大氣等離子噴槍電極退化過程的監測與診斷
2024-01-11 02:24:12苗小琦余德平張斌李定駿陳藝文
機械 2023年12期
關鍵詞:特征
苗小琦,余德平,張斌,李定駿,陳藝文
大氣等離子噴槍電極退化過程的監測與診斷
苗小琦1,2,3,余德平*,1,張斌1,李定駿2,3,陳藝文2,3
(1.四川大學 機械工程學院,四川 成都 610065;2.東方電氣集團 東方汽輪機有限公司,四川 德陽 618100;3.清潔高效透平動力裝備全國重點實驗室,四川 德陽 618100)
等離子體噴涂過程中其電極表面不可避免地會出現燒蝕退化,導致射流能量分布變化,從而改變粒子的熔融加速過程,最終導致涂層質量的不均勻。本文針對美科F100噴槍電極燒蝕退化過程,設計了監測診斷實驗,研究了噴槍運行30 h過程中電弧電壓以及射流特征的演化情況。分析了電弧電壓、噴槍功率等關鍵特征在噴槍長時間運行下隨電極退化的變化規律,并將電壓進行FFT變化后在50 kHz頻域內找出具有相應衰減規律的特征峰。將拍攝所得的射流圖片經圖像處理后分析射流面積、長度、亮度等特征的變化規律。結果表明,噴槍電極的退化過程表現為三個階段,不同階段下噴槍的各項特征表現出不同的狀態。研究結果可為實際生產中電極的及時更換提供指導。
等離子噴涂;電極退化;過程診斷
大氣等離子噴涂技術利用高溫射流將粉末加熱至熔融、半熔融狀態并沉積在基底表面,形成具有耐高溫、耐腐蝕等性質的涂層,在航空航天、石油化工等領域得到了廣泛應用[1-2]。
噴涂是一個復雜且非線性的過程,最終涂層的質量由諸多因素控制,如電弧電流、氣體成分、噴涂距離、噴嘴形狀等。此外,一些不可控因素,諸如電極內弧根落點的移動[3]、環境空氣的夾帶[4]以及電極的退化[5]等也會很大程度影響到涂層性能。
研究表明,在保持電流恒定的情況下,噴槍電極表面不可避免會發生燒蝕[6]。陽極表面的退化主要是由于陽極弧根落點處的高溫引起的表面熔化,陰極尖端處電弧的落點僅限制在一個微米級別的區域,會出現陰極原子的蒸發現象,因此其燒蝕速率通常要大于陽極,把金屬鎢添加進電極中可抑制這一現象[7-8]。電極的燒蝕會導致陽極氣體冷邊界層厚度降低[9],導致電弧電壓和噴槍凈功率下降,射流的長度和面積等降低,粒子的溫度、速度等在這個過程中也會發生顯著變化,降低沉積效率,增加涂層孔隙率[10]。此外電極的燒蝕速率與電弧電流、工作氣體的成分和流速等都有很大關系[11-13]。
