氣門座圈人工液氮冷卻工藝壓裝試驗(yàn)研究
2024-01-12 13:35:56郭春花劉玉鑫馬偉曲長明
內(nèi)燃機(jī)與動力裝置 2023年6期
郭春花,劉玉鑫,馬偉,曲長明
濰柴動力股份有限公司,山東濰坊 261061
0 引言
發(fā)動機(jī)工作時,缸蓋氣門座圈頻繁受到氣門沖擊,要求氣門座圈密封帶有很高的耐磨性和密封性,氣門座圈密封帶的寬度精度、跳動度與密封帶的耐磨性、密封性密切相關(guān),影響發(fā)動機(jī)性能[1-3]。氣門座圈壓裝不到位,與氣門座圈底孔底平面不能完全貼合,將導(dǎo)致氣門座圈密封帶寬度和跳動度不合格[4-5],影響產(chǎn)品質(zhì)量。
目前,國內(nèi)發(fā)動機(jī)氣缸蓋樣試過程主要采用傳統(tǒng)液氮冷卻工藝壓裝氣門座圈[6-7],即氣門座圈在環(huán)境溫度為-196 ℃的液氮中冷卻一定時間(通常根據(jù)經(jīng)驗(yàn)設(shè)置為30 min以上),氣門座圈外徑收縮變小后取出,使座圈外徑在溫度為(25±3) ℃的環(huán)境中恢復(fù),當(dāng)氣門座圈外徑恢復(fù)至與座圈底孔圓柱面直徑之間為過渡配合或間隙配合時,取出氣門座圈裝入座圈底孔中,使用工裝壓裝到位[8]。
采用液氮冷卻壓裝工藝可保證氣門座圈與氣門導(dǎo)管的同軸度,使密封帶密封良好,防止工作中出現(xiàn)氣門座圈松動脫落、破碎或變形。過渡配合或間隙配合可減小壓裝過程中氣門座圈與底孔圓柱面的磨損,使氣門座圈與座圈底孔底平面順利貼合,壓裝到位。
目前,針對批量生產(chǎn)過程自動液氮冷卻壓裝氣門座圈工藝的研究較多,自動壓裝過程中,液氮冷卻時間及氣門座圈壓裝時間由壓裝設(shè)備機(jī)械結(jié)構(gòu)控制,不受人工干預(yù),時間精準(zhǔn)、誤差小,可保證氣門座圈的壓裝質(zhì)量;但對人工液氮冷卻壓裝氣門座圈工藝研究較少,相關(guān)的工藝操作規(guī)程中僅規(guī)定了工藝流程,忽略樣試過程中的壓裝質(zhì)量,既未考慮氣門座圈冷卻30 min后的冷卻效果及對生產(chǎn)節(jié)拍的影響,也未明確規(guī)定氣門座圈從液氮中取出后的裝配完成時間,操作者僅憑感覺和經(jīng)驗(yàn),有時出現(xiàn)冷卻后沒有及時裝入底孔,導(dǎo)致氣門座圈外徑與座圈底孔圓柱面直徑之間為過盈配合,造成壓裝不到位,影響了生產(chǎn)節(jié)拍,降低了產(chǎn)品質(zhì)量[9-10]。
本文中針對氣門座圈采用人工壓裝工藝時,對氣門座圈液氮冷卻外徑收縮及室溫下外徑恢復(fù)進(jìn)行試驗(yàn)測試,確定氣門座圈最佳冷卻時間及氣門座圈從液氮取出后的最長裝配時間,優(yōu)化工藝流程,提高氣門座圈壓裝質(zhì)量。
1 試驗(yàn)研究
1.1 問題分析
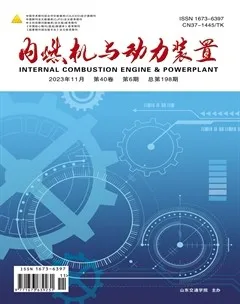
氣門座圈壓裝效果示意如圖1所示。
a)氣門座圈壓裝到位 b)氣門座圈與底孔間有縫隙 c)氣門座圈壓裝歪斜圖1 氣門座圈壓裝效果示意圖
由圖1可知:氣門座圈與座圈底孔底平面之間有縫隙、氣門座圈壓裝歪斜均造成氣門座圈壓裝不到位。人工壓裝氣門座圈不到位是壓裝過程中常見的質(zhì)量問題,主要原因有氣門座圈底孔有雜質(zhì)、壓裝工裝與氣門座圈不垂直、氣門座圈外徑與缸蓋氣門座圈底孔過盈配合。該問題檢測過程中不容易發(fā)現(xiàn),易造成氣門座圈密封帶密封不良,存在嚴(yán)重的質(zhì)量隱患[11-12]。
1.2 試驗(yàn)分析
基于樣試過程中傳統(tǒng)液氮冷卻工藝,采用人工壓裝方式,進(jìn)行氣門座圈液氮冷卻外徑收縮試驗(yàn)、氣門座圈液氮冷卻后外徑恢復(fù)試驗(yàn)。為保證試驗(yàn)的準(zhǔn)確性和可靠性,對試驗(yàn)作如下規(guī)定:1)測量工具準(zhǔn)確度高,測量精度小于氣門座圈公差帶的1/10,本次試驗(yàn)選用千分尺測量氣門座圈外徑;2)測量人員、測量工具前后一致,消除不同人員、不同測量工具造成的測量誤差[13-15];3)氣門座圈冷卻后每次使用千分尺測量時,忽略測量工具溫度與氣門座圈溫度差造成的誤差。
試驗(yàn)用品包括液氮2桶、進(jìn)氣氣門座圈2個(分別記為J1、J2)、排氣氣門座圈2個(分別記為P1、P2)、千分尺1把、數(shù)字秒表1只,試驗(yàn)環(huán)境溫度為(25±3) ℃。進(jìn)氣門座圈、排氣門座圈標(biāo)準(zhǔn)外徑分別為56(+0.085/+0.066) mm、53(+0.085/+0.066)mm,進(jìn)、排氣氣門座圈底孔標(biāo)準(zhǔn)外徑分別為56(+0.03/0) mm、53(+0.03/0)mm。

