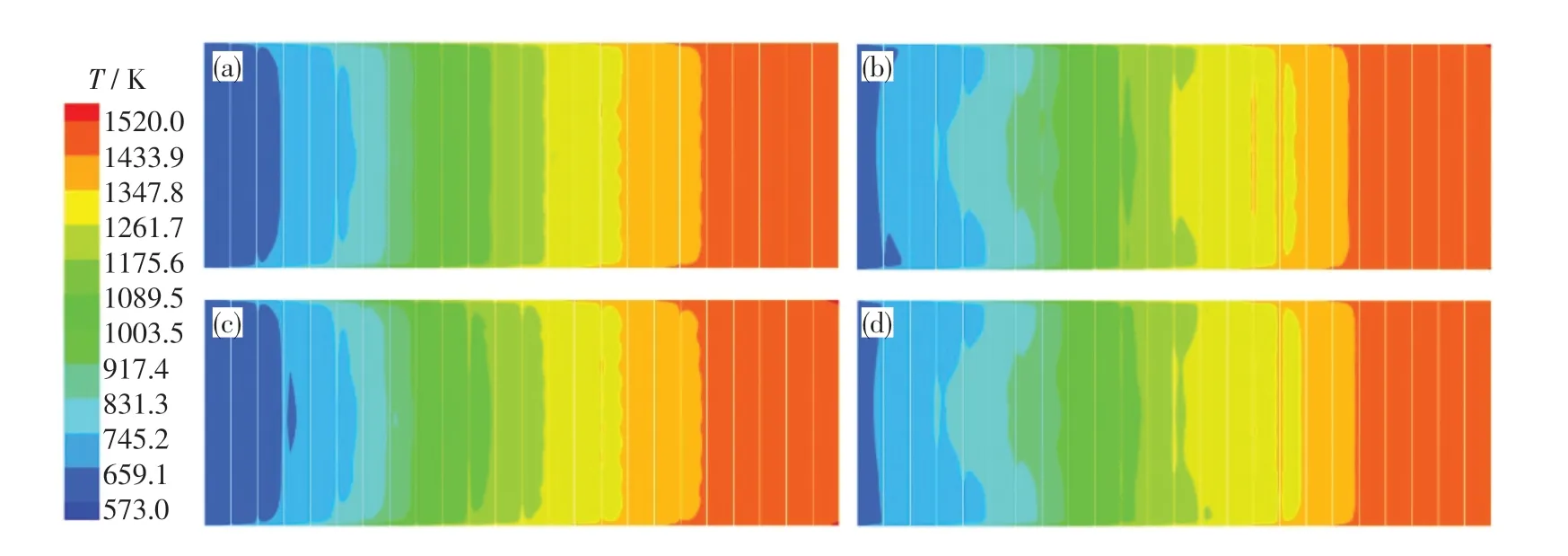
圖9 兩種工況鋼坯上下表面溫度云圖Fig.9 Temperature nephogram of upper and lower surface of steel billet under two working conditions
圖10 為兩種工況下鋼坯平均溫度隨時間變化的曲線.可以發(fā)現(xiàn),由于加熱一段MILD 燃燒的改進,在加熱時間相同的條件下,MILD 富氧燃燒工況下的鋼坯平均溫度高于常規(guī)空氣助燃工況下的鋼坯平均溫度.這是因為MILD 富氧燃燒可以提高煙氣中參與輻射換熱的三原子氣體占比,進而使得加熱爐在加熱段輻射換熱效果增強,鋼坯加熱速率大幅提升.
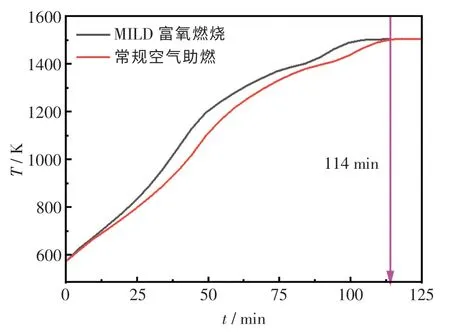
圖10 鋼坯平均溫度隨時間變化Fig.10 Variation of average billet temperature with time
圖11 示出了加熱結(jié)束時兩種工況下鋼坯各個截面沿爐寬方向的溫度分布.可以發(fā)現(xiàn),MILD富氧燃燒工況下最大溫差為26 K,常規(guī)空氣助燃工況下最大溫差為22 K,兩者均小于30 K,符合鋼坯的加熱要求.在兩種工況下將鋼坯加熱至符合出爐標準的溫度時,常規(guī)空氣助燃工況下煙氣出口的NOx濃度為109.18 mg/m3,MILD 富氧燃燒工況下的NOx濃度為58.35 mg/m3.出現(xiàn)上述現(xiàn)象的原因如下:一方面是MILD 富氧燃燒工況下高速氧氣強烈的卷吸作用稀釋了反應物濃度,使反應速率降低,側(cè)燒嘴附近高溫區(qū)變小;另一方面是由于MILD 富氧燃燒工況下鋼坯的行進速率加快,使得整體爐氣溫度降低,熱力型NOx的生成受到抑制.
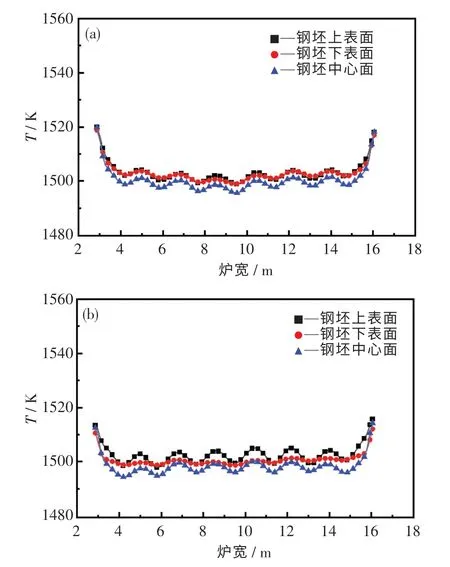
圖11 兩種工況加熱結(jié)束時鋼坯各個截面溫度分布曲線Fig.11 Temperature distribution curve of each section of steel billet at the end of heating under two working conditions
3 結(jié) 論
(1)加熱爐經(jīng)MILD 富氧燃燒改進后,側(cè)燒嘴的加熱能力得到提高,鋼坯在爐寬方向上的受熱均勻性得到了有效保證.
(2)常規(guī)空氣助燃工況下,將鋼坯加熱至符合出爐要求溫度需要125 min,消耗的燃料量為102 838.1 m3;而MILD 富氧燃燒工況下只需要114 min,使用的燃料量為96 307.7 m3,加熱爐的產(chǎn)量提高了6.35%.
(3)常規(guī)空氣助燃工況下,煙氣出口的NOx濃度為109.18 mg/m3.MILD 富氧燃燒工況下,煙氣出口的NOx濃度為58.35 mg/m3,加熱爐的NOx排放量降低了46.5%.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
化工管理(2022年13期)2022-12-02 09:21:52
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
光學精密工程(2016年6期)2016-11-07 09:07:19
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
核科學與工程(2015年4期)2015-09-26 11:59:03