本文使用歐瑞康美科的SM-F100噴槍作為實驗對象,研究其在長時間運行過程中電極燒蝕對電弧電壓、射流特征以及涂層性能等關鍵特征量的影響。
1 實驗裝置與方法
1.1 噴槍及涂層制備
在實驗開始前,已為美科SM-F100噴槍更換全新電極。實驗采用恒流電源供電,在電流340 A、氬氣35 L/min、氫氣3.5 L/min的標準參數下運行30 h。實驗過程中,每隔5 h噴涂一組試樣,以高溫合金為基底,噴涂Metco 204B-NS粉末和Co 211粉末制備熱障涂層。高溫合金在制備涂層前已經過清洗、噴砂等工藝處理。
1.2 電壓信號的監測
使用NIUSB-6210高頻采集卡搭配Labview軟件以100 kHz的頻率每分鐘采集一次電壓和電流信號,每次采集2×105個數據點保存在個人計算機的硬盤中,計算出該時刻電壓的均值、標準差以及噴槍功率等參數。運行過程中,冷卻水的流量以及進出口的水溫等參數由美科系統自行記錄,并在實驗完成后導出,與采集所得電壓數據一起處理,并計算出噴槍運行過程中凈功率的變化。此外,所得的電壓信號將會進行快速傅里葉變換(FFT,Fast Fourier Transform)以獲得其頻域內的特征,電壓頻域存在多個特征峰,其中某些特征峰的的強度會受電極退化的影響而發生改變[14]。
1.3 射流狀態的監測
使用MV-CA050-12GC相機記錄等離子體射流的圖片,每隔一段時間以24幀/s的頻率拍攝50張圖片。由于射流會發出強烈的光線,因此普通的相機鏡頭很難直接拍攝到清晰的射流形狀。實驗使用兩種手段盡可能過濾掉多余光線:①給相機鏡頭安裝ND8和ND16的濾光片組合,分別可以傳輸12.5%和6.5%的入射光,這兩個濾光片的組合可以隔絕99.1875%的光線;②設置相機的曝光時間為15 μs,可以大幅減少相機鏡頭拍攝照片時的入光量。最終拍攝到清晰的射流核心區域的形狀。