表1 氣門座圈液氮冷卻外徑收縮試驗(yàn)結(jié)果
1.2.1 冷卻外徑收縮試驗(yàn)
在環(huán)境溫度為(25±3) ℃時,測量2個進(jìn)氣氣門座圈外徑后,分別放入2個足量液氮罐中冷卻,保證氣門座圈完全浸入液氮中,不考慮冷卻過程中測量外徑時的環(huán)境溫度影響,達(dá)到一定冷卻時間t時,迅速取出測量對應(yīng)的外徑后再次放回液氮冷卻,直至t=30 min時,試驗(yàn)結(jié)束,按同樣的方法測量2個排氣氣門座圈外徑。
1.2.2 冷卻后外徑恢復(fù)試驗(yàn)
將J1在液氮中分別冷卻30 min、10 min后,取出放置在溫度為(25±3) ℃的環(huán)境中,迅速測量氣門座圈外徑隨恢復(fù)時間t′的變化,直至t′=120 s,試驗(yàn)結(jié)束,按照同樣的方法冷卻氣門座圈J2、P1、P2并測量對應(yīng)的外徑。
2 試驗(yàn)結(jié)果與分析
4個氣門座圈液氮冷卻外徑收縮試驗(yàn)結(jié)果如表1所示。
由表1可知:進(jìn)、排氣門座圈放入液氮罐后,相比冷卻前外徑,t=5 min外徑收縮量為0.10 mm左右,t=5~10 min外徑收縮量為0.02~0.05 mm,t>10 min外徑冷卻至最小,基本不變;進(jìn)氣氣門座圈冷卻10 min后外徑約為 55.96 mm,排氣氣門座圈冷卻10 min后外徑約為 52.96 mm,相比進(jìn)、排氣氣門座圈底孔常溫下的標(biāo)準(zhǔn)外徑,進(jìn)、排氣門座圈冷卻10 min后的外徑與進(jìn)、排氣門座圈底孔之間為間隙配合,滿足裝配要求。
4個氣門座圈液氮分別冷卻30、10 min后外徑恢復(fù)試驗(yàn)結(jié)果如表2、3所示。

表2 氣門座圈液氮冷卻30 min后外徑恢復(fù)試驗(yàn)結(jié)果
由表2可知:氣門座圈在液氮罐中冷卻30 min后,外徑恢復(fù)到初始外徑的時間約為120 s。
由表3可知:氣門座圈在液氮罐中冷卻10 min后,外徑恢復(fù)到初始外徑的時間約為120 s;t′=60 s時,J1、J2外徑為56.02~56.04 mm,P1、P2外徑約為53.03 mm,與氣門座圈底孔為過渡配合,滿足裝配要求;t′=120 s時,J1、J2外徑約為56.08 mm,P1、P2外徑約為53.08mm,均恢復(fù)到常溫下初始外徑,為過盈配合,不符合裝配要求。

表3 氣門座圈液氮冷卻10 min后外徑恢復(fù)試驗(yàn)結(jié)果
經(jīng)以上分析,氣門座圈在液氮中冷卻10 min,外徑可達(dá)到最小;氣門座圈冷卻10 min后取出恢復(fù)時,必須在60 s內(nèi)將氣門座圈裝入氣門座圈底孔中,防止氣門座圈外徑恢復(fù)至初始外徑,與缸蓋氣門座圈底孔為過盈配合,摩擦力大,難以裝入。
基于傳統(tǒng)液氮冷卻工藝,采用人工方式壓裝氣門座圈時,氣門座圈放入液氮中冷卻10 min后取出,1 min內(nèi)裝入缸蓋氣門座圈底孔,使用工裝壓裝到位。按照該工藝要求,連續(xù)一個月跟蹤生產(chǎn)線氣門座圈壓裝質(zhì)量,100%壓裝到位,工藝優(yōu)化準(zhǔn)確可靠。
3 結(jié)論
1)氣門座圈液氮冷卻10 min后,座圈外徑基本穩(wěn)定,接近最小外徑。
2)對比氣門座圈在液氮罐中冷卻30、10 min后,外徑恢復(fù)到初始外徑的時間大致一致,約為120 s。
3)氣門座圈液氮冷卻后恢復(fù)時,需在1 min內(nèi)裝入缸蓋氣門座圈底孔,此時氣門座圈與底孔為過渡配合,可保證壓裝質(zhì)量。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03