為計算出射流的亮度,需要將射流的RGB圖像轉換至HSV空間。HSV空間下圖片由色調(Hue)、飽和度(Saturation)及明亮度(Value)三個分量組成,射流的總亮度可通過計算明亮度分量下像素點值的和來表示。之后,將原始圖像轉換為灰度圖,并使用imbinarize算法設定閾值將其轉換為二值圖像,根據二值圖中像素點的排列及數量關系計算出射流的面積、長度等特征值(每組所得數據經過去極值處理)。
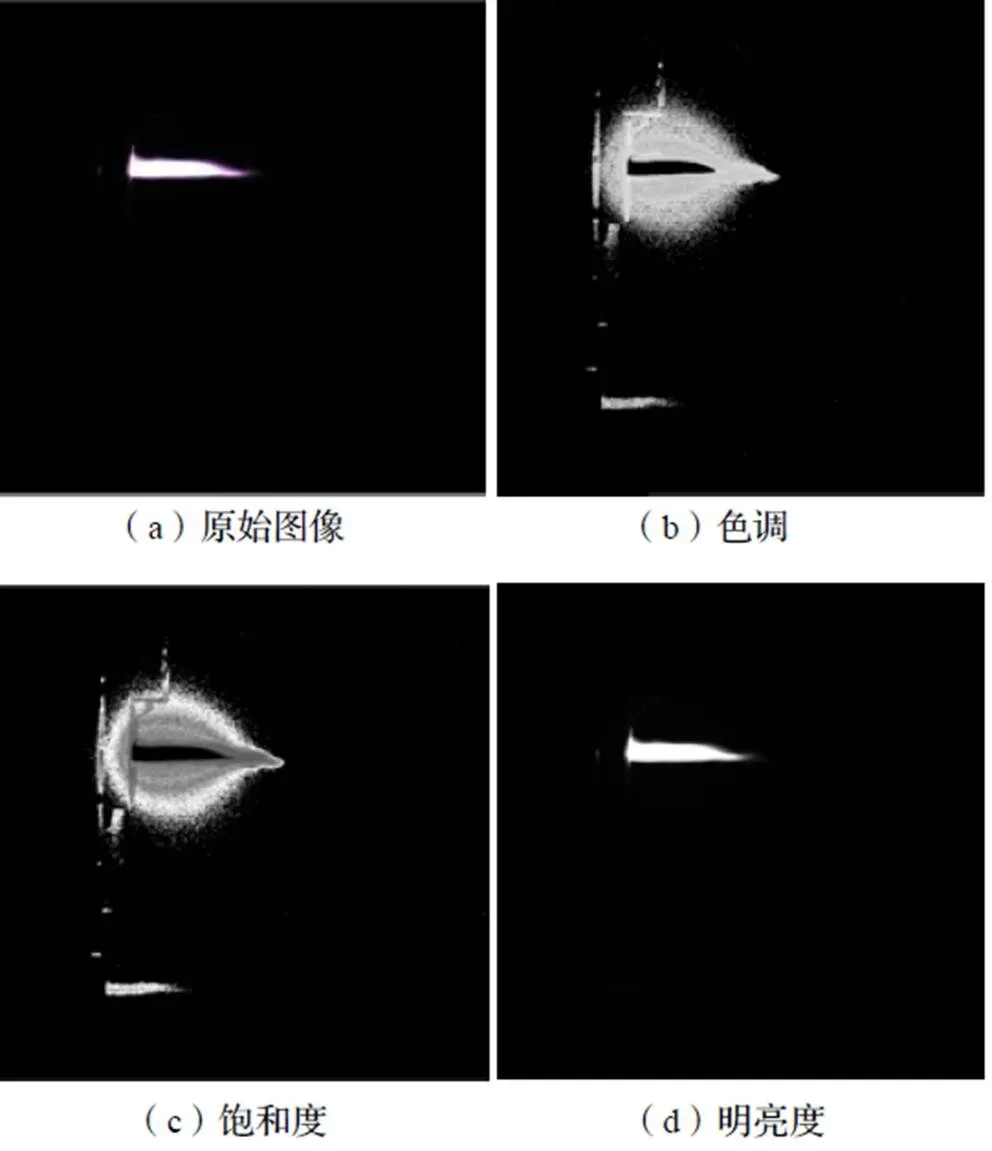
圖1 射流圖片HSV空間轉換
實驗過程中所用到的監測與診斷裝置如圖2所示。
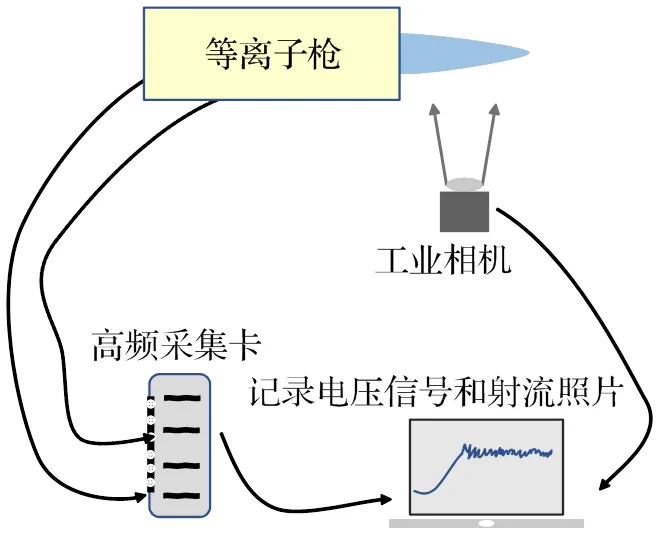
圖2 噴涂過程監控裝置
2 結果與分析
2.1 電壓信號
噴槍運行過程中其電壓信號及功率等參數的變化規律如圖3、圖4所示。圖中橫坐標為噴槍在標準參數下的運行時間,紅色虛線位置代表當天噴槍首次點火的時刻,黑色實線位置代表噴槍在各種參數下總計運行至10 h、25 h的時刻。整個運行期間,電弧電流保持在340 A,波動幅度不超過1.25 A。電弧電壓在0~10 h表現較為平穩并略有下降,在10~25 h出現多次大幅下降并恢復的現象,在25 h后這種現象有所緩解,電壓穩定下降,最終下降了2 V左右。電壓的標準差在0~10 h基本穩定,在10 h后迅速下降并維持在一個較低的值,但在25 h左右標準差又升高并再次保持穩定。
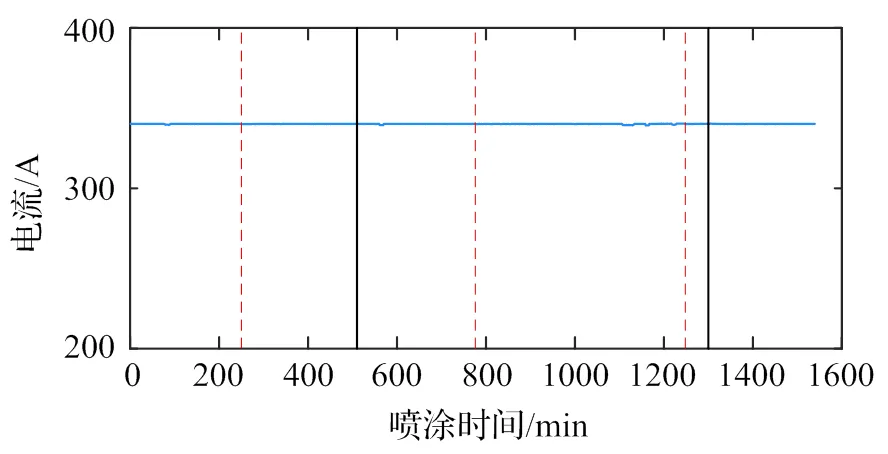
(a)電流
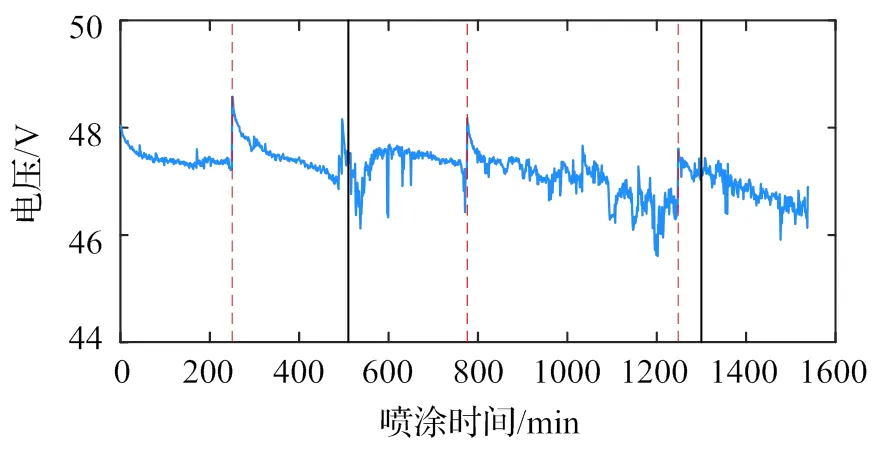
(b)電壓幅值
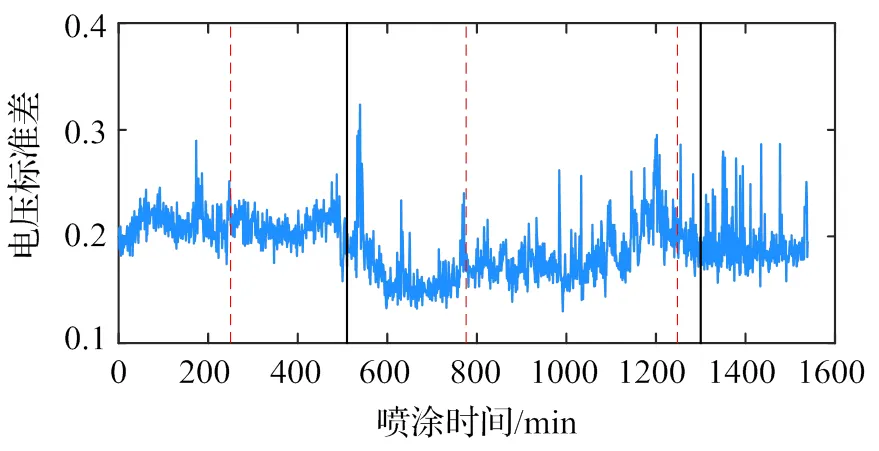
(c)電壓標準差
圖3 噴涂過程中噴槍的電流、電壓以及電壓標準差的變化
噴槍功率的狀況與電壓基本保持一致。根據噴槍進出口水的溫度差可以計算出噴槍凈功率的變化情況。凈功率在0~10 h基本保持穩定,10~25 h以較慢的速度下降,25 h之后下降速度明顯增大,最終減少了0.6 kW。
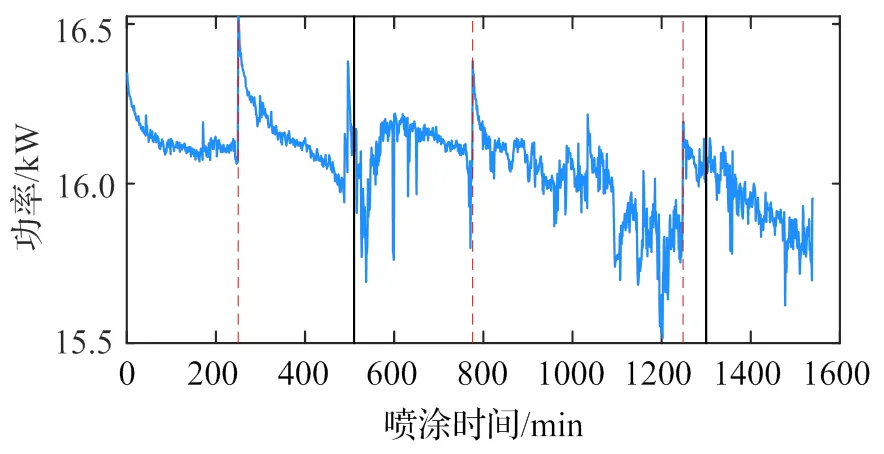
(a)功率
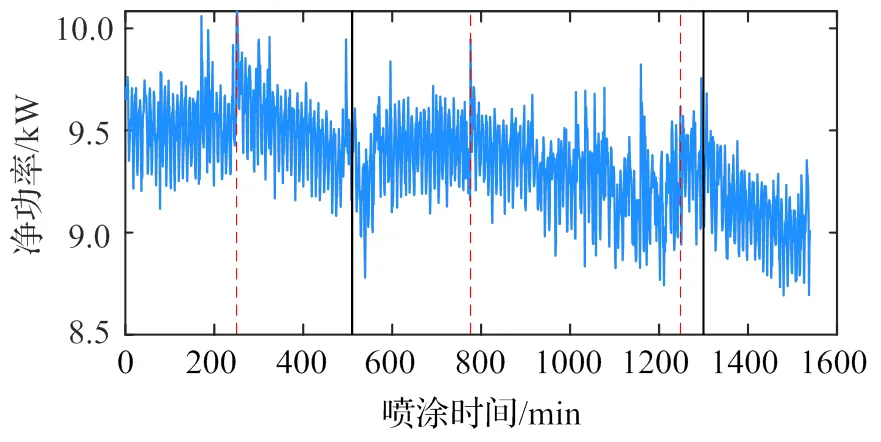
(b)凈功率
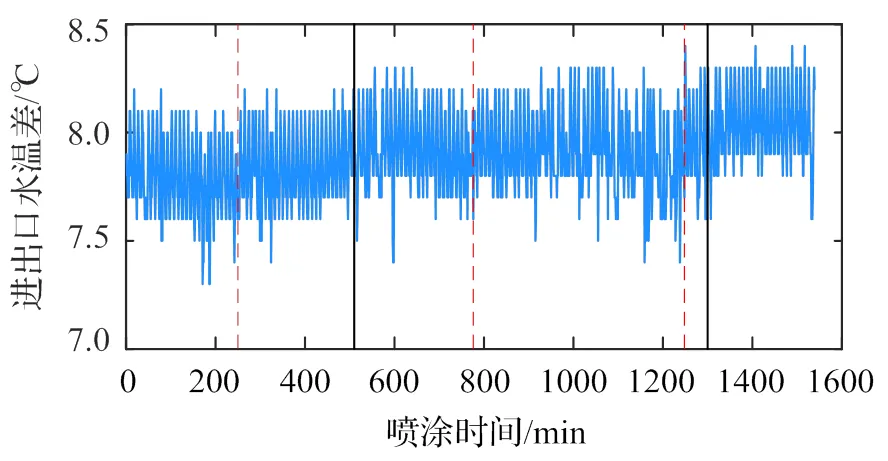
(c)進出口水溫差
圖4 噴涂過程中噴槍的功率、凈功率以及進出口水溫差的變化
另外實驗表明,每日第一次運行噴槍時,噴槍的電壓及功率都會明顯高于前一天時的水平,并在啟動后的一段時間內迅速下降,這可能與噴槍內部電極壁的熱狀態有關。研究表明,噴嘴壁表面處于較熱的狀態或邊界條件時對等離子弧的吸引力更強[15]。因此在噴槍每日第一次運行時,經過一夜完全冷卻后的電極在等離子弧產生的高溫以及冷卻水的作用下,內部狀態需要經過一定的時間才能重新達到熱平衡。此階段噴槍內部電弧弧根從陽極壁下游不斷向上游移動,而射流的狀態與弧根的狀態有密切聯系,因此該階段粒子的加速傳熱過程也可能受到一定的影響。在生產過程中,為了保證涂層性能的質量,建議在每日第一次點槍后等待一段時間,待電壓基本恢復穩定后再進行噴涂工作。
電壓在微秒級別的一種運行狀況如圖5所示。電壓在經過一段時間的穩定運行后出現大幅度的波動,隨后波動逐漸變小直至再次進入穩定模式。實際運行中電壓并不會總嚴格遵循這種規律,而是大幅波動、小幅波動、穩定模式交替出現,且在噴槍運行的不同階段其波動幅度沒有明顯區別,因此這種波動并不是造成電壓標準差在三個階段變化的主要原因。
圖5 微觀時間尺度下的電壓變化
不同時間段某次采集所得一秒內電壓的運行情況如圖6所示,其中紅色虛線為該段時間內的平均值。
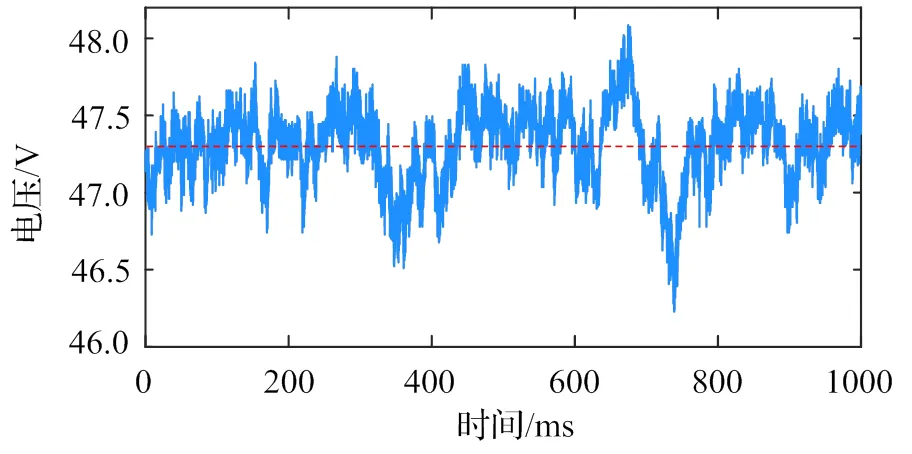
(a)噴槍運行0~10 h期間某一秒內的電壓信號
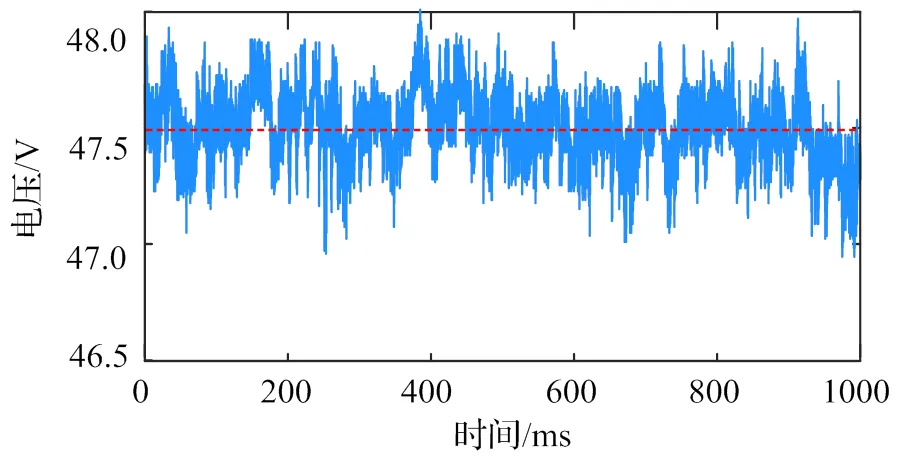
(b)噴槍運行10~25 h期間某一秒內的電壓信號
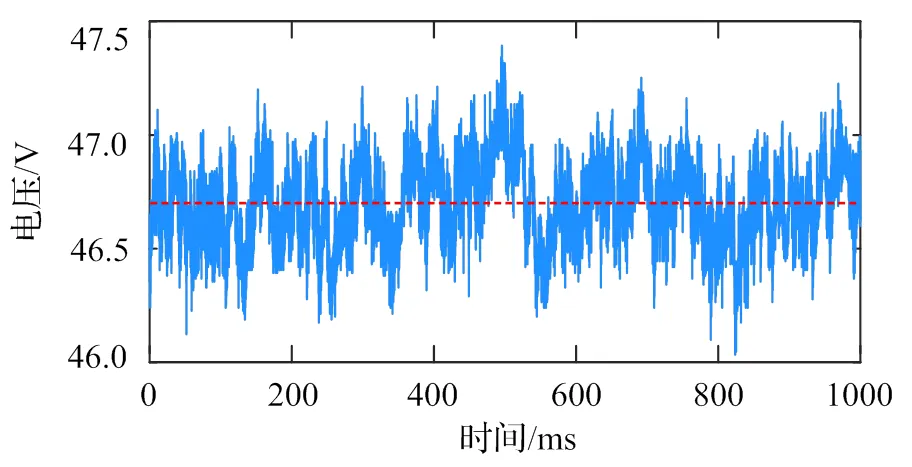
(c)噴槍運行25 h之后某一秒內的電壓信號
圖6 不同時間段電壓的運行情況
可以看出,0~10 h電壓的離散程度較大,10~25 h電壓能較為平穩地維持在均值附近,25 h后再次離散,但離散程度較小。電壓的波動和弧根落點的位置息息相關,因此可以推測0~10 h電極狀態較好時,弧根落點并不會限制在較小的區域,而是在較大的區域內分散分布,所以該階段電極的燒蝕比較微弱,電弧電壓的均值比較穩定。隨著運行時間的增加,噴槍內狀態發生變化,如冷氣體邊界層厚度減小,弧根落點被限制在一塊較小的區域,反映在電壓處表現為電壓標準差降低。弧根落點被限制導致該區域的燒蝕非常嚴重,因此每隔一段時間弧根落點就會出現移動,表現為電弧電壓的持續下降,這表明弧根落點的移動具有一定的方向性。第三階段電壓既保持較高的標準差,又呈現較快的下降趨勢,表明此時弧根落點雖然分布較為分散,但對電機的燒蝕依然較為嚴重,說明此時噴槍內部狀態再次出現了較大變化,可能與該階段噴槍凈功率的下降有關。
電弧電壓頻域內某些特征峰的幅值在運行期間的演化情況如圖7所示。
可以看出,36 kHz處峰值在0~10 h較為穩定,10~25 h出現較多波動并下降,25 h后降至最低點。48 kHz處的峰值在運行期間呈階梯狀下降分布。這些特征峰的強度隨著運行時間的變化呈現出較強的規律性,因此或可作為判斷電極燒蝕狀態的指標。
2.2 射流特征
使用相機拍攝等離子體射流所計算的各項特征在運行期間的演化情況如圖8所示,其中紅色實線為使用多項式對其進行擬合所得。
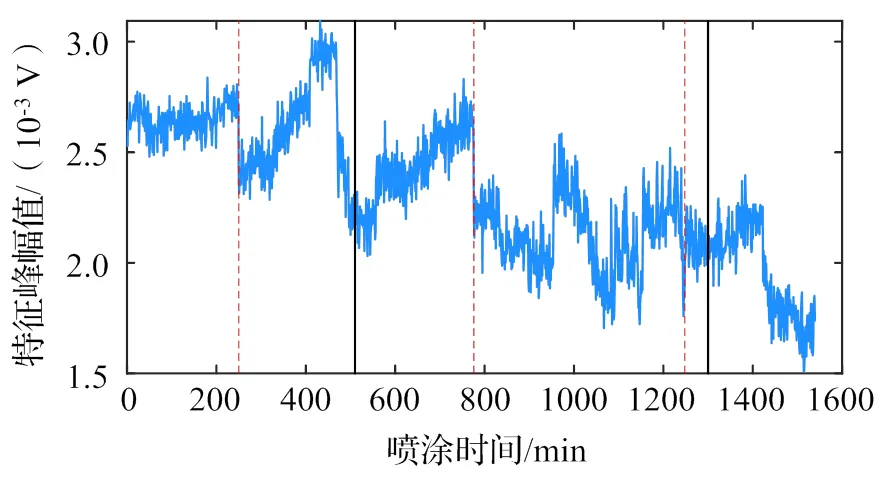
(a)36 kHz處 (b)48 kHz處
圖7 噴涂過程中電壓頻域內特征峰幅值的變化
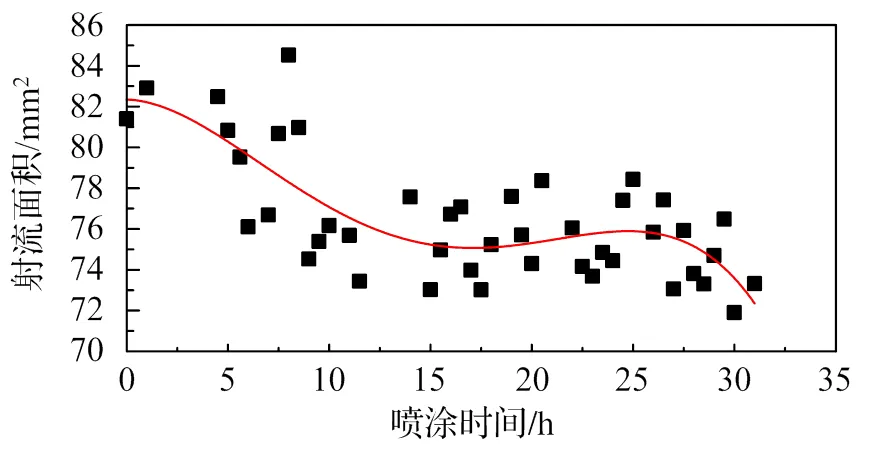
(a)射流面積 (b)射流面積標準差
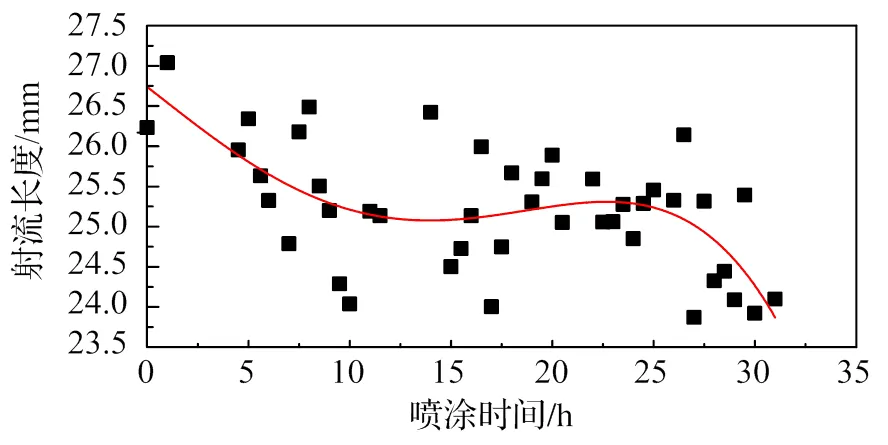
(c)射流長度 (d)射流亮度
圖8 射流特征的變化
結果表明,射流各項特征可明顯劃分為三個階段:0~10 h,射流的長度、亮度以及面積都持續下降,面積的標準差則較為穩定;10~25 h,射流的長度、亮度及面積保持穩定,面積標準差逐步增加;25 h之后,射流的長度、亮度以及面積再次下降,面積標準差恢復穩定。
射流各項特征經多項式擬合后所得曲線的系數如表1所示。
0~10 h射流的特征出現了明顯下降,但據圖3電壓數據所示該時間段內電壓并沒有明顯的降低,而是噴槍內部的狀態發生了變化,因此該階段射流各項特征的變化并非由于弧根落點的改變,而是與噴槍內部狀態的變化有關,10~25 h電壓標準差較小,射流的面積、長度、亮度等特征也較為穩定并略有上升趨勢,說明該階段噴槍處于穩定運行的狀態。25 h后射流各項特征出現了非常明顯的變化,面積、長度等大幅度下降,且此時噴槍凈功率、電弧電壓等也出現了大幅降低,表明該階段噴槍的各項參數都大幅退化,可能已不適宜進行噴涂工作。
表1 射流各項特征擬合曲線系數
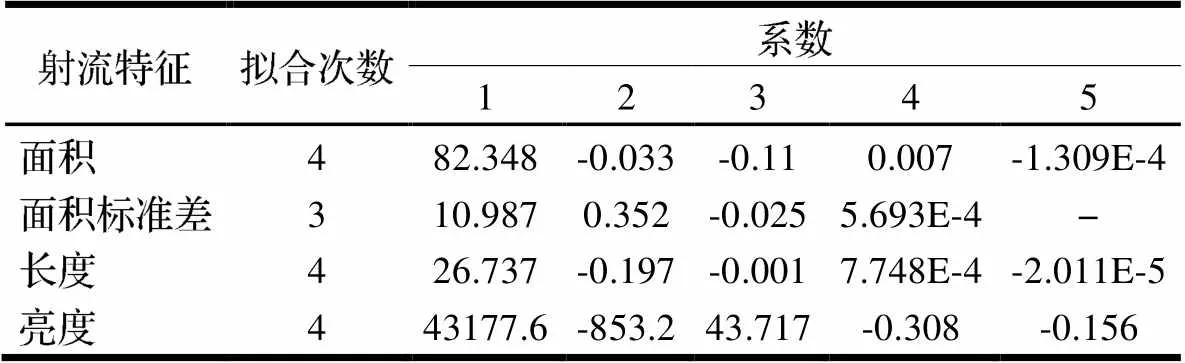
射流特征擬合次數系數 12345 面積482.348-0.033-0.110.007-1.309E-4 面積標準差310.9870.352-0.0255.693E-4- 長度426.737-0.197-0.0017.748E-4-2.011E-5 亮度443177.6-853.243.717-0.308-0.156
2.3 涂層性能
將不同運行時間制得的涂層進行熱沖擊實驗,以研究噴槍不同運行時間涂層性能的變化規律。將制得的涂層在1050℃的高溫爐膛中加熱8 min后在去離子水中進行冷卻,重復此步驟直到涂層表面產生剝落失效,每組涂層首次出現失效時的熱沖擊次數如圖9所示。圖中黑色虛線表示0和10 h制得的涂層進行熱沖擊500次以上仍未失效。結果表明,15~25 h制得涂層的抗水淬熱沖擊性能逐步提升;但30 h制得涂層的性能出現很大幅度的下降,表明該狀態下噴槍的退化已較為嚴重。
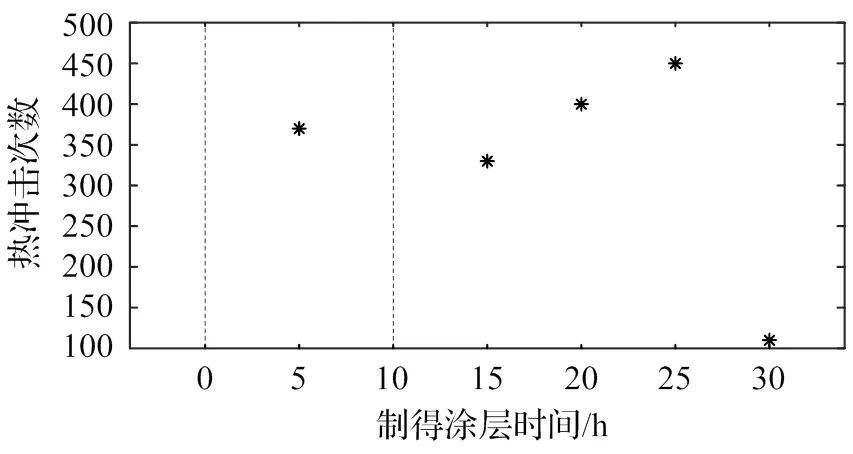
圖9 不同時間段涂層熱沖擊失效次數
第一階段即0~10 h,射流的面積、長度等均產生較大幅度的下降,但該階段涂層的性能并沒有表現出相同的趨勢。0~10 h的涂層性能雖然先降低又升高,但總體處于一個較高的水平。這說明該階段射流特征的明顯下降并沒有影響到涂層的質量,即該階段粒子的加熱加速沒有發生較大的變化,射流內部的能量密度沒有下降,而是伴隨著噴槍內部狀態的改變產生收縮。15 h的涂層性能相比10 h的下降幅度較大,說明當噴槍內部狀態在第一階段結束后出現了比較大的變化,一二階段的過渡期不僅使得電壓的波動程度大幅降低,并且在較短的時間內影響到了射流內部的能量場分布,改變了粒子的加熱加速過程。
第二階段即10~25 h,涂層的性能不斷提高,表明該階段雖然電極由于弧根落點的限制而處于燒蝕狀態,但總體而言噴槍仍處于平穩運行的階段,粒子抗熱沖擊的性能逐漸提高說明一二階段過渡期給射流帶來的不利影響正被逐漸消除。但當電極的燒蝕達到一定程度后這種平衡被打破了。
第三階段即25~30 h,電壓、射流等特征的變化規律與第一階段較為類似,表明噴槍內的狀態可能會不斷在兩個階段之間循環。但該階段涂層的性能已發生斷崖式下降,30 h涂層的抗熱沖擊性能相比25 h下跌了約77%,說明此時電極的狀態已無法保證涂層的質量。
3 結論
根據各項特征的變化規律,可將SM-F100等離子噴槍的退化過程分為三個階段:
(1)0~10 h,弧根落點較為分散,電壓均值比較穩定但標準差較高,噴槍內部狀態出現變化,射流的長度和亮度等下降,但所得涂層的質量較為穩定,沒有出現明顯下滑。
(2)10~25 h,弧根落點總是比較集中,電壓標準差較低,電極的燒蝕可能開始加劇,射流各項特征較為穩定,噴槍處于穩定運行狀態。涂層的抗水淬熱沖擊性能相比第一階段有一定幅度的下降,但會漸漸提升。
(3)25~30 h,電壓及凈功率下降明顯,射流特征大幅度下降,噴槍退化較為嚴重,涂層性能出現斷崖式下降。
此外,噴槍每日首次運行時電壓需要一段時間才能恢復到穩定階段。
因此,實際生產中建議每天點槍后等待電壓穩定后再進行噴涂。運行過程中可監控電壓變化及射流的各項特征代入擬合曲線,當接近25 h測得的值時,即推薦更換一組全新電極,以保證噴涂過程的一致性和涂層質量的穩定。
[1]徐濱士,李長久,劉世參,等. 表面工程與熱噴涂技術及其發展[J]. 中國表面工程,1998(1):3-9.
[2]朱昱,魏金棟,周燕琴,等. 等離子噴涂技術研究現狀[J]. 現代化工,2016,36(6):46-50.
[3]文魁. 大氣等離子噴涂飛行粒子與涂層性能研究[D]. 長沙:中南大學,2012.
[4]Z. D,J. H,L. B,et al. Diagnostics and modeling of an argon/helium plasma spray process[J]. Journal of Thermal Spray Technology,2000,9(2):225.
[5]Blair T K. Development of a Plasma Spray Process Monitoring System through Aeroacoustic Signal Analysis[D]. Virginia Tech,2016.
[6]Fincke J R,Swank W D,Bewley R L,et al. Diagnostics and control in the thermal spray process[J]. Surface & Coatings Technology,2001(146):537-543.
[7]Szente R N,Munz R J,Drouet M G. Electrode erosion in plasma torches[J]. Plasma Chemistry & Plasma Processing,1992,12(3):327-343.
[8]Nemchinsky V. Cathode erosion in a high-pressure high-current arc: calculations for tungsten cathode in a free-burning argon arc[J]. Journal of Physics D-Applied Physics,2012,45(13):1-8.
[9]Duan Z,Heberlein J. Arc in stabilities in a plasma spray torch[J]. Journal of Thermal Spray Technology,2002,11(1):44-51.
[10]孫延安. 大氣等離子噴涂質量控制研究[J]. 質量與標準化,2022(10):38-41.
[11]Das A K. Arc root dynamics in high power plasma torches - Evidence of chaotic behavior[J]. Pramana-Journal of Physics,2000,55(5-6):873-886.
[12]Coudert J F,Planche M P,Fauchais P. Characterization of DC plasma torch voltage fluctuations[J]. Plasma Chemistry and Plasma Processing,1996,16(1):S211-S227.
[13]Mosley K,Guile A E,Dring D. Some Aspects of Electrode Erosion in Arc Heaters[J]. Journal of The Electrochemical Society,1972,119(10):1316.
[14]Mauer G,Marques-Lopez J L,Vassen R,et al. Detection of wear in one-cathodeplasma torch electrodes and its impact on velocity and temperature of injected particles[J]. Journal of Thermal Spray Technology,2007,16(5-6):933-939.
[15]Molz R J. Optimized thermal nozzle and method of using same: U.S. Patent 9,730,306[P]. 2017-8-8.
Monitoring and Diagnosis of the Degradation Process of Electrodes of Atmospheric Plasma Spraying Torch
MIAO Xiaoqi1,2,3,YU Deping1,ZHANG Bin1,LI Dingjun2,3,CHEN Yiwen2,3
(1.School of Mechanical Engineering, Sichuan University, Chengdu 610065, China; 2.Dongfang Turbine Co., Ltd., Dongfang Electric Corporation, Deyang 618100,China;3.State Key Laboratory of Clean and Efficient Turbomachinery Power Equipment,Deyang 618100,China)
The plasma spraying process inevitably results in degradation of the electrodes surface, leading to changes in the jet energy distribution, which alters the particle melt acceleration process and ultimately leads to non-uniform coating quality. In this paper, a monitoring and diagnostic experiment was designed to investigate the evolution of arc voltage and jet characteristics during 30 hours of gun operation for the degradation process of the Metco F100 gun electrodes. The key features such as arc voltage and gun power were analyzed for their variation with electrode degradation over a long period of gun operation, and the voltage was subjected to FFT variation to identify the characteristic peaks with corresponding decay patterns in the 50 kHz frequency domain. The captured jet images were processed to analyze the variation patterns of the jet area, length and brightness. The results show that the degradation process of the gun electrodes is manifested in three stages, and the characteristics of the gun show different states under different stages. The research results can provide guidance for the timely replacement of electrodes in actual production.
plasma spraying;electrode wear;process diagnosis
TG174.4
A
10.3969/j.issn.1006-0316.2023.12.001
1006-0316 (2023) 12-0001-07
2023-06-27
國家自然科學基金面上項目(52274364)
苗小琦(1999-),男,山西呂梁人,碩士,主要研究方向為等離子噴槍噴涂過程的監測與診斷,E-mail:2021223025125@stu.scu.edu.cn。
通訊作者:余德平(1984-),男,江西撫州人,博士,教授,主要研究方向為熱等離子體技術及應用,E-mail:williamydp@scu.edu.cn。
猜你喜歡
數學小靈通·3-4年級(2024年2期)2024-05-15 02:02:28
中學生數理化(高中版.高考數學)(2022年3期)2022-04-26 14:04:16
數學年刊A輯(中文版)(2020年1期)2020-05-19 00:30:36
空間科學學報(2020年2期)2020-04-01 03:50:40
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
中等數學(2019年8期)2019-11-25 01:38:14
當代陜西(2019年10期)2019-06-03 10:12:04
新聞傳播(2018年11期)2018-08-29 08:15:24
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
廣西科技大學學報(2016年1期)2016-06-22 13:10:38